JP2010023231A - Oリングの成形方法およびそのためのoリングの成形装置 - Google Patents
Oリングの成形方法およびそのためのoリングの成形装置 Download PDFInfo
- Publication number
- JP2010023231A JP2010023231A JP2008183549A JP2008183549A JP2010023231A JP 2010023231 A JP2010023231 A JP 2010023231A JP 2008183549 A JP2008183549 A JP 2008183549A JP 2008183549 A JP2008183549 A JP 2008183549A JP 2010023231 A JP2010023231 A JP 2010023231A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- ring
- molding material
- molding
- product cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、金型のOリング形状の製品用キャビティーに連通する射出ゲートのゲート厚さDが、0.08mm以下である金型を用いて、Oリングを成形する。
【選択図】図1
Description
すなわち、圧縮成形方法では、図5に示したように、上金型100と下金型102とから構成される上下一対の金型104に、金型104を閉止した際に、Oリング形状の製品用キャビティー106を形成するように、上金型100と下金型102にそれぞれ、キャビティー凹部106a、106bを形成している。また、これらの上金型100と下金型102にはそれぞれ、加熱ヒーター108、110が設けられている。
すなわち、この特許文献1の射出成形装置300は、図6に示したように、スクリュー押出機302で可塑化、流動化した材料を、材料ポット304のプランジャー306でスプルー308とランナー310を介して、射出金型312内に注入するようになっている。
ィー318と接続されるゲート314の所定幅の薄肉オリフィス322によって、剪断摩擦熱を付与して、流動性を向上させながら、製品用キャビティー320に成形材料の注入を行うようになっている。
成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、
前記金型のOリング形状の製品用キャビティーに連通する射出ゲートのゲート厚さDが、0.08mm以下である金型を用いて、Oリングを成形することを特徴とする。
このような範囲にゲート厚さDがあれば、成形材料の注入部である射出ゲートの部分は、成形体を取り出した際にバリの部分として残るが、一度に多数のOリングを成形する場合には、個数が多いため、後工程での処理(バリ仕上げ)は、機械仕上げしか採用することができないが、一般的なバリ低温処理設備で処理可能なバリ厚さは、0.08mm以下であるので、ゲート厚さは、0.04〜0.08mmとすれば、バリ仕上げとして機械仕上げを実施することができる。
二手に分かれる流れが、均一な状態でリング形状の製品用キャビティー内に射出されることになるので、製品としてのOリングの強度(伸び、引っ張り強度など)にばらつきが生じることがなく、一定の品質のOリングを提供することができる。
。
しく、これにより、品質的にも問題なく、連続生産も可能となる。
成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、
前記金型のOリング形状の製品用キャビティーの周囲にバリ溝を形成した金型を用いて、
前記成形材料を加熱軟化させて金型内に射出する前に、金型内の製品用キャビティーを所定の真空レベルまで空気を排気するとともに、
前記成形材料を加熱軟化させて金型内に射出する際に、成形材料注入時に圧縮された空気をバリ溝内に逃して成形することを特徴とする。
このようにバリ溝が、前記金型のOリング形状の製品用キャビティーの外周に形成されていれば、成形材料を加熱軟化させて金型内に射出する際に、このバリ溝を、余剰空気のたまり部(滞留部分)として利用することによって、軟化した状態の成形材料を、射出ゲートを通じて、熱的に均一な状態でリング形状の製品用キャビティー内全体にわたって射出することができ、複雑な構成が不要で、かつOリングの強度(伸び、引っ張り強度など)にばらつきがより生じることがなく、さらに一定の品質のOリングを提供することができる。
このようにバリ溝が、前記金型のOリング形状の製品用キャビティーの内周に形成されていれば、成形材料を加熱軟化させて金型内に射出する際に、このバリ溝を、余剰空気のたまり部(滞留部分)として利用することによって、軟化した状態の成形材料を、射出ゲートを通じて、熱的に均一な状態でリング形状の製品用キャビティー内全体にわたって射出することができ、複雑な構成が不要で、かつOリングの強度(伸び、引っ張り強度など
)にばらつきがより生じることがなく、さらに一定の品質のOリングを提供することができる。
すなわち、成形材料を加熱軟化させて金型内に射出する際には、射出ゲートから圧入された成形材料は、Oリング形状の製品用キャビティーの円周に沿って、二手に分かれてOリング形状の製品用キャビティー内を進み、射出ゲートと対向する側、すなわち、180°反対側で融合すると考えられる。
成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、
前記金型のOリング形状の製品用キャビティーに連通する射出ゲートのゲート厚さDが、0.08mm以下であり、
前記金型のOリング形状の製品用キャビティーの周囲にバリ溝を形成した金型を用いて、
前記成形材料を加熱軟化させて金型内に射出する前に、金型内の製品用キャビティーを所定の真空レベルまで空気を排気するとともに、
前記成形材料を加熱軟化させて金型内に射出する際に、成形材料注入時に圧縮された空気をバリ溝内に逃して成形することを特徴とするOリングを成形することを特徴とする。
前記金型の上金型のスプルー部を出口に向かって拡径したテーパー形状とするとともに、
前記金型の下金型のスプルー先端部の凹みの形状を下方に向かって拡径したテーパー形状とした金型を用いることを特徴とする。
成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する成形装置であって、
前記金型の上金型のスプルー部を出口に向かって拡径したテーパー形状とするとともに、
前記金型の下金型のスプルー先端部の凹みの形状を下方に向かって拡径したテーパー形状としたことを特徴とする。
前記上金型を下金型から離間した後、下金型側に残存する成形体のスプルー部を把持して成形体を取り出す取り出し装置を備えることを特徴とする。
前記成形材料を加熱軟化させて金型内に射出する前に、金型内の製品用キャビティーを所定の真空レベルまで空気を排気する排気装置を備えるとともに、
前記成形材料を加熱軟化させて金型内に射出する際に、成形材料注入時に圧縮された空気をバリ溝内に逃して成形するように、金型のOリング形状の製品用キャビティーの周囲に形成されたバリ溝を備えることを特徴とする。
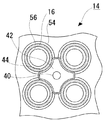
図1は、本発明のOリングの成形方法の概略を説明する工程図、図2は、図1のA部分の部分拡大図、図3は、図2のB方向の平面図、図4(A)は、図3の部分拡大図、図4(B)は、図4(A)のA−A線での部分拡大断面図である。
図1(A)に示したように、成形装置1は、上金型10と下金型12とから構成される上下一対の金型14に、金型14を閉止した際に、Oリング形状の製品用キャビティー16を形成するように、上金型10と下金型12にそれぞれ、キャビティー凹部16a、16bを形成している。また、これらの上金型10と下金型12にはそれぞれ、加熱ヒーター18、20が設けられている。
ストン30が図示しない駆動機構によって駆動することができるように設けられている。
そして、図1(C)に示したように、上金型10と下金型12とを離間させることによって、製品であるOリング52を、スプルー38、下金型のスプルー先端部の凹み40、ランナー42の形状で一体になった成形体50の形状で取り出すことができるようになっている。
また、成形材料22をポット部26の成形材料収容凹部28に投入装置によって投入することによって、自動化できるとともに、図1(C)に示した状態の成形体50を、例えば、スプルー38に対応した形状部分で、取り出し装置で取り出して、切断装置で切断することによって、製品であるOリング52を、自動で取り出し、切断作業が行え、生産効率の向上が図れることになる。
ルー部50aを把持して、ランナー42、射出ゲート44を介して成形体を取り出す機構を機械化することができ、連続生産が可能となり生産性が向上することになる。
すなわち、このような範囲にゲート厚さDがあれば、成形材料の注入部である射出ゲートの部分は、成形体を取り出した際にバリの部分として残るが、一度に多数のOリングを成形する場合には、個数が多いため、後工程での処理(バリ仕上げ)は、機械仕上げしか採用することができないが、一般的なバリ低温処理設備で処理可能なバリ厚さは、0.08mm以下であるので、ゲート厚さは、0.04〜0.08mmとすれば、バリ仕上げとして機械仕上げを実施することができる。
なり製品品質に影響が出ないようにするための最低のレベルであり、また、後述するように、スプルーを把持し、製品を下金型から剥がすときに必要な強度保持を維持できるからである。
このような範囲にゲート幅Wがあれば、軟化した状態の成形材料22が、射出ゲート44を通じて、熱的により均一な状態でリング形状の製品用キャビティー16内に射出されることになるので、Oリング52の強度(伸び、引っ張り強度など)にばらつきがより生じることがなく、さらに一定の品質のOリング52を提供することができる。
となる。
このようにバリ溝が、金型のOリング形状の製品用キャビティー16の外周に形成されていれば、成形材料22を加熱軟化させて金型内に射出する際に、この外周側バリ溝54を、余剰空気のたまり部(滞留部分)として利用することによって、軟化した状態の成形材料を、射出ゲート44を通じて、熱的に均一な状態でリング形状の製品用キャビティー16内全体にわたって射出することができ、複雑な構成が不要で、かつOリング52の強度(伸び、引っ張り強度など)にばらつきがより生じることがなく、さらに一定の品質のOリングを提供することができる。
的に均一な状態でリング形状の製品用キャビティー16内全体にわたって射出することができ、複雑な構成が不要で、かつOリング52の強度(伸び、引っ張り強度など)にばらつきがより生じることがなく、さらに一定の品質のOリング52を提供することができる。
4の幅にわたるようにして、奥行を有するようにすればよく、例えば、略三角形となるように設定するのが望ましい。
このようにバリ溝が、金型のOリング形状の製品用キャビティー16の内周に形成されていれば、成形材料22を加熱軟化させて金型内に射出する際に、この内周側バリ溝56を、余剰空気のたまり部(滞留部分)として利用することによって、軟化した状態の成形材料22を、射出ゲート44を通じて、熱的に均一な状態でリング形状の製品用キャビティー16内全体にわたって射出することができ、複雑な構成が不要で、かつOリング52の強度(伸び、引っ張り強度など)にばらつきがより生じることがなく、さらに一定の品質のOリング52を提供することができる。
また、この実施例では、外周側バリ溝54と内周側バリ溝56の両方を設けたが、外周側のみにバリ溝を設けることももちろん可能である。
、従来法(コンプレッション成形法)と、本発明のコールドポット成形法を用いて、Oリングを成形した。
その結果を、それぞれ、下記の表1、表2に示した。

(1)コールドポット法による製品の機械物性:
引張強度、伸び共に、平均値では、従来法の値をわずかに下回った(95〜99%)。(2)機械物性のバラツキ:
一方、機械物性のバラツキに関しては、本発明のコールドポット製法で、適当な条件(本明細書の特許請求の範囲に記載した範囲)を設定すると、従来法より品質が安定する。
特に「伸び」物性は、従来法の3σを規格限界として求めた工程能力指数:CPKが1.4〜1.7で非常に良好な安定性を示した。
(3)ゲート厚み:
ゲート厚みについては、厚い方が機械物性が安定するが、0.09mm以上ではバリ残りが発生する。
(4)バリ溝の有無:
バリ溝を設置しないと、ゲート厚み0.05mmでも引張強度のバラツキが従来法並み(CPK=1.03)に対し、バリ溝を設置すると安定する。
(1) ゲートの幅について:
上記表1、表2には示していないが、ゲートの幅が狭い場合には(実施例:キャビティー円周に対し15°)、把持したスプルーと成形製品の?ぎ目のゲート部分が破れて、製品が下金型から離型しなかった。
また、実施例として、45°以上のゲート幅で、成形製品の取り出しは100%確実になった。
(2)上型のスプールと型のアンカー部の形状について:
上下金型離型時に成形製品を100%下型に残し、かつ、その後の工程で、スプルーを把持し、成形製品を100%下型から取り出すことが必要である。
上型のスプルーと下型のアンカー部の形状は、共に下向きに拡径するテーパーとし、スプルー軸に対する角度をそれぞれ5°、5〜10°にすることで操作性が100%確実となった。
以上、本発明の好ましい実施の態様を説明してきたが、本発明はこれに限定されることはなく、例えば、上記実施例では、縦置き型の成形装置1について説明したが、横置き型とすることも可能であるなど本発明の目的を逸脱しない範囲で種々の変更が可能である。
10 上金型
12 下金型
14 金型
16 製品用キャビティー
16a キャビティー凹部
18 加熱ヒーター
22 成形材料
24 断熱材部
26 ポット部
28 成形材料収容凹部
30 ピストン
34 流入口
36 (コールド)スプルー
38 スプルー
38a 出口部分
38c テーパー部
40 下金型のスプルー先端部の凹み
40a 拡径部分
42 ランナー
44 射出ゲート
46 水冷ジャケット
48 水冷部
50 成形体
50a スプルー部
50b ゲート部
52 Oリング
54 外周側バリ溝
56 内周側バリ溝
58 空気抜き溝
100 上金型
102 下金型
102a 上面
104 金型
106 製品用キャビティー
106a キャビティー凹部
108 加熱ヒーター
112 成形材料
114 Oリング
300 射出成形装置
302 スクリュー押出機
304 材料ポット
306 プランジャー
308 スプルー
310 ランナー
312 射出金型
314 ゲート
316 下型
318 平板状堰
318 製品用キャビティー
318 平板状堰
320 製品用キャビティー
322 薄肉オリフィス
W ゲート幅
α 角度
β 角度
Claims (18)
- 成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、
前記金型のOリング形状の製品用キャビティーに連通する射出ゲートのゲート厚さDが、0.08mm以下である金型を用いて、Oリングを成形することを特徴とするOリングの成形方法。 - 前記ゲート厚さDが、0.04〜0.08mmであることを特徴とする請求項1に記載のOリングの成形方法。
- 前記射出ゲートのゲート幅Wが、前記金型のOリング形状の製品用キャビティーの円周の1/4〜1/12の幅であることを特徴とする請求項1から2のいずれかに記載のOリ
ングの成形方法。 - 成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、
前記金型のOリング形状の製品用キャビティーの周囲にバリ溝を形成した金型を用いて、
前記成形材料を加熱軟化させて金型内に射出する前に、金型内の製品用キャビティーを所定の真空レベルまで空気を排気するとともに、
前記成形材料を加熱軟化させて金型内に射出する際に、成形材料注入時に圧縮された空気をバリ溝内に逃して成形することを特徴とするOリングの成形方法。 - 前記バリ溝が、前記金型のOリング形状の製品用キャビティーの外周に形成されていることを特徴とする請求項4に記載のOリングの成形方法。
- 前記バリ溝が、前記金型のOリング形状の製品用キャビティーの内周に形成されていることを特徴とする請求項4から5のいずれかに記載のOリングの成形方法。
- 前記バリ溝が、前記金型のOリング形状の製品用キャビティーの射出ゲートと対向する側に形成されていることを特徴とする請求項4から6のいずれかに記載のOリングの成形方法。
- 成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、
前記金型のOリング形状の製品用キャビティーに連通する射出ゲートのゲート厚さDが、0.08mm以下であり、
前記金型のOリング形状の製品用キャビティーの周囲にバリ溝を形成した金型を用いて、
前記成形材料を加熱軟化させて金型内に射出する前に、金型内の製品用キャビティーを所定の真空レベルまで空気を排気するとともに、
前記成形材料を加熱軟化させて金型内に射出する際に、成形材料注入時に圧縮された空気をバリ溝内に逃して成形することを特徴とするOリングを成形することを特徴とするOリングの成形方法。 - 前記ゲート厚さDが、0.04〜0.08mmであることを特徴とする請求項8に記載のOリングの成形方法。
- 前記射出ゲートのゲート幅Wが、前記金型のOリング形状の製品用キャビティーの円周
の1/4〜1/12の幅であることを特徴とする請求項8から9のいずれかに記載のOリングの成形方法。 - 前記バリ溝が、前記金型のOリング形状の製品用キャビティーの外周に形成されていることを特徴とする請求項8から10のいずれかに記載のOリングの成形方法。
- 前記バリ溝が、前記金型のOリング形状の製品用キャビティーの内周に形成されていることを特徴とする請求項8から11のいずれかに記載のOリングの成形方法。
- 前記バリ溝が、前記金型のOリング形状の製品用キャビティーの射出ゲートと対向する側に形成されていることを特徴とする請求項8から12のいずれかに記載のOリングの成形方法。
- 前記金型の上金型のスプルー部を出口に向かって拡径したテーパー形状とするとともに、
前記金型の下金型のスプルー先端部の凹みの形状を下方に向かって拡径したテーパー形状とした金型を用いることを特徴とする請求項1から13のいずれかに記載のOリングの成形方法。 - 前記上金型を下金型から離間した後、取り出し装置を介して、下金型側に残存する成形体のスプルー部を把持して成形体を取り出すことを特徴とする請求項14に記載のOリングの成形方法。
- 成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する成形装置であって、
前記金型の上金型のスプルー部を出口に向かって拡径したテーパー形状とするとともに、
前記金型の下金型のスプルー先端部の凹みの形状を下方に向かって拡径したテーパー形状としたことを特徴とするOリングの成形装置。 - 前記上金型を下金型から離間した後、下金型側に残存する成形体のスプルー部を把持して成形体を取り出す取り出し装置を備えることを特徴とする請求項16に記載のOリングの成形装置。
- 前記成形材料を加熱軟化させて金型内に射出する前に、金型内の製品用キャビティーを所定の真空レベルまで空気を排気する排気装置を備えるとともに、
前記成形材料を加熱軟化させて金型内に射出する際に、成形材料注入時に圧縮された空気をバリ溝内に逃して成形するように、金型のOリング形状の製品用キャビティーの周囲に形成されたバリ溝を備えることを特徴とする請求項16から17のいずれかに記載のOリングの成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008183549A JP5442967B2 (ja) | 2008-07-15 | 2008-07-15 | Oリングの成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008183549A JP5442967B2 (ja) | 2008-07-15 | 2008-07-15 | Oリングの成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023231A true JP2010023231A (ja) | 2010-02-04 |
| JP5442967B2 JP5442967B2 (ja) | 2014-03-19 |
Family
ID=41729538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008183549A Active JP5442967B2 (ja) | 2008-07-15 | 2008-07-15 | Oリングの成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5442967B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104526951A (zh) * | 2014-12-31 | 2015-04-22 | 成都盛帮双核科技有限公司 | 一种精确投料式橡胶模具及硫化作业方法 |
| JP2016087851A (ja) * | 2014-10-31 | 2016-05-23 | 株式会社ジェイ・パワーシステムズ | ゴム成形用金型 |
| CN109397628A (zh) * | 2018-12-06 | 2019-03-01 | 华成新材料(惠州)有限公司 | 一种固态硅胶模压注射的模具及工艺 |
| CN109421218A (zh) * | 2017-08-29 | 2019-03-05 | 三菱电线工业株式会社 | 弹性体制品制造方法及成形模具构造 |
| CN109895327A (zh) * | 2019-03-20 | 2019-06-18 | 深圳市东方聚成科技有限公司 | 一种带有进胶缓冲组件的封装模具及注射方法 |
| CN112172033A (zh) * | 2020-09-09 | 2021-01-05 | 安徽宁国中鼎模具制造有限公司 | 一种改进型o型密封圈模具 |
| CN113459421A (zh) * | 2021-05-17 | 2021-10-01 | 宁波敏纳模具科技有限公司 | 一种用新型模具成型薄壁产品的方法 |
| CN115179486A (zh) * | 2022-08-08 | 2022-10-14 | 通达(厦门)精密橡塑有限公司 | 高产能的o型圈生产模具 |
| JP2024006314A (ja) * | 2022-07-01 | 2024-01-17 | 三菱電線工業株式会社 | ゴム成形用金型、それを用いた成形方法及びゴム成形品 |
| CN119116241A (zh) * | 2024-11-14 | 2024-12-13 | 苏州美福瑞新材料科技有限公司 | 一种硫化成型设备以及密封圈成型方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61185426A (ja) * | 1985-02-13 | 1986-08-19 | Dainichi Nippon Cables Ltd | シ−ルリング射出成形装置 |
| JPH03104618A (ja) * | 1989-09-18 | 1991-05-01 | Kinugawa Rubber Ind Co Ltd | 閉ループ状ガスケットの金型構造 |
| JPH0593820U (ja) * | 1992-05-29 | 1993-12-21 | ぺんてる株式会社 | 射出成形品取り出し装置 |
| JPH10235691A (ja) * | 1997-02-21 | 1998-09-08 | Nok Corp | 成形型 |
| JPH1177715A (ja) * | 1997-09-17 | 1999-03-23 | Nok Corp | 成形型 |
| JPH1177757A (ja) * | 1997-09-10 | 1999-03-23 | Shin Etsu Polymer Co Ltd | リング状成形品の成形用金型 |
| JP2000313034A (ja) * | 1999-04-28 | 2000-11-14 | Shin Etsu Chem Co Ltd | フッ素ゴム成型品用金型及びフッ素ゴム成型品の製造方法 |
| JP2002018912A (ja) * | 2000-07-06 | 2002-01-22 | Nissei Plastics Ind Co | 射出成形用金型装置及び射出成形方法 |
| JP2003025391A (ja) * | 2001-07-19 | 2003-01-29 | Star Seiki Co Ltd | 高分子成形品のチャック装置 |
| JP2005279949A (ja) * | 2004-03-26 | 2005-10-13 | Hinode Rubber Kogyo Kk | リング状ゴム製品の射出成形方法 |
-
2008
- 2008-07-15 JP JP2008183549A patent/JP5442967B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61185426A (ja) * | 1985-02-13 | 1986-08-19 | Dainichi Nippon Cables Ltd | シ−ルリング射出成形装置 |
| JPH03104618A (ja) * | 1989-09-18 | 1991-05-01 | Kinugawa Rubber Ind Co Ltd | 閉ループ状ガスケットの金型構造 |
| JPH0593820U (ja) * | 1992-05-29 | 1993-12-21 | ぺんてる株式会社 | 射出成形品取り出し装置 |
| JPH10235691A (ja) * | 1997-02-21 | 1998-09-08 | Nok Corp | 成形型 |
| JPH1177757A (ja) * | 1997-09-10 | 1999-03-23 | Shin Etsu Polymer Co Ltd | リング状成形品の成形用金型 |
| JPH1177715A (ja) * | 1997-09-17 | 1999-03-23 | Nok Corp | 成形型 |
| JP2000313034A (ja) * | 1999-04-28 | 2000-11-14 | Shin Etsu Chem Co Ltd | フッ素ゴム成型品用金型及びフッ素ゴム成型品の製造方法 |
| JP2002018912A (ja) * | 2000-07-06 | 2002-01-22 | Nissei Plastics Ind Co | 射出成形用金型装置及び射出成形方法 |
| JP2003025391A (ja) * | 2001-07-19 | 2003-01-29 | Star Seiki Co Ltd | 高分子成形品のチャック装置 |
| JP2005279949A (ja) * | 2004-03-26 | 2005-10-13 | Hinode Rubber Kogyo Kk | リング状ゴム製品の射出成形方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016087851A (ja) * | 2014-10-31 | 2016-05-23 | 株式会社ジェイ・パワーシステムズ | ゴム成形用金型 |
| CN104526951B (zh) * | 2014-12-31 | 2016-08-17 | 成都盛帮双核科技有限公司 | 一种精确投料式橡胶模具及硫化作业方法 |
| CN104526951A (zh) * | 2014-12-31 | 2015-04-22 | 成都盛帮双核科技有限公司 | 一种精确投料式橡胶模具及硫化作业方法 |
| CN109421218B (zh) * | 2017-08-29 | 2022-06-24 | 三菱电线工业株式会社 | 弹性体制品制造方法及成形模具构造 |
| CN109421218A (zh) * | 2017-08-29 | 2019-03-05 | 三菱电线工业株式会社 | 弹性体制品制造方法及成形模具构造 |
| CN109397628A (zh) * | 2018-12-06 | 2019-03-01 | 华成新材料(惠州)有限公司 | 一种固态硅胶模压注射的模具及工艺 |
| CN109895327A (zh) * | 2019-03-20 | 2019-06-18 | 深圳市东方聚成科技有限公司 | 一种带有进胶缓冲组件的封装模具及注射方法 |
| CN109895327B (zh) * | 2019-03-20 | 2023-07-18 | 深圳市东方聚成科技有限公司 | 一种带有进胶缓冲组件的封装模具及注射方法 |
| CN112172033A (zh) * | 2020-09-09 | 2021-01-05 | 安徽宁国中鼎模具制造有限公司 | 一种改进型o型密封圈模具 |
| CN113459421A (zh) * | 2021-05-17 | 2021-10-01 | 宁波敏纳模具科技有限公司 | 一种用新型模具成型薄壁产品的方法 |
| JP2024006314A (ja) * | 2022-07-01 | 2024-01-17 | 三菱電線工業株式会社 | ゴム成形用金型、それを用いた成形方法及びゴム成形品 |
| JP7586859B2 (ja) | 2022-07-01 | 2024-11-19 | 三菱電線工業株式会社 | ゴム成形用金型、それを用いた成形方法及びゴム成形品 |
| CN115179486A (zh) * | 2022-08-08 | 2022-10-14 | 通达(厦门)精密橡塑有限公司 | 高产能的o型圈生产模具 |
| CN119116241A (zh) * | 2024-11-14 | 2024-12-13 | 苏州美福瑞新材料科技有限公司 | 一种硫化成型设备以及密封圈成型方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5442967B2 (ja) | 2014-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5442967B2 (ja) | Oリングの成形方法 | |
| WO2024040485A1 (zh) | 一种支撑扣注塑模具 | |
| KR101778470B1 (ko) | 등속 조인트용 부트의 결합부재 성형을 위한 사출장치와 등속 조인트용 부트의 결합부재 사출방법 | |
| US3754846A (en) | Apparatus for single cavity injection molding of oil seals | |
| CN1741889A (zh) | 用于把模制品移出模具的装置和方法 | |
| WO2019218399A1 (zh) | 鞋具成型装置、方法及其模具 | |
| EP3366446B1 (en) | Wax injection molding machine and injection nozzle used in lost-wax casting | |
| JP2015120176A (ja) | アルミニウムダイカスト装置及びアルミニウムダイカスト方法 | |
| JP4488900B2 (ja) | 射出成形機 | |
| US2962761A (en) | Apparatus for molding flashless rubber articles | |
| CN218083930U (zh) | 一种支撑扣注塑模具 | |
| KR101689529B1 (ko) | 다이캐스팅 장치 및 다이캐스팅 방법 | |
| JP3709861B2 (ja) | 石鹸の製造方法及びこれに用いる成形型、並びに当該成形型で成形された石鹸成形体 | |
| CN107443687A (zh) | 一种具有收缩变形控制的空调注塑件注塑模具及注塑方法 | |
| CN111112576A (zh) | 一种制造铍青铜防爆锤的方法 | |
| JP3778667B2 (ja) | リング状成形品の成形用金型 | |
| CN115230086A (zh) | 一种支撑扣注塑模具 | |
| KR101741109B1 (ko) | 주형을 이용한 주물의 제조방법 | |
| CN105268949B (zh) | 片段的铸造方法和铸造设备 | |
| US20100072680A1 (en) | Method for injection molding of hollow articles of plastic material | |
| CN115352003A (zh) | 一种支撑扣注塑模具 | |
| CN222290929U (zh) | 一种自动化鼓风机外壳成型装置 | |
| CA2947945A1 (en) | Mold apparatus for molding metal in high vacuum environment | |
| CN206106261U (zh) | 汽车前保险杠加工模具 | |
| CN212979067U (zh) | 一种快速成型的注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110608 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110608 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131219 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5442967 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |