JP2010023346A - 射出ノズル - Google Patents
射出ノズル Download PDFInfo
- Publication number
- JP2010023346A JP2010023346A JP2008187293A JP2008187293A JP2010023346A JP 2010023346 A JP2010023346 A JP 2010023346A JP 2008187293 A JP2008187293 A JP 2008187293A JP 2008187293 A JP2008187293 A JP 2008187293A JP 2010023346 A JP2010023346 A JP 2010023346A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- pressure reducing
- peripheral surface
- resin passage
- molten resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000002347 injection Methods 0.000 title claims description 55
- 239000007924 injection Substances 0.000 title claims description 55
- 239000011347 resin Substances 0.000 claims abstract description 254
- 229920005989 resin Polymers 0.000 claims abstract description 254
- 230000002093 peripheral effect Effects 0.000 claims abstract description 73
- 238000004891 communication Methods 0.000 claims abstract description 55
- 238000001746 injection moulding Methods 0.000 claims abstract description 20
- 238000011144 upstream manufacturing Methods 0.000 claims description 37
- 238000010438 heat treatment Methods 0.000 claims description 17
- 238000000465 moulding Methods 0.000 claims description 3
- 238000004898 kneading Methods 0.000 abstract description 5
- 239000003086 colorant Substances 0.000 abstract 1
- 239000000243 solution Substances 0.000 abstract 1
- 230000009467 reduction Effects 0.000 description 26
- 239000000463 material Substances 0.000 description 16
- 238000000034 method Methods 0.000 description 16
- 230000008569 process Effects 0.000 description 15
- 230000007246 mechanism Effects 0.000 description 14
- 238000003860 storage Methods 0.000 description 8
- 230000009471 action Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000007787 solid Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 230000001141 propulsive effect Effects 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- RYZCLUQMCYZBJQ-UHFFFAOYSA-H lead(2+);dicarbonate;dihydroxide Chemical compound [OH-].[OH-].[Pb+2].[Pb+2].[Pb+2].[O-]C([O-])=O.[O-]C([O-])=O RYZCLUQMCYZBJQ-UHFFFAOYSA-H 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images






Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
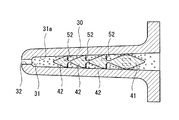
【解決手段】ノズルボディ30の樹脂通路31に着脱可能に配設され、シリンダ側から加えられる溶融樹脂の圧力を低減する第一圧力低減部41及び第二圧力低減部42を備える。第一圧力低減部41は、樹脂通路31を閉鎖する第一閉鎖部45、その外周面において凹設された複数の第一連通溝46、及び溶融樹脂を樹脂通路31の内周面31aに向って誘導する第一上流側ガイド部47を有する。また、第二圧力低減部42は、樹脂通路31を閉鎖する第二閉鎖部50、その外周面において凹設された複数の第二連通溝51、及び第一連通溝46を通過した溶融樹脂のうち第二連通溝51に流入されない溶融樹脂を第一圧力低減部41側に跳ね返し渦流を発生させる第二上流側ガイド部52を有する。
【選択図】図2
Description
該ノズルボディの前記樹脂通路内に着脱可能に配設され、前記加熱シリンダ側から加えられる溶融樹脂の圧力を低減する圧力低減部材と
を具備し、
前記圧力低減部材は、
外周面が前記樹脂通路の内周面に当接し前記樹脂通路を閉鎖する第一閉鎖部、
該第一閉鎖部の前記外周面において周方向に第一の間隔で凹設され、前記第一閉鎖部によって閉鎖される前記樹脂通路を連通させる複数の第一連通溝、
前記第一閉鎖部の上流側に形成され、前記樹脂通路を流れる溶融樹脂を前記樹脂通路の前記内周面に向って誘導する略円錐形状の第一上流側ガイド部、
及び、前記第一閉鎖部の下流側に形成され、前記第一連通溝を通過した溶融樹脂を前記樹脂通路の前記内周面に沿わせながら下流側に誘導する略倒立円錐形状の第一下流側ガイド部、
を一体成形してなる第一圧力低減部材と、
該第一圧力低減部材の下流側に配置され、外周面が前記樹脂通路の内周面に当接し前記樹脂通路を閉鎖する第二閉鎖部、
該第二閉鎖部の前記外周面において周方向に第二の間隔で凹設され、前記第二閉鎖部によって閉鎖される前記樹脂通路を連通させる複数の第二連通溝、
前記第二閉鎖部の上流側に形成され、前記第一連通溝を通過した溶融樹脂のうち前記第二連通溝に流入されない溶融樹脂を前記第一圧力低減部材側に跳ね返すように誘導し前記第一圧力低減部材との間で渦流を発生させる第二上流側ガイド部、
及び、前記第二閉鎖部の下流側に形成され、前記第二連通溝を通過した溶融樹脂を前記樹脂通路の前記内周面に沿わせながら下流側に誘導する略倒立円錐形状の第二下流側ガイド部、
を一体成形してなる第二圧力低減部材と
を備える」ことを特徴とするものである。
前記第一閉鎖部及び前記第二閉鎖部は、前記樹脂通路の前記内周面に当接することで、下流側への移動が規制されている」ように構成してもよい。
図1に示すように、本例の射出成形機1は、樹脂通路2aを内部に有する略円筒状のシリンダ2と、シリンダ2の先端部分に取付金具2cを介して取付けられた射出ノズル3と、シリンダ2の外周面に巻かれたヒータ4と、シリンダ2の根元側の上部に貫通状態で接続されたホッパ5と、シリンダ2の樹脂通路2aに配設されたスクリュ6とを具備して構成されている。
次に、計量・貯留工程、及び射出工程について、図6に基づき説明する。まず、計量・貯留工程では、図6(a)に示すように、ホッパ5から樹脂材料Kを供給しつつ、回転用モータ9(図1参照)及び回転伝達機構10によってスクリュ6を一定方向(矢印の方向)に回転させる。すると、ホッパ5から供給された樹脂材料Kは、シリンダ2の周囲に巻かれたヒータ4からの熱、スクリュ6の回転に伴う摩擦熱、及びせん断熱によって加熱されながら、シリンダ2の先端部2bに向って送られる。そして、先端部2bにおいて蓄積される溶融樹脂Yの樹脂圧がスクリュ6の背圧よりも高くなると、図6(b)に示すように、その樹脂圧によってスクリュ6が後退する。このため、スクリュ6の位置を検出することにより、先端部2bにおいて溶融樹脂Yを計量しながら貯留させることが可能になる。
次に本実施形態の射出ノズル3について詳細に説明する。図1に示すように、本例の射出ノズル3は、シリンダ2の先端部分に取付金具2cを介して着脱可能に取付けられたノズルボディ30と、ノズルボディ30の内部に配設された圧力低減部材40とを具備して構成されている。図2に示すように、ノズルボディ30には、溶融樹脂Yを通過させる樹脂通路31が中心部分を貫通して設けられ、その樹脂通路31の先端には、溶融樹脂Yを射出する放出口32が形成されている。また、ノズルボディ30は細長く先端側に向って僅かに縮径された略円筒形の形状を呈しているが、根元側には外方向に突出するフランジ30bが形成されており、このフランジ30bを取付金具2c(図1参照)に突合わせた状態で取付けられる。また、樹脂通路31は下流側に向って漸次内径が小さくなるようにテーパ状に形成されており、この樹脂通路31の内周面31aと圧力低減部材40の外周面とが当接することで、圧力低減部材40が放出口32側に移動することを規制している。
2 シリンダ(加熱シリンダ)
3 射出ノズル
30 ノズルボディ
31 樹脂通路
31a 内周面
32 放出口
40 圧力低減部材
41 第一圧力低減部(第一圧力制限部材)
42 第二圧力低減部(第二圧力制限部材)
45 第一閉鎖部
45a 外周面
46 第一連通溝
47 第一上流側ガイド部
48 第一下流側ガイド部
50 第二閉鎖部
50a 外周面
51 第二連通溝
52 第二上流側ガイド部
53 第二下流側ガイド部
Y 溶融樹脂
Claims (5)
- 射出成形機における加熱シリンダの先端部分に取付けられ、前記加熱シリンダから送られる溶融樹脂を通過させる樹脂通路、及び該樹脂通路の先端に形成され溶融樹脂を射出させる放出口を有するノズルボディと、
該ノズルボディの前記樹脂通路内に着脱可能に配設され、前記加熱シリンダ側から加えられる溶融樹脂の圧力を低減する圧力低減部材と
を具備し、
前記圧力低減部材は、
外周面が前記樹脂通路の内周面に当接し前記樹脂通路を閉鎖する第一閉鎖部、
該第一閉鎖部の前記外周面において周方向に第一の間隔で凹設され、前記第一閉鎖部によって閉鎖される前記樹脂通路を連通させる複数の第一連通溝、
前記第一閉鎖部の上流側に形成され、前記樹脂通路を流れる溶融樹脂を前記樹脂通路の前記内周面に向って誘導する略円錐形状の第一上流側ガイド部、
及び、前記第一閉鎖部の下流側に形成され、前記第一連通溝を通過した溶融樹脂を前記樹脂通路の前記内周面に沿わせながら下流側に誘導する略倒立円錐形状の第一下流側ガイド部、
を一体成形してなる第一圧力低減部材と、
該第一圧力低減部材の下流側に配置され、外周面が前記樹脂通路の内周面に当接し前記樹脂通路を閉鎖する第二閉鎖部、
該第二閉鎖部の前記外周面において周方向に第二の間隔で凹設され、前記第二閉鎖部によって閉鎖される前記樹脂通路を連通させる複数の第二連通溝、
前記第二閉鎖部の上流側に形成され、前記第一連通溝を通過した溶融樹脂のうち前記第二連通溝に流入されない溶融樹脂を前記第一圧力低減部材側に跳ね返すように誘導し前記第一圧力低減部材との間で渦流を発生させる第二上流側ガイド部、
及び、前記第二閉鎖部の下流側に形成され、前記第二連通溝を通過した溶融樹脂を前記樹脂通路の前記内周面に沿わせながら下流側に誘導する略倒立円錐形状の第二下流側ガイド部、
を一体成形してなる第二圧力低減部材と
を備えることを特徴とする射出ノズル。 - 前記第二連通溝の個数は前記第一連通溝の個数よりも少なく、全ての前記第二連通溝が、前記樹脂通路の周方向において前記第一連通溝と合致する位置に形成されていることを特徴とする請求項1に記載の射出ノズル。
- 前記第一圧力低減部材及び前記第二圧力低減部材が一体成形されていることを特徴とする請求項1または請求項2に記載の射出ノズル。
- 前記第二圧力低減部材が前記樹脂通路に沿って複数個連設されていることを特徴とする請求項1乃至請求項3の少なくとも何れか1つに記載の射出ノズル。
- 前記ノズルボディの前記樹脂通路は、下流側ほど内径が縮径されたテーパ状を呈し、
前記第一閉鎖部及び前記第二閉鎖部は、前記樹脂通路の前記内周面に当接することで、下流側への移動が規制されていることを特徴とする請求項1乃至請求項4の少なくとも何れか1つに記載の射出ノズル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187293A JP4223543B1 (ja) | 2008-07-18 | 2008-07-18 | 射出ノズル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187293A JP4223543B1 (ja) | 2008-07-18 | 2008-07-18 | 射出ノズル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4223543B1 JP4223543B1 (ja) | 2009-02-12 |
| JP2010023346A true JP2010023346A (ja) | 2010-02-04 |
Family
ID=40403895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008187293A Expired - Fee Related JP4223543B1 (ja) | 2008-07-18 | 2008-07-18 | 射出ノズル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4223543B1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017136765A (ja) * | 2016-02-04 | 2017-08-10 | 剛 河田 | 射出ミキシングノズル |
| JP2020090042A (ja) * | 2018-12-06 | 2020-06-11 | ポリプラスチックス株式会社 | 射出ノズル |
| JP2020128039A (ja) * | 2019-02-08 | 2020-08-27 | 剛 河田 | 射出ミキシングノズル |
-
2008
- 2008-07-18 JP JP2008187293A patent/JP4223543B1/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017136765A (ja) * | 2016-02-04 | 2017-08-10 | 剛 河田 | 射出ミキシングノズル |
| JP2020090042A (ja) * | 2018-12-06 | 2020-06-11 | ポリプラスチックス株式会社 | 射出ノズル |
| JP7132107B2 (ja) | 2018-12-06 | 2022-09-06 | ポリプラスチックス株式会社 | 射出ノズル |
| JP2020128039A (ja) * | 2019-02-08 | 2020-08-27 | 剛 河田 | 射出ミキシングノズル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4223543B1 (ja) | 2009-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107530940B (zh) | 挤出机用螺杆、挤出机以及挤出方法 | |
| JP5822119B2 (ja) | 高せん断加工装置 | |
| CN105980122A (zh) | 挤出机用螺杆、挤出机以及挤出方法 | |
| JP4223543B1 (ja) | 射出ノズル | |
| JP2000328345A (ja) | 紡糸原料着色装置 | |
| JP2009269183A (ja) | 可塑化送出装置およびこれを含む射出成形機 | |
| CN103052484B (zh) | 用于注塑机、挤出机等的塑化单元和为此设置的液体输入装置 | |
| US8801426B2 (en) | Injection molding system having a dynamic mixer | |
| JP2009113360A (ja) | 射出成型機用プランジャ式射出シリンダ | |
| TWI648143B (zh) | Method for forming resin molded article containing reinforced fiber | |
| US4106113A (en) | Feeding screw assembly of a molding machine for plasticizing masses, particularly, for plastics or rubber | |
| JP4708094B2 (ja) | 液状樹脂成形機の射出装置 | |
| CN114102998A (zh) | 注塑机及其射嘴 | |
| CN211993880U (zh) | 材料供应装置、注射成型装置以及三维造型装置 | |
| CN100411851C (zh) | 具有塑料熔体和添加剂的混合与定量装置的注塑设备 | |
| JP2017136765A (ja) | 射出ミキシングノズル | |
| CN207772380U (zh) | 静态混合器 | |
| KR101666404B1 (ko) | 사출기용 가스배출 어댑터 노즐기 | |
| JP2024141169A (ja) | 射出ミキシングノズル | |
| JP2005349821A (ja) | 複数成分ミキシングヘッド | |
| JP5397599B2 (ja) | 射出成形機の射出装置 | |
| JP2007076276A (ja) | 液状樹脂成形射出装置の混合装置 | |
| CN114555320A (zh) | 注射模具及其生产方法及生产大理石纹模制件的方法 | |
| JP2013248768A (ja) | 射出成形機の射出装置 | |
| JP2014087986A (ja) | 繊維材料を含む樹脂材料の射出成形装置および射出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081111 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081119 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141128 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |