JP2010033781A - 異径電線の接続具及び接続方法 - Google Patents
異径電線の接続具及び接続方法 Download PDFInfo
- Publication number
- JP2010033781A JP2010033781A JP2008192769A JP2008192769A JP2010033781A JP 2010033781 A JP2010033781 A JP 2010033781A JP 2008192769 A JP2008192769 A JP 2008192769A JP 2008192769 A JP2008192769 A JP 2008192769A JP 2010033781 A JP2010033781 A JP 2010033781A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- diameter
- barrel piece
- different
- covered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
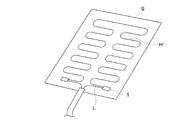
【解決手段】太径の被覆線Lとこれより細い細径線Hとの異径電線の接続具であって、束ねた電線に沿うように位置決めされる基部20と、該基部の先端側において両側部へ延びる1対の前部バレル片30、基部20の基端側において両側部へ延びる1対の後部バレル片40とを備え、前部バレル片30は、被覆線Lの芯線L0とこれに沿う細径線Hとを周回するように曲げられたときにこれらの電線との間に溶融はんだの侵入間隙Cを残して周方向に覆い得る長さを有し、後部バレル片40は、被覆線の被覆部分とこれに沿う細径線Hとを周回するように曲げられたときに細径線Hを基部20側に配置した状態で被覆線Lを周方向に緊く抱持し得る長さを有していることを特徴とする異径電線用接続具。
【選択図】図1
Description
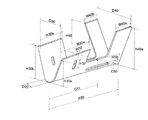
基部20
幅W20(前後方向の全長):10mm
前部バレル片30の上端奥行きD30:3mm
後部バレル片40の上端奥行きD40:5mm
前部バレル片30:
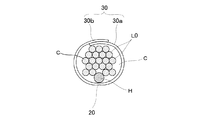
翼片30aの幅W30a、高さH30a:5mm、2mm
翼片30bの幅W30b、高さH30b:4mm、3mm
後部バレル片40:
翼片40aの幅W40a、高さH40a:3mm、4mm
翼片40bの幅W40b、高さH40b:2mm、5mm
窓部32
窓部の幅W32:0.5mm
窓部の高さH32:1mm
補強部50
補強部の高さH50:1mm
基部20から補強部までの距離C50:0.5mm
マーキング51
前部バレル片30前端からマーキング51までの距離:5mm
接続具10全体の材質及び厚さ:リン青銅、0.3mm
なお、上記寸法及び材質は、図示の実施形態の場合の例示であり、本発明はこれに限定されるものではない。
20 基部
21 凹所
30 前部バレル片
31 前部バレル片の前端縁
32 窓部
40 後部バレル片
41 後部バレル片の後端縁
50 補強部
51 マーキング
H ヒータ線
L リード線
L0 芯線
L1 被覆
C 溶融はんだの侵入間隙
Claims (8)
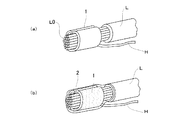
- 太径の被覆線とこれより細い細径線との異径電線を先端が揃う方向に束ねて接続するための接続具であって、束ねた電線に沿うように位置決めされる基部と、該基部の先端側において両側部へ延びる1対の前部バレル片と、上記基部の基端側において両側部へ延びる1対の後部バレル片とを備え、
上記前部バレル片と後部バレル片とは相互に間隔をおいて設けられ、上記前部バレル片は、被覆線の先端部において露出した芯線とこれに沿う細径線とを周回するように曲げられたときに溶融はんだの侵入間隙を残してこれらの電線を周方向に覆い得る長さを有し、上記後部バレル片は、被覆線の被覆部分とこれに沿う細径線とを周回するように曲げられたときに上記細径線を基部側に配置した状態で上記被覆線を周方向に緊く抱持し得る長さを有していることを特徴とする異径電線用接続具。 - 上記前部バレル片は、はんだを通すための窓部が設けられていることを特徴とする請求項1に記載の異径電線用接続具。
- 上記基部は、後端から上記後部バレル片の結合部分に対応する位置まで前後方向に延び、細径線を緩く受け入れ得る凹所を備えていることを特徴とする請求項1又は2に記載の異径電線用接続具。
- 上記前部バレル片と上記後部バレル片とを連結する補強部が上記基部との間に間隔をおいて設けられていることを特徴とする請求項1から3のいずれかに記載の異径電線用接続具。
- 上記前部バレル片の前端縁及び後部バレル片の後端縁の少なくとも一方が、なだらかに拡径されていることを特徴とする請求項1から4のいずれかに記載の異径電線用接続具。
- 上記1対の後部バレル片は、一方が他方より幅が狭く且つ長く延びていることを特徴とする請求項1から5のいずれかに記載の異径電線用接続具。
- 上記基部又は補強部に溶融はんだへの浸漬時の深さの目安となるマーキングが設けられていることを特徴とする請求項1から6のいずれかに記載の異径電線用接続具。
- 太径及び細径の異径電線を先端が揃う方向に束ねて接続するための接続方法であって、
束ねた電線に沿うように位置決めされる基部と、該基部の先端側において両側部へ延びる1対の前部バレル片と、上記基部の基端側において両側部へ延びる1対の後部バレル片とを備え、上記前部バレル片と後部バレル片とは相互に間隔をおいて設けられた接続具を用い、
上記前部バレル片により、被覆線及び細径線の先端部を束ねた状態で両側部から周方向に曲げはんだの侵入間隙を残して覆い、上記後部バレル片により、被覆線及び細径線を先端部から間隔をおいた位置で束ねた状態で両側部から周方向に曲げて緊く抱持し、
上記前部バレル片を上記被覆線及び細径線と共に溶融はんだ中に浸漬してはんだ付けすることを特徴とする異径電線の接続方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008192769A JP5202158B2 (ja) | 2008-07-25 | 2008-07-25 | 異径電線の接続具及び接続方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008192769A JP5202158B2 (ja) | 2008-07-25 | 2008-07-25 | 異径電線の接続具及び接続方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010033781A true JP2010033781A (ja) | 2010-02-12 |
| JP5202158B2 JP5202158B2 (ja) | 2013-06-05 |
Family
ID=41738024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008192769A Active JP5202158B2 (ja) | 2008-07-25 | 2008-07-25 | 異径電線の接続具及び接続方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5202158B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015008042A (ja) * | 2013-06-24 | 2015-01-15 | ニッタ株式会社 | 線状部材の防水処理構造 |
| JP2021114454A (ja) * | 2020-01-21 | 2021-08-05 | ニッタ株式会社 | ヒーター線の圧着構造および圧着方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5353576U (ja) * | 1976-10-12 | 1978-05-09 | ||
| JPS55168974U (ja) * | 1979-05-21 | 1980-12-04 | ||
| JPS5667177A (en) * | 1979-11-07 | 1981-06-06 | Tokyo Shibaura Electric Co | Method of connecting terminal |
| JPS59101358U (ja) * | 1982-12-25 | 1984-07-09 | 住友電装株式会社 | ジヨイント用圧着端子 |
| JPH03210776A (ja) * | 1990-01-12 | 1991-09-13 | Mitsubishi Electric Corp | コネクタのプラグ |
| JPH0397863U (ja) * | 1990-01-25 | 1991-10-09 | ||
| JPH06275325A (ja) * | 1993-03-24 | 1994-09-30 | Mitsubishi Electric Home Appliance Co Ltd | 導電線の接続構造 |
| JP2004071469A (ja) * | 2002-08-08 | 2004-03-04 | Sumitomo Wiring Syst Ltd | 端子金具 |
| JP2008066156A (ja) * | 2006-09-08 | 2008-03-21 | Union Machinery Co Ltd | 圧着端子 |
| JP2008084630A (ja) * | 2006-09-27 | 2008-04-10 | Auto Network Gijutsu Kenkyusho:Kk | 端子付き電線の製造方法及び端子付き電線 |
-
2008
- 2008-07-25 JP JP2008192769A patent/JP5202158B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5353576U (ja) * | 1976-10-12 | 1978-05-09 | ||
| JPS55168974U (ja) * | 1979-05-21 | 1980-12-04 | ||
| JPS5667177A (en) * | 1979-11-07 | 1981-06-06 | Tokyo Shibaura Electric Co | Method of connecting terminal |
| JPS59101358U (ja) * | 1982-12-25 | 1984-07-09 | 住友電装株式会社 | ジヨイント用圧着端子 |
| JPH03210776A (ja) * | 1990-01-12 | 1991-09-13 | Mitsubishi Electric Corp | コネクタのプラグ |
| JPH0397863U (ja) * | 1990-01-25 | 1991-10-09 | ||
| JPH06275325A (ja) * | 1993-03-24 | 1994-09-30 | Mitsubishi Electric Home Appliance Co Ltd | 導電線の接続構造 |
| JP2004071469A (ja) * | 2002-08-08 | 2004-03-04 | Sumitomo Wiring Syst Ltd | 端子金具 |
| JP2008066156A (ja) * | 2006-09-08 | 2008-03-21 | Union Machinery Co Ltd | 圧着端子 |
| JP2008084630A (ja) * | 2006-09-27 | 2008-04-10 | Auto Network Gijutsu Kenkyusho:Kk | 端子付き電線の製造方法及び端子付き電線 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015008042A (ja) * | 2013-06-24 | 2015-01-15 | ニッタ株式会社 | 線状部材の防水処理構造 |
| KR20160023713A (ko) * | 2013-06-24 | 2016-03-03 | 니타 가부시키가이샤 | 선형 부재의 방수 처리 구조 |
| EP3016207A4 (en) * | 2013-06-24 | 2017-02-15 | Nitta Corporation | Waterproof treatment structure for linear member |
| US10687392B2 (en) | 2013-06-24 | 2020-06-16 | Nitta Corporation | Waterproofing structure including a lead wire and a wire heater |
| KR102166558B1 (ko) * | 2013-06-24 | 2020-10-16 | 니타 가부시키가이샤 | 선형 부재의 방수 처리 구조 |
| JP2021114454A (ja) * | 2020-01-21 | 2021-08-05 | ニッタ株式会社 | ヒーター線の圧着構造および圧着方法 |
| JP7398971B2 (ja) | 2020-01-21 | 2023-12-15 | ニッタ株式会社 | ヒーター線の圧着構造および圧着方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5202158B2 (ja) | 2013-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2085981B1 (en) | Terminal and coil device using the same | |
| US20150111442A1 (en) | Terminal-provided wire, method for manufacturing same and jig | |
| US20080003864A1 (en) | Coil component | |
| JP5654242B2 (ja) | 電線の端末処理方法 | |
| JP6722018B2 (ja) | バスバーユニット及びバスバーユニットを備えた電子機器 | |
| JP2015153604A (ja) | 端子および該端子の電線接続構造 | |
| US10038292B2 (en) | Method for connecting insulated wires | |
| JP5202158B2 (ja) | 異径電線の接続具及び接続方法 | |
| CN103368305B (zh) | 马达结构 | |
| JP6941731B2 (ja) | 電気デバイス用の撚り線コネクタ及び撚り線コネクタの製造方法 | |
| US11909152B2 (en) | Electrical device with terminal region and method for producing a terminal region | |
| KR102076472B1 (ko) | 코일 접촉용 전기 접점 장치 | |
| CN109196721A (zh) | 带端子的电线及向电线压接的端子压接方法 | |
| JP2008243870A (ja) | コイル端末線と接合部端子の接合部端子構造 | |
| JP6658367B2 (ja) | コネクタ | |
| JP2006351537A (ja) | ハウジング内に設けられた電子的な回路の電気的な接続のための装置および方法 | |
| JP6013417B2 (ja) | 被覆電線の接合方法 | |
| JP5023728B2 (ja) | ケーブル半田付け型コネクタ | |
| JP6638584B2 (ja) | 電気接続アセンブリの製造方法 | |
| CN109285634B (zh) | 扁平电缆的金属芯线一体化连接方法以及扁平电缆 | |
| JP6898789B2 (ja) | はんだ付け構造 | |
| JP3038053U (ja) | コネクタリードのプリント基板への接続構造 | |
| JP6276820B2 (ja) | 被覆電線の接合方法 | |
| US20240145124A1 (en) | Water-proof structure for electric wire and water-proof method for electric wire | |
| JP2012109382A (ja) | 回路基板とリード線との接続構造及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5202158 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160222 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |