JP2010032373A - 機上計測装置にて計測対象物の形状を計測する工作機械システム - Google Patents
機上計測装置にて計測対象物の形状を計測する工作機械システム Download PDFInfo
- Publication number
- JP2010032373A JP2010032373A JP2008195048A JP2008195048A JP2010032373A JP 2010032373 A JP2010032373 A JP 2010032373A JP 2008195048 A JP2008195048 A JP 2008195048A JP 2008195048 A JP2008195048 A JP 2008195048A JP 2010032373 A JP2010032373 A JP 2010032373A
- Authority
- JP
- Japan
- Prior art keywords
- machine
- measurement
- axis
- measuring
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/20—Measuring arrangements characterised by the use of mechanical techniques for measuring contours or curvatures
Abstract
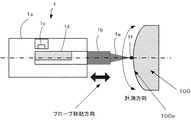
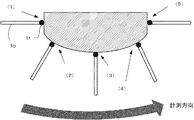
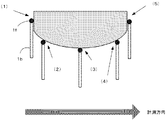
【解決手段】一端に接触子を取り付けたプローブを有する機上計測装置1を用いて計測対象物の表面形状を計測する工作機械システムにおいて、前記計測対象物の表面に対して機上計測装置1のプローブ1bの中心軸が垂直になるようにプログラムされた計測プログラムに基づいて、球型接触子1fが前記計測対象物の表面に接触して倣うように前記各軸が数値制御装置により駆動制御されることを特徴とする機上計測装置にて計測対象物の形状を計測する工作機械システム。
【選択図】図10
Description
図1は、数値制御装置によって制御され、各軸が直動軸、または回転軸で構成されている工作機械の一例として、X軸、Y軸、Z軸の直動軸を有し、X軸上に回転軸であるB軸と、Y軸上に回転軸であるC軸を有し、5軸同時制御が可能な工作機械の要部を示している。
図9は、機上計測装置1とスピンドルのような加工装置20とを回転軸に備えた場合の、加工工具による加工を説明する図である。図9は、加工装置20が回転軸に取り付けられ、ワークの球面と工具軸とが垂直になるように工作機械の各軸が同時制御されながら加工を行うことを説明している。
1a ケース
1b プローブ
1c レーザヘッド
1d リニアスケール
1e 測定子の棒
1f 球型測定子
2 インタフェース
3 X軸
4 Y軸
5 Z軸
6 B軸
7 C軸
8 数値制御装置
8a 数値制御部
8b サーボ制御部
8bX,8bY,8bZ,8bB,8bC サーボ制御部
8bF サーボ制御部(計測信号用)
9 アンプユニット
10 基台
11 パーソナルコンピュータ(パソコン)
11a 記憶装置
12 イーサネット(登録商標)
13 位置検出信号分岐装置
20 加工装置(スピンドル)
91 位置制御部
92 速度制御部
93 電流制御部
94 アンプ
95 サーボモータ
96 位置検出装置
100 計測対象物
100a 計測対象面
W 被加工物(ワーク)
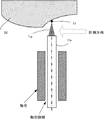
CT プローブの中心軸と球型測定子の先端と交わる点(先端点)
TP 被加工物(ワーク)Wと接する球型測定子の接触する点(接触点)
ipx,ipy,ipz,ipb,ipc 位置検出信号
ipf 計測信号(位置検出信号)
Claims (6)
- 測定子を備えたプローブを有する機上計測装置を用いて計測対象物の表面形状を計測する工作機械システムにおいて、
該工作機械システムは、
1軸以上の直線軸と1軸以上の回転軸から構成される工作機械と、
前記各軸を駆動制御する数値制御装置と、
前記各軸の位置を検出する位置検出装置と、
計測対象物の形状を計測する前記機上計測装置と、
前記位置検出装置により検出された各軸の位置検出信号および前記機上計測装置により検出された計測信号に基づいて前記計測対象物の形状を計測演算する計測演算装置と、
を備え、
前記計測対象物の表面形状を計測するときに、前記計測対象物の表面に対して前記機上計測装置のプローブの中心軸が垂直になるようにプログラムされた計測プログラムに基づいて、前記測定子が前記計測対象物の表面に接触して倣うように前記各軸が前記数値制御装置により駆動制御されることを特徴とする機上計測装置にて計測対象物の形状を計測する工作機械システム。 - 前記計測対象物の加工プログラムを元に前記計測プログラムが作成されることを特徴とする請求項1に記載の機上計測装置にて計測対象物の形状を計測する工作機械システム。
- 前記加工プログラムは、工具軸が前記計測対象物の加工面に垂直になるようにプログラムされることを特徴とする請求項2に記載の機上計測装置にて計測対象物の形状を計測する工作機械システム。
- 前記計測対象物または前記機上計測装置のうち少なくとも一方が回転軸上に取り付けられていることを特徴とする請求項1〜3のいずれか1つに記載の機上計測装置にて計測対象物の形状を計測する工作機械システム。
- 前記機上計測装置と前記計測対象物を加工する工具は、同じ軸上に取り付けられていることを特徴とする請求項1〜3のいずれか1つに記載の機上計測装置にて計測対象物の形状を計測する工作機械システム。
- 前記位置検出装置および前記機上計測装置は、リニアスケール、パルスコーダ、またはレーザ干渉計のうちいずれか1つを用いることを特徴とする請求項1〜5のいずれか1つに記載の機上計測装置にて計測対象物の形状を計測する工作機械システム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008195048A JP4653824B2 (ja) | 2008-07-29 | 2008-07-29 | 機上計測装置にて計測対象物の形状を計測する工作機械システム |
| US12/478,070 US8140178B2 (en) | 2008-07-29 | 2009-06-04 | Machine tool system for measuring shape of object to be measured by using on-board measuring device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008195048A JP4653824B2 (ja) | 2008-07-29 | 2008-07-29 | 機上計測装置にて計測対象物の形状を計測する工作機械システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010032373A true JP2010032373A (ja) | 2010-02-12 |
| JP4653824B2 JP4653824B2 (ja) | 2011-03-16 |
Family
ID=41609165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008195048A Active JP4653824B2 (ja) | 2008-07-29 | 2008-07-29 | 機上計測装置にて計測対象物の形状を計測する工作機械システム |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8140178B2 (ja) |
| JP (1) | JP4653824B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011203121A (ja) * | 2010-03-25 | 2011-10-13 | Fanuc Ltd | 微細接触力調整機構を有する接触式計測装置 |
| JP2011214931A (ja) * | 2010-03-31 | 2011-10-27 | Fanuc Ltd | 機上計測装置のプローブ取り付け位置算出方法 |
| DE102012020453A1 (de) | 2011-10-21 | 2013-04-25 | Okuma Corporation | Werkzeugmaschine |
| JP2019007762A (ja) * | 2017-06-21 | 2019-01-17 | 中村留精密工業株式会社 | タッチプローブを用いた計測方法 |
| JP2019190941A (ja) * | 2018-04-23 | 2019-10-31 | 株式会社キャプテン インダストリーズ | 工作機械の計測能力評価方法及びプログラム |
| JP2021169131A (ja) * | 2020-04-15 | 2021-10-28 | 株式会社ソディック | 多軸加工機、多軸加工機の回転中心測定方法およびプログラム |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4276252B2 (ja) * | 2006-10-31 | 2009-06-10 | ファナック株式会社 | 工具とワークの接触検知機構を有する工作機械 |
| JP4291394B1 (ja) * | 2008-03-12 | 2009-07-08 | ファナック株式会社 | 接触式計測装置 |
| JP2010105063A (ja) * | 2008-10-28 | 2010-05-13 | Fanuc Ltd | 温度ドリフト補正を行う機上計測装置を用いるワークの形状計測方法および機上計測装置を備えた工作機械 |
| JP5557620B2 (ja) * | 2010-06-29 | 2014-07-23 | 株式会社ミツトヨ | 形状測定装置 |
| US8698891B2 (en) * | 2011-03-09 | 2014-04-15 | Zygo Corporation | Object thickness and surface profile measurements |
| FR2972526B1 (fr) * | 2011-03-10 | 2016-05-20 | Commissariat Energie Atomique | Dispositif de mesure de l'etat de surface d'une surface |
| JP5221744B2 (ja) * | 2011-11-28 | 2013-06-26 | ファナック株式会社 | 回転軸に取り付けた超高硬度材を用いた工具を加工するワイヤ放電加工方法およびワイヤ放電加工機 |
| JP6440984B2 (ja) * | 2014-07-22 | 2018-12-19 | ファナック株式会社 | 停止距離による加減速制御を行う数値制御装置 |
| JP5897659B2 (ja) * | 2014-07-25 | 2016-03-30 | ファナック株式会社 | 位置偏差の急激な変化による速度変動の抑制手段を持つ数値制御装置 |
| CN107615197B (zh) * | 2015-05-12 | 2020-07-14 | 三菱电机株式会社 | 数控装置 |
| JP6845612B2 (ja) * | 2016-03-07 | 2021-03-17 | 中村留精密工業株式会社 | 工作機械における機械精度の測定方法及び装置 |
| JP6665243B2 (ja) * | 2017-12-15 | 2020-03-13 | 株式会社スギノマシン | ノズルの検査方法およびその装置 |
| KR102065861B1 (ko) * | 2018-12-13 | 2020-01-13 | 경북대학교 산학협력단 | 기상측정장치의 측정방법 |
| JP7024752B2 (ja) * | 2019-03-20 | 2022-02-24 | オムロン株式会社 | 制御システムおよび制御プログラム |
| JP6788207B2 (ja) * | 2019-04-16 | 2020-11-25 | 株式会社東京精密 | 変位検出器、表面性状測定機、及び真円度測定機 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63212448A (ja) * | 1987-02-26 | 1988-09-05 | Osaka Kiko Co Ltd | 工作機械の択一式複列ヘツド装置 |
| JPH07146103A (ja) * | 1993-11-25 | 1995-06-06 | Kitagawa Elaborate Mach Co Ltd | ワーク形状自動検出装置、及び、ワーク形状自動検出方法 |
| JP2003039282A (ja) * | 2001-07-30 | 2003-02-12 | Sharp Corp | 自由曲面加工装置および自由曲面加工方法 |
| JP2005103667A (ja) * | 2003-09-29 | 2005-04-21 | Nachi Fujikoshi Corp | 自由曲面加工装置 |
| JP2006162266A (ja) * | 2004-12-02 | 2006-06-22 | Olympus Corp | 機上形状測定方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4620281A (en) * | 1981-09-22 | 1986-10-28 | General Electric Company | In-process cutting tool condition compensation and part inspection |
| US4636960A (en) * | 1982-09-16 | 1987-01-13 | Renishaw Electrical Limited | Method of operating a machine tool with a sensing probe in order to gather positional data for the calculation of tool offset parameters |
| US4562392A (en) * | 1984-08-29 | 1985-12-31 | General Electric Company | Stylus type touch probe system |
| US5419222A (en) * | 1992-10-08 | 1995-05-30 | The United States Of America As Represented By The United States Department Of Energy | Method for measuring the contour of a machined part |
| JPH06186023A (ja) | 1992-12-17 | 1994-07-08 | Enshu Ltd | 三次元測定用のタッチプローブ装置 |
| JPH11161312A (ja) * | 1997-11-26 | 1999-06-18 | Fanuc Ltd | 数値制御装置 |
| EP1134543B1 (en) * | 1999-03-03 | 2007-02-07 | Riken | Probe type shape measurement sensor, and nc machining device and shape measuring method using the sensor |
| GB9907868D0 (en) * | 1999-04-08 | 1999-06-02 | Renishaw Plc | Method of calibrating a scanning system |
| US6912446B2 (en) * | 2002-10-23 | 2005-06-28 | General Electric Company | Systems and methods for automated sensing and machining for repairing airfoils of blades |
| GB0303270D0 (en) * | 2003-02-13 | 2003-03-19 | Renishaw Plc | A machine tool control process and apparatus therefor |
| US7283889B2 (en) * | 2003-02-19 | 2007-10-16 | Fanuc Ltd | Numerical control device, and numerical control method |
| GB0322362D0 (en) * | 2003-09-24 | 2003-10-22 | Renishaw Plc | Measuring methods for use on machine tools |
| GB0400144D0 (en) * | 2004-01-06 | 2004-02-11 | Renishaw Plc | Inspection system |
| GB0419381D0 (en) * | 2004-09-01 | 2004-10-06 | Renishaw Plc | Machine tool method |
| JP2007118100A (ja) | 2005-10-26 | 2007-05-17 | Olympus Corp | 回転軸対称曲面の加工方法、回転軸対称曲面加工装置 |
| GB0525306D0 (en) * | 2005-12-13 | 2006-01-18 | Renishaw Plc | Method of machine tool calibration |
| JP2007276049A (ja) | 2006-04-06 | 2007-10-25 | Olympus Corp | アレイ形状金型の製造方法、走査加工装置 |
| JP4276252B2 (ja) * | 2006-10-31 | 2009-06-10 | ファナック株式会社 | 工具とワークの接触検知機構を有する工作機械 |
| CA2614310C (en) * | 2006-12-15 | 2014-05-06 | Quickmill, Inc. | Profile characterization |
| GB0703423D0 (en) * | 2007-02-22 | 2007-04-04 | Renishaw Plc | Calibration method and apparatus |
| JP2008256462A (ja) * | 2007-04-03 | 2008-10-23 | Fanuc Ltd | 形状データの画像表示方法 |
| JP4291382B2 (ja) * | 2007-07-31 | 2009-07-08 | ファナック株式会社 | 接触検知による取り付け誤差の自動補正機能を有する工作機械 |
| JP4532577B2 (ja) * | 2008-05-23 | 2010-08-25 | ファナック株式会社 | 数値制御装置と機上計測装置を有する工作機械 |
-
2008
- 2008-07-29 JP JP2008195048A patent/JP4653824B2/ja active Active
-
2009
- 2009-06-04 US US12/478,070 patent/US8140178B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63212448A (ja) * | 1987-02-26 | 1988-09-05 | Osaka Kiko Co Ltd | 工作機械の択一式複列ヘツド装置 |
| JPH07146103A (ja) * | 1993-11-25 | 1995-06-06 | Kitagawa Elaborate Mach Co Ltd | ワーク形状自動検出装置、及び、ワーク形状自動検出方法 |
| JP2003039282A (ja) * | 2001-07-30 | 2003-02-12 | Sharp Corp | 自由曲面加工装置および自由曲面加工方法 |
| JP2005103667A (ja) * | 2003-09-29 | 2005-04-21 | Nachi Fujikoshi Corp | 自由曲面加工装置 |
| JP2006162266A (ja) * | 2004-12-02 | 2006-06-22 | Olympus Corp | 機上形状測定方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011203121A (ja) * | 2010-03-25 | 2011-10-13 | Fanuc Ltd | 微細接触力調整機構を有する接触式計測装置 |
| US8225519B2 (en) | 2010-03-25 | 2012-07-24 | Fanuc Corporation | Contact type measurement device having fine contact force adjustment mechanism |
| KR101234379B1 (ko) * | 2010-03-25 | 2013-02-18 | 화낙 코퍼레이션 | 미세 접촉력 조정 기구를 갖는 접촉식 계측 장치 |
| JP2011214931A (ja) * | 2010-03-31 | 2011-10-27 | Fanuc Ltd | 機上計測装置のプローブ取り付け位置算出方法 |
| US8554502B2 (en) | 2010-03-31 | 2013-10-08 | Fanuc Corporation | Method for calculating probe mounting position in on-machine measuring device |
| DE102012020453A1 (de) | 2011-10-21 | 2013-04-25 | Okuma Corporation | Werkzeugmaschine |
| JP2013086242A (ja) * | 2011-10-21 | 2013-05-13 | Okuma Corp | 工作機械 |
| US8988033B2 (en) | 2011-10-21 | 2015-03-24 | Okuma Corporation | Machine tool |
| JP2019007762A (ja) * | 2017-06-21 | 2019-01-17 | 中村留精密工業株式会社 | タッチプローブを用いた計測方法 |
| JP2019190941A (ja) * | 2018-04-23 | 2019-10-31 | 株式会社キャプテン インダストリーズ | 工作機械の計測能力評価方法及びプログラム |
| JP2021169131A (ja) * | 2020-04-15 | 2021-10-28 | 株式会社ソディック | 多軸加工機、多軸加工機の回転中心測定方法およびプログラム |
| US11480939B2 (en) | 2020-04-15 | 2022-10-25 | Sodick Co., Ltd. | Multi-axis processing machine and rotation center measurement method of multi-axis processing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100030368A1 (en) | 2010-02-04 |
| JP4653824B2 (ja) | 2011-03-16 |
| US8140178B2 (en) | 2012-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4653824B2 (ja) | 機上計測装置にて計測対象物の形状を計測する工作機械システム | |
| JP4532577B2 (ja) | 数値制御装置と機上計測装置を有する工作機械 | |
| US8554502B2 (en) | Method for calculating probe mounting position in on-machine measuring device | |
| US10209107B2 (en) | Geometric error identification method of multi-axis machine tool and multi-axis machine tool | |
| EP1579168B2 (en) | Workpiece inspection method and apparatus | |
| US6941192B2 (en) | Robot machining tool position and orientation calibration | |
| US8494800B2 (en) | Method and program for identifying mechanical errors | |
| EP1664673B1 (en) | Method of measuring workpieces | |
| JP5030653B2 (ja) | 数値制御工作機械及び数値制御装置 | |
| US9915516B2 (en) | Method for controlling shape measuring apparatus | |
| JP2010105063A (ja) | 温度ドリフト補正を行う機上計測装置を用いるワークの形状計測方法および機上計測装置を備えた工作機械 | |
| JPWO2009057229A1 (ja) | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 | |
| CN112775718A (zh) | 机床的位置测量传感器的校正值测量方法和校正值测量系统 | |
| JP2008268118A (ja) | 形状測定方法及び装置 | |
| JP2006349410A (ja) | 測定装置のキャリブレーション方法およびキャリブレーション実行プログラム作成プログラム | |
| TWI389764B (zh) | 具有工作件之量測基準點設定功能的工具機 | |
| CN110682287B (zh) | 自动机械以及控制装置 | |
| JP2014135068A (ja) | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 | |
| JP2012079358A (ja) | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 | |
| JP2001264048A (ja) | V溝形状測定方法及び装置 | |
| JP2012033203A (ja) | 数値制御工作機械 | |
| JP5064725B2 (ja) | 形状測定方法 | |
| CN115516389A (zh) | 加工方法 | |
| JP4950443B2 (ja) | キャリブレーションゲージ | |
| CN112775720A (zh) | 机床的对象物的位置测量方法及位置测量系统、计算机可读记录介质 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20100216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100412 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20100428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101214 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4653824 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131224 Year of fee payment: 3 |