JP2010029341A - 粘着テープロールおよびその製造方法 - Google Patents
粘着テープロールおよびその製造方法 Download PDFInfo
- Publication number
- JP2010029341A JP2010029341A JP2008193021A JP2008193021A JP2010029341A JP 2010029341 A JP2010029341 A JP 2010029341A JP 2008193021 A JP2008193021 A JP 2008193021A JP 2008193021 A JP2008193021 A JP 2008193021A JP 2010029341 A JP2010029341 A JP 2010029341A
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- sensitive adhesive
- adhesive tape
- tape roll
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L25/00—Domestic cleaning devices not provided for in other groups of this subclass
- A47L25/005—Domestic cleaning devices not provided for in other groups of this subclass using adhesive or tacky surfaces to remove dirt, e.g. lint removers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B7/00—Cleaning by methods not provided for in a single other subclass or a single group in this subclass
- B08B7/0028—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by adhesive surfaces
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/204—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive coating being discontinuous
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/206—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive layer comprising non-adhesive protrusions
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesive Tapes (AREA)
Abstract
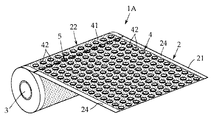
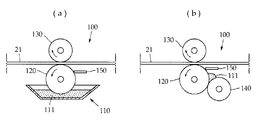
【解決手段】テープ基材21の一方の面にベース層41と円柱状の凸部42とを含む粘着剤層4を1回の塗工工程で同時に形成する。
【選択図】図1
Description
〈比較例1〉ベース層10μmのみ
〈比較例2〉ベース層15μmのみ
〈比較例3〉ベース層30μmのみ
〈比較例4〉スジ塗り20μm
〈比較例5〉スジ塗り35μm
〈比較例6〉凸部30μmのみ
比較例3は、粘着剤層の厚さを3倍にすると、粘着力が大幅に向上するが、粘着力が15Nを越えるため、被清掃面側に粘着剤が転写されるため好ましくない。
比較例4は、粘着剤層の厚さは2倍であるが、スジ塗りであるため、総合的な粘着力は比較例1とほぼ同等かそれ以下である。
比較例5は、粘着剤層の厚さは3.5倍であるが、粘着力は比較例1とほぼ同等であり、クッション性が向上する分、捕捉性はよい。
比較例6は、凸部のみからなる粘着剤層であることにより、被清掃面に対して点接触で上下動を繰り返し、その粘着力は平均値は比較例1よりも劣る。
これに対して、実施例1は、凸部が点接触で上下動を繰り返しつつも、ベース層が基本的な粘着力を確保しているため、下限値が下がりきらず、実施例1よりもクッション性が良い分、捕捉性は向上する。
2 粘着テープ
21 テープ基材
22 ゴミ取り面
23 ラミネートフィルム
24 ドライエッジ部
3 巻芯
4 粘着剤層
41 ベース層
42,43,45 凸部
44 凹部
5 切れ目
Claims (10)
- 基材の一方の面を粘着面とする粘着剤層が形成された粘着テープを、その粘着面が表側を向くように巻回してなる粘着テープロールにおいて、
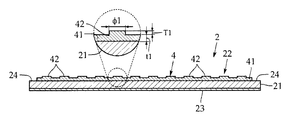
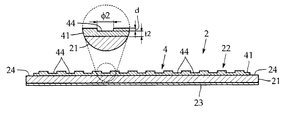
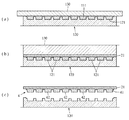
上記粘着剤層は、単一の粘着剤からなる単層構造であって、上記基材の一方の面のほぼ全面にわたって塗布され、その一部に凸部および/または凹部が一体的に設けられていることを特徴とする粘着テープロール。 - 上記凸部および/または凹部は、所定の方向に沿って連続する線状であることを特徴とする請求項1に記載の粘着テープロール。
- 上記凸部および/または凹部は、点状であることを特徴とする請求項1に記載の粘着テープロール。
- 上記凸部および/または上記凹部は円状を呈し、上記粘着テープの幅方向に沿って所定間隔で複数設けられていることを特徴とする請求項1または3に記載の粘着テープロール。
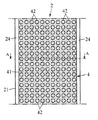
- 上記凸部および/または上記凹部は、上記粘着テープを平面から見て格子状に配置されていることを特徴とする請求項3または4に記載の粘着テープロール。
- 上記凸部および/または凹部は、上記粘着テープを平面から見て千鳥状に配置されていることを特徴とする請求項3または4に記載の粘着テープロール。
- 上記粘着剤層の厚さをt、上記凸部の高さをTおよび/または上記凹部の深さをdとしたとき、t>T,t>dであることを特徴とする請求項1ないし6のいずれか1項に記載の粘着テープロール。
- 基材の一方の面を粘着面とする粘着剤層が形成された粘着テープを、その粘着面が表側を向くように巻回してなる粘着テープロールの製造方法において、
上記粘着剤層は、単一の粘着剤からなる単層構造であって、上記基材の一方の面のほぼ全面にわたって、その一部に厚さの異なる凸部および/または凹部を含むように上記粘着剤を塗工することを特徴とする粘着テープロールの製造方法。 - 上記凸部および/または凹部を含む上記粘着剤層を1つの塗工ローラによって同時に塗工することを特徴とする請求項8に記載の粘着テープロールの製造方法。
- 上記塗工ローラは、ローラ表面に所定のプリント模様が形成されるグラビアロールが用いられていることを特徴とする請求項8または9に記載の粘着テープロールの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008193021A JP2010029341A (ja) | 2008-07-28 | 2008-07-28 | 粘着テープロールおよびその製造方法 |
| KR1020117004657A KR101623822B1 (ko) | 2008-07-28 | 2009-06-29 | 점착테이프 롤 및 그 제조방법 |
| CN200980129702.7A CN102112039B (zh) | 2008-07-28 | 2009-06-29 | 胶粘带辊及其制造方法 |
| PCT/JP2009/002978 WO2010013387A1 (ja) | 2008-07-28 | 2009-06-29 | 粘着テープロールおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008193021A JP2010029341A (ja) | 2008-07-28 | 2008-07-28 | 粘着テープロールおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010029341A true JP2010029341A (ja) | 2010-02-12 |
| JP2010029341A5 JP2010029341A5 (ja) | 2011-09-22 |
Family
ID=41610103
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008193021A Pending JP2010029341A (ja) | 2008-07-28 | 2008-07-28 | 粘着テープロールおよびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2010029341A (ja) |
| KR (1) | KR101623822B1 (ja) |
| CN (1) | CN102112039B (ja) |
| WO (1) | WO2010013387A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4764946B2 (ja) * | 2010-02-02 | 2011-09-07 | 株式会社ニトムズ | 清掃用粘着テープロール |
| CN103040424A (zh) * | 2012-12-13 | 2013-04-17 | 郑运婷 | 粘发扫 |
| CN103040423A (zh) * | 2012-12-13 | 2013-04-17 | 郑运婷 | 毛发贴卷 |
| CN103082980B (zh) * | 2013-01-08 | 2014-11-05 | 郑运婷 | 弹性粘发扫装置 |
| JP6652805B2 (ja) * | 2015-09-30 | 2020-02-26 | トッパン・フォームズ株式会社 | 再剥離性シートの製造方法 |
| KR101653675B1 (ko) * | 2015-10-29 | 2016-09-02 | 주식회사 엔에스엠글로벌 | 점착패널 및 그 제조방법 |
| KR101719750B1 (ko) * | 2016-01-12 | 2017-03-24 | 에스케이씨 주식회사 | 엠보 점착 시트 및 이의 제조방법 |
| KR101771567B1 (ko) | 2017-01-26 | 2017-09-05 | 주식회사 가야 | 터널 현상이 개선된 점착 필름 및 그 제조 방법 |
| GB2572649A (en) * | 2018-04-06 | 2019-10-09 | Illinois Tool Works | Improved adhesive roll |
| CN109110553A (zh) * | 2018-07-10 | 2019-01-01 | 浙江纳鑫胶带制品有限公司 | 一种粘尘胶带滚筒及其收纳盒 |
| CN111940417A (zh) * | 2019-05-16 | 2020-11-17 | Oppo广东移动通信有限公司 | 清胶装置及清胶系统 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61180665A (ja) * | 1985-02-04 | 1986-08-13 | Honda Motor Co Ltd | サイアミ−ズ型シリンダブロツクの製造方法 |
| US5650215A (en) * | 1993-10-29 | 1997-07-22 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesives having microstructured surfaces |
| JP2004538075A (ja) * | 2001-08-17 | 2004-12-24 | スリーエム イノベイティブ プロパティズ カンパニー | 汚染物質除去テープアセンブリ、汚染物質除去テープのロールおよび表面から汚染物質を除去する方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2521127Y2 (ja) * | 1985-04-26 | 1996-12-25 | 株式会社ニトムズ | クリ−ナ−用ロ−ル巻粘着テ−プ |
| ES2048750T3 (es) * | 1988-10-28 | 1994-04-01 | Kufner Textilwerke Gmbh | Procedimiento y dispositivo para recubrimiento reticular con capas de formaciones flexibles y sus productos de produccion. |
| JPH0662976U (ja) * | 1993-02-12 | 1994-09-06 | 樋口 雄三 | 掃除機用ローラー |
| JP2560926Y2 (ja) * | 1993-03-08 | 1998-01-26 | 持田商工株式会社 | クリーナー |
-
2008
- 2008-07-28 JP JP2008193021A patent/JP2010029341A/ja active Pending
-
2009
- 2009-06-29 CN CN200980129702.7A patent/CN102112039B/zh active Active
- 2009-06-29 WO PCT/JP2009/002978 patent/WO2010013387A1/ja active Application Filing
- 2009-06-29 KR KR1020117004657A patent/KR101623822B1/ko active IP Right Grant
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61180665A (ja) * | 1985-02-04 | 1986-08-13 | Honda Motor Co Ltd | サイアミ−ズ型シリンダブロツクの製造方法 |
| US5650215A (en) * | 1993-10-29 | 1997-07-22 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesives having microstructured surfaces |
| JP2004538075A (ja) * | 2001-08-17 | 2004-12-24 | スリーエム イノベイティブ プロパティズ カンパニー | 汚染物質除去テープアセンブリ、汚染物質除去テープのロールおよび表面から汚染物質を除去する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101623822B1 (ko) | 2016-05-24 |
| KR20110036949A (ko) | 2011-04-12 |
| CN102112039B (zh) | 2015-07-29 |
| WO2010013387A1 (ja) | 2010-02-04 |
| CN102112039A (zh) | 2011-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010013387A1 (ja) | 粘着テープロールおよびその製造方法 | |
| JP2010029341A5 (ja) | ||
| WO2010013388A1 (ja) | 粘着テープロールおよびその製造方法 | |
| WO2010044201A1 (ja) | 粘着剤塗工用グラビアロールおよび粘着テープの製造方法 | |
| JP4834377B2 (ja) | 粘着テープロール | |
| JP6542593B2 (ja) | 支持体層を備えた積層フィルム及びそのフィルムロール | |
| JP4378412B2 (ja) | 清掃用粘着テープロールおよび粘着テープの製造装置並びにその製造方法 | |
| JP5202273B2 (ja) | 粘着テープロール | |
| JP5216564B2 (ja) | 粘着テープロール | |
| JP2009001667A (ja) | 粘着シートの粘着剤層表面に凹部を形成するための剥離シート | |
| JP2521127Y2 (ja) | クリ−ナ−用ロ−ル巻粘着テ−プ | |
| JP4764946B2 (ja) | 清掃用粘着テープロール | |
| JP2016516849A (ja) | 液漏れ防止マスキング材、マスキングテープ及びその製造方法 | |
| JP6127508B2 (ja) | 剥離基材及び積層体 | |
| JP4011909B2 (ja) | 清掃用粘着テープ | |
| JP2016516849A5 (ja) | ||
| KR101932110B1 (ko) | 청소용 점착 테이프 롤 | |
| JP4764709B2 (ja) | 粘着テープロール | |
| JP2019100042A (ja) | 壁紙切断用下敷きテープおよび壁紙切断用テープ | |
| JP7264447B2 (ja) | 除塵用ロール | |
| JP2014042973A (ja) | クリーニング用具およびその製造方法 | |
| EP1950264B1 (en) | Adhesive tape roll | |
| TWI270570B (en) | Magnetic tape structure with no need of knife cutting | |
| JP2008075330A (ja) | 長尺床材の床下地への貼り付け方法および長尺床材 | |
| JP2019026785A (ja) | 転写テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110726 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110726 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110921 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110907 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111118 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111228 |