JP2010024916A - クローズドデッキタイプのシリンダブロック及びその製造方法 - Google Patents
クローズドデッキタイプのシリンダブロック及びその製造方法 Download PDFInfo
- Publication number
- JP2010024916A JP2010024916A JP2008185992A JP2008185992A JP2010024916A JP 2010024916 A JP2010024916 A JP 2010024916A JP 2008185992 A JP2008185992 A JP 2008185992A JP 2008185992 A JP2008185992 A JP 2008185992A JP 2010024916 A JP2010024916 A JP 2010024916A
- Authority
- JP
- Japan
- Prior art keywords
- hollow member
- cylinder block
- cylinder
- deck type
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Abstract
【解決手段】
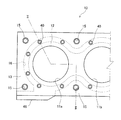
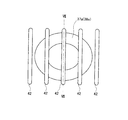
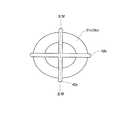
内部をピストンが摺動する複数のシリンダ12と、シリンダ12を冷却する冷却水を流通するウォータジャケット16を備えるクローズドデッキタイプのシリンダブロック10は、内筒部30aと外筒部30bとを備え、内筒部30aの内壁面と外筒部30bの内壁面とを連結する複数の連結部材45(突起37,38)が分散して設けられている冷却用中空材30が、シリンダ12の周囲に配置されて鋳包まれ、高圧ダイカスト鋳造により製造される。
【選択図】図3
Description
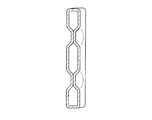
なお、連結部材の分散(配置)形態としては、千鳥形状などのように一定の規則性を持たせた形態としても良いし、ウォータジャケット内における冷却水の流れを意図的に変えるような形態としても良い。
10a アッパーデッキ面
11 シリンダボア
12 シリンダ
13 ブロック外壁
14 ブリッジ
16 ウォータジャケット
16a 水路開口部
30 冷却用中空材
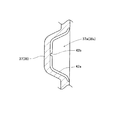
30a 内筒部
30b 外筒部
31 内筒金属板
31a 折り曲げ部
31b 折り曲げ部
32 内筒金属板
32a 折り曲げ部
32b 折り曲げ部
33 外筒金属板
33a 折り曲げ部
33b 折り曲げ部
34 外筒金属板
34a 折り曲げ部
34b 折り曲げ部
35 接続部材
36 取水口
37 突起
38 突起
39 開口
40 ウォータジャケット突起
41 貫通穴
45 連結部材
46 冷却水導入口
50 金型
51 上型
51a シリンダボア突起
51b 位置決めピン
52 固定型
53 スライド型
54 スライド型
54a 差し込みピン
Claims (9)
- 内部をピストンが摺動する複数のシリンダと、前記シリンダを冷却する冷却水を流通するウォータジャケットを備えるクローズドデッキタイプのシリンダブロックにおいて、
内筒部と外筒部とを備え、前記シリンダの周囲に配置されてウォータジャケットを形成する中空部材を有し、
前記中空部材には、前記内筒部の内壁面と前記外筒部の内壁面とを連結する複数の連結部材が分散して設けられている
ことを特徴とするクローズドデッキタイプのシリンダブロック。 - 請求項1に記載するクローズドデッキタイプのシリンダブロックにおいて、
前記中空部材に連通し、前記シリンダの開口部が面するアッパーデッキ面側に設けられた複数の中空形状の水路用突起を有する
ことを特徴とするクローズドデッキタイプのシリンダブロック。 - 請求項1又は請求項2に記載するクローズドデッキタイプのシリンダブロックにおいて、
前記連結部材は、前記内筒部又は前記外筒部の少なくとも一方に、前記中空部材内側に突出して設けられた突起により形成されている
ことを特徴とするクローズドデッキタイプのシリンダブロック。 - 請求項3に記載するクローズドデッキタイプのシリンダブロックにおいて、
前記連結部材は、前記内筒部及び前記外筒部の両方に、前記中空部材内側に突出して設けられた突起の先端部同士を突き合わせることにより形成され、
前記内筒部に設けられた突起と前記外筒部に設けられた突起とが対称形状である
ことを特徴とするクローズドデッキタイプのシリンダブロック。 - 請求項1から請求項4に記載するいずれか1つのクローズドデッキタイプのシリンダブロックにおいて、
前記中空部材内に冷却水を導入するために前記外筒部の外壁に設けられた冷却水導入口を有する
ことを特徴とするクローズドデッキタイプのシリンダブロック。 - 請求項1から請求項5に記載するいずれか1つのクローズドデッキタイプのシリンダブロックにおいて、
前記中空部材は、シリンダ軸方向の両端部が折り曲げられて断面コ字状に成形された複数の金属板を、互いに折り曲げ部同士を重ね合わせて接合することにより形成されている
ことを特徴とするクローズドデッキタイプのシリンダブロック。 - 内部をピストンが摺動する複数のシリンダと、前記シリンダを冷却する冷却水を流通するウォータジャケットを備えるクローズドデッキタイプのシリンダブロックを、金型を用いて鋳造により製造する製造方法において、
前記シリンダの周囲に配置されるウォータジャケットを形成するためのインサート部材として、内筒部と、外筒部と、前記内筒部の内壁面と前記外筒部の内壁面とを連結する複数の分散配置された連結部材と、前記シリンダの開口部が面するアッパーデッキ面側に設けられた中空形状の水路用突起とを備える中空部材を形成する中空部材形成工程と、
前記中空部材形成工程で形成した前記中空部材の前記水路用突起の中空部分に、前記金型に形成された挿入突起を差し込んで前記中空部材を保持し、前記金型のキャビティ内に前記中空部材を位置決めして配置する中空部材配置工程と、
前記中空部材配置工程で前記金型に保持された前記中空部材を鋳包んでシリンダブロックをダイカスト成形する鋳造工程と、
を有することを特徴とするクローズドデッキタイプのシリンダブロックの製造方法。 - 請求項7に記載するクローズドデッキタイプのシリンダブロックの製造方法において、 前記中空部材形成工程では、シリンダ軸方向の両端部を折り曲げて断面コ字状に成形した複数の金属板を、互いに折り曲げ部同士を重ね合わせて接合することにより前記中空部材を形成する
ことを特徴とするクローズドデッキタイプのシリンダブロックの製造方法。 - 請求項7又は請求項8に記載するクローズドデッキタイプのシリンダブロックの製造方法において、
前記中空部材形成工程では、前記内筒部又は前記外筒部の少なくとも一方に、前記中空部材内側に突出するように設けた突起により前記連結部材を形成する
ことを特徴とするクローズドデッキタイプのシリンダブロックの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185992A JP5060414B2 (ja) | 2008-07-17 | 2008-07-17 | クローズドデッキタイプのシリンダブロック及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185992A JP5060414B2 (ja) | 2008-07-17 | 2008-07-17 | クローズドデッキタイプのシリンダブロック及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010024916A true JP2010024916A (ja) | 2010-02-04 |
| JP5060414B2 JP5060414B2 (ja) | 2012-10-31 |
Family
ID=41730987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008185992A Expired - Fee Related JP5060414B2 (ja) | 2008-07-17 | 2008-07-17 | クローズドデッキタイプのシリンダブロック及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5060414B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08177613A (ja) * | 1994-12-27 | 1996-07-12 | Suzuki Motor Corp | エンジンのシリンダブロックおよびその製造方法 |
| JP2000130253A (ja) * | 1995-03-20 | 2000-05-09 | Kubota Corp | サイアミ―ズシリンダの冷却装置 |
| JP2001132534A (ja) * | 1999-11-11 | 2001-05-15 | Yanmar Diesel Engine Co Ltd | 冷却水ジャケットを備えたシリンダブロック |
| JP2002349338A (ja) * | 2001-05-24 | 2002-12-04 | Toyota Industries Corp | 内燃機関用構成部材及びその鋳造方法とそれに用いられる鋳型 |
-
2008
- 2008-07-17 JP JP2008185992A patent/JP5060414B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08177613A (ja) * | 1994-12-27 | 1996-07-12 | Suzuki Motor Corp | エンジンのシリンダブロックおよびその製造方法 |
| JP2000130253A (ja) * | 1995-03-20 | 2000-05-09 | Kubota Corp | サイアミ―ズシリンダの冷却装置 |
| JP2001132534A (ja) * | 1999-11-11 | 2001-05-15 | Yanmar Diesel Engine Co Ltd | 冷却水ジャケットを備えたシリンダブロック |
| JP2002349338A (ja) * | 2001-05-24 | 2002-12-04 | Toyota Industries Corp | 内燃機関用構成部材及びその鋳造方法とそれに用いられる鋳型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5060414B2 (ja) | 2012-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5755028A (en) | Process for producing engine cylinder blocks | |
| JP4968490B2 (ja) | シリンダクランクケースの製造方法 | |
| EP1993756B1 (en) | Method for producing cylinder head and cylinder head | |
| CN101548088B (zh) | 气缸体及其制造方法 | |
| JP5062071B2 (ja) | 内燃機関のシリンダブロック | |
| US20100095912A1 (en) | Cylinder block | |
| US4579091A (en) | Cylinder head for internal combustion engines | |
| JP5281345B2 (ja) | クローズドデッキタイプのシリンダブロック | |
| JP5060414B2 (ja) | クローズドデッキタイプのシリンダブロック及びその製造方法 | |
| JP5223725B2 (ja) | クローズドデッキタイプのシリンダブロック | |
| JP2009036050A (ja) | シリンダブロック構造、又はシリンダブロック | |
| US20040060684A1 (en) | Process for producing a cylinder block with a sleeve | |
| JPH1130152A (ja) | ブリッジを有するシリンダ・クランク・ハウジングおよびその製造方法 | |
| JPH06330807A (ja) | 水冷式内燃機関のシリンダブロック構造 | |
| JP2004316556A (ja) | 多気筒エンジンのクランクケース | |
| JP2012062764A (ja) | 内燃機関のシリンダブロック構造 | |
| JP3293381B2 (ja) | エンジンのシリンダブロックおよびその製造方法 | |
| JP4730361B2 (ja) | クローズドデッキタイプのシリンダブロック構造、又はクローズドデッキタイプのシリンダブロック | |
| JP2006169963A (ja) | 内燃機関 | |
| JP3057419B2 (ja) | サイアミーズシリンダの冷却装置 | |
| JP2000310155A (ja) | シリンダブロック及びその製造方法 | |
| JPH0988713A (ja) | シリンダブロック用インサート部材およびシリンダブロック | |
| JP3293380B2 (ja) | エンジンのシリンダブロックおよびその製造方法 | |
| JP2006125360A (ja) | シリンダブロック | |
| JP2005139924A (ja) | シリンダブロック |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120514 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120717 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120803 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5060414 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R154 | Certificate of patent or utility model (reissue) |
Free format text: JAPANESE INTERMEDIATE CODE: R154 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |