JP2010036564A - シート成形装置 - Google Patents
シート成形装置 Download PDFInfo
- Publication number
- JP2010036564A JP2010036564A JP2008205791A JP2008205791A JP2010036564A JP 2010036564 A JP2010036564 A JP 2010036564A JP 2008205791 A JP2008205791 A JP 2008205791A JP 2008205791 A JP2008205791 A JP 2008205791A JP 2010036564 A JP2010036564 A JP 2010036564A
- Authority
- JP
- Japan
- Prior art keywords
- metal film
- roll
- main
- molded body
- molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling drums
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
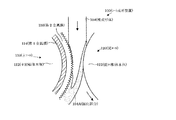
【解決手段】主ロール110と従ロール120を備えて、主ロール110と従ロール120との間に被成形体104を通過させてシート状に成形するシート成形装置100において、前記主ロール110と従ロール120のうち少なくとも主ロール110は、自身の内部が前記被成形体104のガラス転移点温度Tgよりも低い温度の金属製の主回転体本体112と、該主回転体本体112の外周を覆う該主回転体本体112よりも熱伝導率が低い第1金属膜114と、を備える。
【選択図】図1
Description
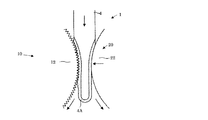
4、104…被成形体
4A、104A…被成形体の固化部分
12、112…主回転体本体
112A、122A、123A…冷却水通路
114…第1金属膜
116…第2金属膜
20、120、121…従ロール
22、122、123…従回転体本体
124…フレキシブルスリーブ
Claims (5)
- 2つのロールを備えて、該ロール間に被成形体を通過させてシート状に成形するシート成形装置において、
前記ロールのうち少なくとも一方は、自身の内部が前記被成形体のガラス転移点温度Tgよりも低い温度の金属製の回転体本体と、該回転体本体の外周を覆う該回転体本体よりも熱伝導率が低い第1金属膜と、を備える
ことを特徴とするシート成形装置。 - 請求項1において、
前記第1金属膜の外周に、更に、第2金属膜が設けられている
ことを特徴とするシート成形装置。 - 請求項1又は2において、
前記第1金属膜は、チタン合金が溶射されることによって成形されている
ことを特徴とするシート成形装置。 - 請求項2又は3において、
前記第2金属膜は、電気めっき又は溶射されることによって成形されている
ことを特徴とするシート成形装置。 - 請求項1乃至4のいずれかにおいて、
前記第1金属膜若しくは第2金属膜が設けられた前記ロールの表面には、前記被成形体をシート状に成形する際に該被成形体に転写される微細構造が成形されている
ことを特徴とするシート成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205791A JP5156534B2 (ja) | 2008-08-08 | 2008-08-08 | シート成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205791A JP5156534B2 (ja) | 2008-08-08 | 2008-08-08 | シート成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010036564A true JP2010036564A (ja) | 2010-02-18 |
| JP5156534B2 JP5156534B2 (ja) | 2013-03-06 |
Family
ID=42009594
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008205791A Expired - Fee Related JP5156534B2 (ja) | 2008-08-08 | 2008-08-08 | シート成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5156534B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013027995A (ja) * | 2011-07-27 | 2013-02-07 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| JP2014124897A (ja) * | 2012-12-27 | 2014-07-07 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| JP2014133381A (ja) * | 2013-01-11 | 2014-07-24 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| JP2014133380A (ja) * | 2013-01-11 | 2014-07-24 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| US10213951B2 (en) | 2014-04-10 | 2019-02-26 | Mitsubishi Gas Chemical Company, Inc. | Shaping roll for melt extrusion molding, shaping roll assembly for melt extrusion molding, and melt extrusion molding method |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0392317A (ja) * | 1989-09-06 | 1991-04-17 | Japan Steel Works Ltd:The | プラスチックフィルムの成膜装置およびプラスチックフィルム成形用ロール |
| JPH05269845A (ja) * | 1992-03-26 | 1993-10-19 | Canon Inc | 光記録媒体用基板シート成形用鏡面ロール、光記録媒体用基板シートの製造装置及び光記録媒体用基板シートの製造方法 |
| WO1999002328A1 (en) * | 1997-07-09 | 1999-01-21 | Toray Industries, Inc. | Method of producing thermoplastic resin film and apparatus for producing the same |
| JP2001353779A (ja) * | 2000-06-15 | 2001-12-25 | Sekisui Chem Co Ltd | 押圧ロール及びエンボスフィルムの製造方法 |
| JP2006130901A (ja) * | 2004-10-07 | 2006-05-25 | Teijin Chem Ltd | 表面に微細な凸形状を有するポリカーボネート樹脂シートの製造方法および表面に微細な凸形状を有するポリカーボネート樹脂シート |
| JP2008018629A (ja) * | 2006-07-13 | 2008-01-31 | Sumitomo Heavy Ind Ltd | シート成形装置 |
-
2008
- 2008-08-08 JP JP2008205791A patent/JP5156534B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0392317A (ja) * | 1989-09-06 | 1991-04-17 | Japan Steel Works Ltd:The | プラスチックフィルムの成膜装置およびプラスチックフィルム成形用ロール |
| JPH05269845A (ja) * | 1992-03-26 | 1993-10-19 | Canon Inc | 光記録媒体用基板シート成形用鏡面ロール、光記録媒体用基板シートの製造装置及び光記録媒体用基板シートの製造方法 |
| WO1999002328A1 (en) * | 1997-07-09 | 1999-01-21 | Toray Industries, Inc. | Method of producing thermoplastic resin film and apparatus for producing the same |
| JP2001353779A (ja) * | 2000-06-15 | 2001-12-25 | Sekisui Chem Co Ltd | 押圧ロール及びエンボスフィルムの製造方法 |
| JP2006130901A (ja) * | 2004-10-07 | 2006-05-25 | Teijin Chem Ltd | 表面に微細な凸形状を有するポリカーボネート樹脂シートの製造方法および表面に微細な凸形状を有するポリカーボネート樹脂シート |
| JP2008018629A (ja) * | 2006-07-13 | 2008-01-31 | Sumitomo Heavy Ind Ltd | シート成形装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013027995A (ja) * | 2011-07-27 | 2013-02-07 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| JP2014124897A (ja) * | 2012-12-27 | 2014-07-07 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| JP2014133381A (ja) * | 2013-01-11 | 2014-07-24 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| JP2014133380A (ja) * | 2013-01-11 | 2014-07-24 | Mitsubishi Gas Chemical Co Inc | 溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法 |
| US10213951B2 (en) | 2014-04-10 | 2019-02-26 | Mitsubishi Gas Chemical Company, Inc. | Shaping roll for melt extrusion molding, shaping roll assembly for melt extrusion molding, and melt extrusion molding method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5156534B2 (ja) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5156534B2 (ja) | シート成形装置 | |
| JP2015160393A (ja) | 熱可塑性frpの加飾成形装置 | |
| WO2015190325A1 (ja) | 積層体の製造方法及び積層体 | |
| CN102059421A (zh) | 钛靶铝背板焊接方法 | |
| CN101827794B (zh) | 下模的制造方法、玻璃凝块的制造方法及玻璃成型体的制造方法 | |
| JP2015202985A (ja) | モールド | |
| JP2009172794A (ja) | 樹脂シートの製造方法 | |
| JP2016052966A (ja) | 成形用ロール、及び板ガラスの製造方法 | |
| JP2012024818A (ja) | 多層断熱材、及びチタン薄葉材のエンボス加工方法 | |
| US9925773B2 (en) | Tin-silver diffusion soldering for thin joints without flux | |
| CN101848872B (zh) | 下模的制造方法、下模、玻璃料滴的制造方法及玻璃成型体的制造方法 | |
| JPS58116956A (ja) | 高珪素薄鋼帯製造用ロ−ル | |
| JP2014133690A (ja) | 電子機器用カバーガラスブランク及びその製造方法、並びに電子機器用カバーガラスのガラス基板の製造方法 | |
| JP2008018629A (ja) | シート成形装置 | |
| WO2015111183A1 (ja) | ガラス成形品の製造方法、ガラス成形品、およびガラス成形品の製造装置 | |
| US20220055936A1 (en) | Method for manufacturing plate glass | |
| US8012566B2 (en) | Microneedles formed by electroplating and selectively releasing temperature sensitive layers | |
| JP3759825B2 (ja) | 熱可塑性樹脂フィルムの製造方法 | |
| JP2010194805A (ja) | 成形用金型およびその製造方法 | |
| JP2010285316A (ja) | 金型の製造方法、ガラスゴブの製造方法及びガラス成形体の製造方法 | |
| TW201109158A (en) | Method for manufacturing micro/nano three-dimensional structure | |
| JPS6075570A (ja) | 溶射皮膜の形成方法 | |
| CN115536285A (zh) | 一种一体式雾化芯的真空镀加工方法及其结构 | |
| JPH0642146U (ja) | 押出成形用金型 | |
| CN121447987A (zh) | 防眩玻璃及其制备方法、显示装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121210 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5156534 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |