JP2010040450A - フレーム部材およびそれを用いた燃料電池用セパレータ - Google Patents
フレーム部材およびそれを用いた燃料電池用セパレータ Download PDFInfo
- Publication number
- JP2010040450A JP2010040450A JP2008204849A JP2008204849A JP2010040450A JP 2010040450 A JP2010040450 A JP 2010040450A JP 2008204849 A JP2008204849 A JP 2008204849A JP 2008204849 A JP2008204849 A JP 2008204849A JP 2010040450 A JP2010040450 A JP 2010040450A
- Authority
- JP
- Japan
- Prior art keywords
- frame member
- fuel cell
- weight
- separator
- plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Fuel Cell (AREA)
Abstract
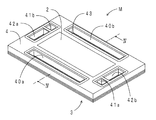
【解決手段】 フレーム部材31は、積層された電極部材2間に配置され、対向する二枚のプレート30、32を備える燃料電池用セパレータ3において、プレート30、32間に介装される。フレーム部材31は、以下の(a)〜(c)を含み、プレート30、32間を接着シールする。(a)酸により変性されたオレフィン系熱可塑性樹脂、(b)シランカップリング剤、(c)フレーム部材の全体を100重量%とした場合の含有量が10重量%以上15重量%以下の繊維状フィラー。
【選択図】 図4
Description
(a)酸により変性されたオレフィン系熱可塑性樹脂
(b)シランカップリング剤
(c)フレーム部材の全体を100重量%とした場合の含有量が10重量%以上15重量%以下の繊維状フィラー
例えば、樹脂製のフレーム層の両面に接着層を配置して、フレーム部材を構成することができる。この場合、フレーム部材の製造工程としては、フレーム層に接着剤を塗布したり、接着性フィルムを貼着する工程が必要となる。これに対して、本発明のフレーム部材は、上記(a)〜(c)の成分を含むことにより、別途接着層を設けなくても、セパレータの二枚のプレートに対して接着性を有する。したがって、フレーム部材の製造工程を簡略化することができる。また、本発明のフレーム部材は、フレーム層、接着層という材質の異なる層から構成されるのではなく、一層からなる。このため、ガスや冷却水等の流路を形成するために打ち抜かれ、不要になった部分について、リサイクルしやすい。さらに、本発明のフレーム部材を、セパレータの二枚のプレート間に介装して接着するだけで、容易にセパレータを製造することができる。したがって、本発明のフレーム部材の製造からセパレータの製造までを、連続的に行うことも可能となる。
本発明のフレーム部材が用いられる燃料電池用セパレータは、積層された電極部材間に配置され、対向する二枚のプレートを備える。電極部材は、MEAと、MEAの厚さ方向両面に配置されている一対の多孔質層とを含む。一対の多孔質層は、各々、ガス拡散層のみから構成されていてもよく、ガス拡散層と、該ガス拡散層よりも気孔率が大きいガス流路層と、の積層体から構成されていてもよい。
本発明のフレーム部材におけるマトリックス樹脂成分のうち、主成分となるのは、酸変性オレフィン系熱可塑性樹脂である。ここで、「主成分」とは、マトリックス樹脂成分を100重量%とした場合の50重量%以上を占める成分をいう。オレフィン系熱可塑性樹脂は、オレフィンのホモ重合体、オレフィンの共重合体、およびオレフィンとオレフィン以外の物との共重合体を含む。具体的には、オレフィンのホモ重合体には、炭素数が2〜20の単一の不飽和オレフィンからなる重合体(例えば、ポリエチレン、ポリプロピレン、ポリブテン等)が含まれる。オレフィンの共重合体には、炭素数が2〜20の不飽和もしくは多重不飽和炭化水素の一種以上からなる重合体が含まれる。例えば、エチレン/プロピレン共重合体、エチレン/ブテン共重合体、エチレン/ヘキセン共重合体、エチレン/オクテン共重合体、エチレン/スチレン共重合体、エチレン/ブテン/オクテン共重合体、エチレン/プロピレン/ノルボルナジエン共重合体、プロピレン/ブテン共重合体等が挙げられる。オレフィン以外の物(オレフィン(原則としてエチレン)と共重合し得る物)には、酢酸ビニル、炭素数が1〜20のアクリル酸エステルもしくはメタクリル酸エステル、不飽和無水物(例えば、無水マレイン酸、無水イタコン酸等)、不飽和酸(例えば、マレイン酸、フマル酸、アクリル酸、メタクリル酸、イタコン酸等)が含まれる。オレフィンとオレフィン以外の物との共重合体としては、エチレン/酢酸ビニル、エチレン/アクリル酸メチル、エチレン/アクリル酸ブチル等が挙げられる。
シランカップリング剤は、官能基としてエポキシ基、アミノ基、ビニル基等を有する化合物の中から、接着性等を考慮して適宜選択すればよい。シランカップリング剤は、一種を単独で用いてもよく、二種以上を混合して用いてもよい。例えば、エポキシ基を有する化合物から選ばれる一種以上を用いると、接着力がより向上すると共に、燃料電池の作動環境においても、接着力が低下しにくい。具体的には、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン等が挙げられる。
繊維状フィラーとしては、本発明のフレーム部材の使用環境を考慮して、チタン等の金属繊維、炭素繊維、ガラス繊維等を使用すればよい。特に、炭素繊維、ガラス繊維が好適である。繊維状フィラーの大きさは、特に限定されるものではない。フレーム部材の高温下における弾性率低下を効果的に抑制するためには、例えば、フィラー径を5μm以上とするとよい。10μm以上とするとより好適である。また、フィラー径を30μm以下とするとよい。20μm以下とするとより好適である。なお、フィラー径は、繊維状フィラーの長手方向に対する垂直断面における最大径である。さらに、繊維状フィラーの長手方向長さ(フィラー長さ)は、0.2mm以上とするとよい。0.5mm以上とするとより好適である。また、フィラー長さを25mm以下とするとよい。15mm以下とするとより好適である。
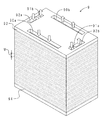
以下に、上記本発明のフレーム部材を備える本発明の燃料電池用セパレータ(以下、適宜「本発明のセパレータ」と称す)の一実施形態を示す。まず、本発明のセパレータを備える固体高分子型燃料電池の構成について説明する。図1に、固体高分子型燃料電池の斜視図を示す。
(a)実施例1〜3
まず、ポリプロピレン(住友化学(株)製「住友ノーブレン(登録商標)」)60gと、無水マレイン酸(関東化学(株)製)0.6gと、を小型密閉式混練機(東洋精機(株)製「ラボプラストミル」、容量100cc)へ投入し、さらに有機過酸化物(日本油脂(株)製「パークミル(登録商標)D」)を添加して、240℃にて加熱溶融した。次に、上記加熱溶融物中に、シランカップリング剤(信越化学工業(株)製「KBE402」:3−グリシドキシプロピルメチルジエトキシシラン)3g(5重量%)を投入し、220℃で5分間混練した。続いて、繊維状フィラーとして、ガラス繊維あるいは炭素繊維を投入し、220℃で5分間混練した。ガラス繊維には、日東紡(株)製「CSX−3J−451」(フィラー径11μm、フィラー長さ3mm)を使用した。ガラス繊維の投入量は、6g(10重量%)、9g(15重量%)の二種類とした。炭素繊維には、東邦テナックス(株)製「HTA−C6−S」(フィラー径7μm、フィラー長さ6mm)を使用した。炭素繊維の投入量は、6g(10重量%)とした。混練後、T−ダイ法により厚さ80μmのシート状に成形した。得られたシート状のフレーム部材(各種ガス等の流路となる連通孔は未形成。以下同じ。)を、後出の表1に示すように、実施例1〜3と番号付けした。
上記(a)の製造過程において、加熱溶融物中に、さらに架橋ポリメタクリル酸メチルからなる樹脂粒子(綜研化学(株)製「ケミスノー(登録商標)MX」)を投入して、二種類のフレーム部材を製造した。樹脂粒子の投入量は、3g(5重量%)とした。繊維状フィラーとして、一方はガラス繊維を使用し(10重量%)、他方は炭素繊維を使用した(10重量%)。得られたフレーム部材を、後出の表1に示すように、実施例4、5と番号付けした。
比較のため、従来のエポキシ系樹脂を主成分とする接着剤(二液タイプ、セメダイン(株)製「EP331」)を準備して比較例1とした。また、繊維状フィラーを配合しない点以外は、上述した(a)実施例1〜3と同様にして、フレーム部材を製造した。得られたフレーム部材を比較例2とした。また、上述した(a)の製造過程において、ガラス繊維の投入量を、12g(20重量%)、18g(30重量%)に増加して、フレーム部材を製造した。得られたフレーム部材を、順に比較例3、4とした。同様に、炭素繊維の投入量を、18g(30重量%)に増加して、フレーム部材を製造した。得られたフレーム部材を、比較例5とした。
製造した実施例、比較例の各フレーム部材、および比較例1の接着剤(以下適宜、これらをまとめて「フレーム部材等」と称す)を、(a)〜(f)の項目により評価した。以下、順に説明する。
フレーム部材等について、150℃における接着時間を測定した。すなわち、ステンレス製の基材間にフレーム部材等を介在させて150℃で圧着し、接着が完了するまでに要した時間を測定した。
フレーム部材等の接着力を評価するために、T字剥離試験を行った。まず、T字剥離試験に使用する試験片を作製した。幅1cm、厚さ0.1mmの短冊状のステンレス板を必要枚数準備し、その表面を脱脂した。二枚のステンレス板を対向させて配置し、ステンレス板間の隙間にフレーム部材等を介在させ、温度150℃下、厚さ方向に10〜30μm圧縮させて、ステンレス板同士を接着した。このようにして、各試験片を作製した。
フレーム部材等の弾性率の温度依存性を評価するために、フレーム部材等について、温度と貯蔵縦弾性率との関係を測定した。まず、各フレーム部材から、幅5mm、長さ20mm、厚さ50μmの板状の試験片を作製した。比較例1の接着剤については、接着剤を硬化して、同様の試験片を作製した。次に、作製した試験片を動的粘弾性測定装置(株式会社ユービーエム製「Rheogel−E4000」)に設置し、温度と貯蔵縦弾性率との関係を測定した。測定条件は、引っ張りモード、周波数:10Hz、初期荷重:自動モード、動歪み:±10μm、温度範囲:−40〜200℃、昇温速度:3℃/分、測定:2℃毎とした。そして、25℃における貯蔵縦弾性率に対する90℃における貯蔵縦弾性率の割合を算出し、弾性率比とした[弾性率比(%)=(90℃における貯蔵縦弾性率)/(25℃における貯蔵縦弾性率)×100]。弾性率比が大きい程、弾性率の温度依存性が小さい、すなわち、高温下において弾性率が低下しにくいといえる。
フレーム部材等の耐クリープ性を評価するために、クリープ試験を行った。まず、各フレーム部材を、縦1cm、横1cmの正方形状に切断し、フレーム部材ごとに、試験片を五枚ずつ準備した。比較例1の接着剤については、接着剤を硬化して、同様の試験片を準備した。次いで、縦1cm、横1cm、厚さ100μmのステンレス板を、フレーム部材ごとに十枚ずつ準備した。そして、各々のステンレス板の間に、準備した試験片を一枚ずつ介装して、積層体試料を作製した。
T−ダイ法により、シート状のフレーム部材を製造する際の押し出し加工性を、次のように評価した。幅250mmの押し出し機を用いて、幅150mmのシートを成形した。この場合に、穴、段差、切れ等の不具合が生じない最小厚さを測定した。測定された厚さにより、押し出し加工性を、以下の三段階で評価した(記号は後出表1参照)。(i)100μm以下の場合:良(○印)、(ii)100μmを超え300μm以下の場合:やや不良(△印)、(iii)300μmを超える場合:不良(×印)。
実施例、比較例の各フレーム部材のリサイクル性を、次のように評価した。製造した各フレーム部材を粉砕し、再度T−ダイ法により押し出し成形してシート材を作製した。初期の引張り強度と、再シート化したした後の引張り強度と、を比較して、後者が前者の1/2以下の値になっていなければ合格とした。引張り強度は、JIS K7165(2008)に準じて測定した。再シート化を繰り返し行い、三回以上連続して合格となったものをリサイクル性有りとした(後出表1中、○印)。それ以外は、リサイクル性無しとした(後出表1中、×印)。なお、熱硬化性樹脂(エポキシ系樹脂)を主成分とする比較例1の接着剤については、リサイクル性無しとした。

20:MEA 21a:カソード多孔質層 21b:アノード多孔質層 22:電解質膜
23a:カソード触媒層 23b:アノード触媒層 24a、24b:ガス拡散層
25a、25b:ガス流路層
3:セパレータ
30:アノードプレート 31:フレーム部材 32:カソードプレート
4:シール部材
40a、40b、41a、41b、42a、42b:連通孔 43:凸部
60:試験片 61a、61b:ステンレス板 62:フレーム部材等
63a、63b:把持具
9:固体高分子型燃料電池
90a:空気供給孔 90b:空気排出孔 91a:水素供給孔 91b:水素排出孔
92a:冷却水供給孔 92b:冷却水排出孔 93、94:エンドプレート
M:モジュール
Claims (8)
- 積層された電極部材間に配置され、対向する二枚のプレートを備える燃料電池用セパレータにおいて、該プレート間に介装されるフレーム部材であって、
以下の(a)〜(c)を含み、
該プレート間を接着シールすることを特徴とするフレーム部材。
(a)酸により変性されたオレフィン系熱可塑性樹脂
(b)シランカップリング剤
(c)フレーム部材の全体を100重量%とした場合の含有量が10重量%以上15重量%以下の繊維状フィラー - 前記(b)のシランカップリング剤は、エポキシ基を有する化合物から選ばれる一種以上である請求項1に記載のフレーム部材。
- 前記(b)のシランカップリング剤の含有量は、フレーム部材の全体を100重量%とした場合の1重量%以上10重量%以下である請求項1または請求項2に記載のフレーム部材。
- 前記(c)の繊維状フィラーは、ガラス繊維および炭素繊維の少なくとも一方を含む請求項1ないし請求項3のいずれかに記載のフレーム部材。
- さらに、(d)球状の樹脂粒子を含む請求項1ないし請求項4のいずれかに記載のフレーム部材。
- 前記(d)の樹脂粒子は、架橋アクリル系重合体および架橋スチレン系重合体から選ばれる一種以上からなる請求項5に記載のフレーム部材。
- 前記(d)の樹脂粒子の含有量は、フレーム部材の全体を100重量%とした場合の0.5重量%以上50重量%以下である請求項5または請求項6に記載のフレーム部材。
- 第一プレートと、
該第一プレートに対向して配置されている第二プレートと、
該第一プレートおよび該第二プレートとの間に介装され、両プレート間を接着シールする請求項1ないし請求項7のいずれかに記載のフレーム部材と、
を備える燃料電池用セパレータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008204849A JP5209405B2 (ja) | 2008-08-07 | 2008-08-07 | フレーム部材およびそれを用いた燃料電池用セパレータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008204849A JP5209405B2 (ja) | 2008-08-07 | 2008-08-07 | フレーム部材およびそれを用いた燃料電池用セパレータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010040450A true JP2010040450A (ja) | 2010-02-18 |
| JP5209405B2 JP5209405B2 (ja) | 2013-06-12 |
Family
ID=42012758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008204849A Active JP5209405B2 (ja) | 2008-08-07 | 2008-08-07 | フレーム部材およびそれを用いた燃料電池用セパレータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5209405B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017107859A (ja) * | 2011-08-22 | 2017-06-15 | エンシンク,インコーポレーテッド | コモンDCバスに接続されたZnBrフローバッテリーのための反転可能な極性動作およびスイッチング方法 |
| CN112751054A (zh) * | 2019-10-30 | 2021-05-04 | 现代自动车株式会社 | 燃料电池的单元电池 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005071933A (ja) * | 2003-08-27 | 2005-03-17 | Ibiden Co Ltd | 燃料電池用セパレータ、燃料電池用セパレータの製造方法 |
| JP2006302633A (ja) * | 2005-04-20 | 2006-11-02 | Sumitomo Light Metal Ind Ltd | 燃料電池用アルミニウム板及びそれを用いたセパレータ並びにエンドプレート及びそれらを用いた燃料電池。 |
| JP2008140740A (ja) * | 2006-12-05 | 2008-06-19 | Toyota Motor Corp | 燃料電池のセパレータ及びその製造方法 |
| JP2008308583A (ja) * | 2007-06-14 | 2008-12-25 | Mitsubishi Rayon Co Ltd | カーボンナノチューブ含有構造体及びその観察方法、複合体 |
| JP2009215523A (ja) * | 2008-02-12 | 2009-09-24 | Techno Polymer Co Ltd | 耐アルコール性成形材料及び成形品 |
-
2008
- 2008-08-07 JP JP2008204849A patent/JP5209405B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005071933A (ja) * | 2003-08-27 | 2005-03-17 | Ibiden Co Ltd | 燃料電池用セパレータ、燃料電池用セパレータの製造方法 |
| JP2006302633A (ja) * | 2005-04-20 | 2006-11-02 | Sumitomo Light Metal Ind Ltd | 燃料電池用アルミニウム板及びそれを用いたセパレータ並びにエンドプレート及びそれらを用いた燃料電池。 |
| JP2008140740A (ja) * | 2006-12-05 | 2008-06-19 | Toyota Motor Corp | 燃料電池のセパレータ及びその製造方法 |
| JP2008308583A (ja) * | 2007-06-14 | 2008-12-25 | Mitsubishi Rayon Co Ltd | カーボンナノチューブ含有構造体及びその観察方法、複合体 |
| JP2009215523A (ja) * | 2008-02-12 | 2009-09-24 | Techno Polymer Co Ltd | 耐アルコール性成形材料及び成形品 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017107859A (ja) * | 2011-08-22 | 2017-06-15 | エンシンク,インコーポレーテッド | コモンDCバスに接続されたZnBrフローバッテリーのための反転可能な極性動作およびスイッチング方法 |
| CN112751054A (zh) * | 2019-10-30 | 2021-05-04 | 现代自动车株式会社 | 燃料电池的单元电池 |
| CN112751054B (zh) * | 2019-10-30 | 2023-11-10 | 现代自动车株式会社 | 燃料电池的单元电池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5209405B2 (ja) | 2013-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5558889B2 (ja) | 接着性シール部材 | |
| US20060073385A1 (en) | Novel sealant material for electrochemical cell components | |
| JP2009094056A (ja) | 燃料電池用接着性シール部材 | |
| WO2013147020A1 (ja) | ゴム組成物および燃料電池シール体 | |
| JP5209404B2 (ja) | フレーム部材およびそれを用いた燃料電池用セパレータ | |
| JP2017183198A (ja) | 燃料電池シール体の製造方法およびそれに用いる燃料電池用ゴムガスケット | |
| JP2007188718A (ja) | 接着性シール部材およびこれを用いた燃料電池 | |
| EP1843419B1 (en) | Adhesive sealing member and a fuel cell using the same | |
| RU2714695C1 (ru) | Способ изготовления топливного элемента и топливный элемент | |
| JP5209405B2 (ja) | フレーム部材およびそれを用いた燃料電池用セパレータ | |
| JP2013229323A (ja) | 燃料電池シール体およびゴム組成物 | |
| JP4931103B2 (ja) | 燃料電池用構成部材 | |
| JP5108375B2 (ja) | 燃料電池用接着性シール部材 | |
| JP6639777B2 (ja) | Pefcセパレータ用カーボン複合材及びその製造方法 | |
| JP5209406B2 (ja) | フレーム部材およびそれを用いた燃料電池用セパレータ | |
| JP5108376B2 (ja) | 燃料電池用接着性シール部材 | |
| JP6190608B2 (ja) | 燃料電池シール体 | |
| JP5268313B2 (ja) | 燃料電池用接着性シール部材 | |
| JP2019117730A (ja) | 燃料電池セルおよびその製造方法 | |
| JP2023034863A (ja) | 複合部材およびその製造方法 | |
| US12516223B2 (en) | High-frequency dielectric heating adhesive sheet | |
| JP2022067828A (ja) | 燃料電池用セパレータの製造方法 | |
| JP6339396B2 (ja) | 燃料電池用シール一体部材の製造方法 | |
| JP2025003403A (ja) | 燃料電池セルアセンブリ | |
| JP2025187882A (ja) | 燃料電池用粘着フレーム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5209405 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |