JP2010022947A - カーテン塗布方法及び装置 - Google Patents
カーテン塗布方法及び装置 Download PDFInfo
- Publication number
- JP2010022947A JP2010022947A JP2008188154A JP2008188154A JP2010022947A JP 2010022947 A JP2010022947 A JP 2010022947A JP 2008188154 A JP2008188154 A JP 2008188154A JP 2008188154 A JP2008188154 A JP 2008188154A JP 2010022947 A JP2010022947 A JP 2010022947A
- Authority
- JP
- Japan
- Prior art keywords
- curtain
- liquid
- claw portion
- coating
- claw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/005—Curtain coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/007—Slide-hopper coaters, i.e. apparatus in which the liquid or other fluent material flows freely on an inclined surface before contacting the work
- B05C5/008—Slide-hopper curtain coaters
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Abstract
の切れ上がりを抑制することができるカーテン塗布装置およびカーテン塗布方法を提供す
ること。
【解決手段】少なくとも1層以上の塗布液をスリットから吐出し、該吐出された塗布液をカーテン状に案内するカーテンエッジガイドで自由落下させ、かつ該カーテンエッジガイドにおける該塗布液と接する面全体から補助液を流し出し、該塗布液を連続走行するウェブ上に塗布するカーテン塗布方法において、該カーテンエッジガイド下端のカーテン膜を保持する爪部のカーテン液膜接液面を更新する。この方法を実施する装置では、前記爪部のカーテン液膜接液面を更新する機能を備える。
【選択図】図5
Description
(2)前記爪部を少なくとも一定期間の塗布後、移動させ、往復させて該爪部のカーテン液膜接液面を更新させることを特徴とする上記(1)に記載のカーテン塗布方法。
(3)前記爪部を連続往復運動させながら塗布を行うと共に、該爪部のカーテン液膜接液面を更新させることを特徴とする上記(1)に記載のカーテン塗布方法。
(4)前記爪部の往復運動の速度が0.00005〜0.005m/secであることを特徴とする上記(2)又は(3)に記載のカーテン塗布方法。
(6)前記爪部を円板状とし、該円板状爪部を連続回転させながら塗布を行うと共に、該爪部のカーテン液膜接液面を更新させることを特徴とする上記(1)に記載のカーテン塗布方法。
(7)前記円板状爪部の半径を10〜50mmとすることを特徴とする上記(5)又は(6)に記載のカーテン塗布方法。
(8)前記円板状爪部の回転速度が0.0001〜0.05m/secであることを特徴とする上記(5)〜(7)のいずれかに記載のカーテン塗布方法。
(10)前記爪部先端の傾斜角を0°〜45°とすることを特徴とする上記(9)に記載のカーテン塗布方法。
(13)前記帯状爪部を帯状とし、該帯状爪部を帯状として連続移動させながら塗布を行うと共に、該爪部のカーテン液膜接液面を更新させることを特徴とする上記(1)に記載のカーテン塗布方法。
(14)前記帯状爪部の移動速度が0.00005〜0.005m/secであることを特徴とする上記(12)又は(13)に記載のカーテン塗布方法。
(17)前記液粕の清掃にブラシが使用されることを特徴とする上記(16)に記載のカーテン塗布方法。
(18)前記液粕の清掃にスクレパーブレードが使用されることを特徴とする上記(16)に記載のカーテン塗布方法。
(20)前記爪部を移動させ往復させる機能を備えたことを特徴とする上記(19)に記載のカーテン塗布装置。
(21)前記爪部を連続往復運動させる機能をことを特徴とする上記(19)に記載のカーテン塗布装置。
(22)前記爪部の往復運動の速度が0.00005〜0.005m/secであることを特徴とする上記(20)又は(21)に記載のカーテン塗布装置。
(24)前記爪部を円板状爪部とし、該円板状爪部を連続回転させる機能を備えたことを特徴とする上記(19)に記載のカーテン塗布装置。
(25)前記円板状爪部の半径を10〜50mmとしたことを特徴とする上記(23)又は(24)に記載のカーテン塗布装置。
(26)前記円板状爪部の回転速度が0.0001〜0.05m/secであることを特徴とする上記(23)〜(25)のいずれかに記載のカーテン塗布装置。
(28)前記爪部先端の傾斜角を0°〜45°としたことを特徴とする上記(27)に記載のカーテン塗布装置。
(31)前記帯状爪部を帯状とし、該帯状爪部を帯状として連続移動させる機能をことを特徴とする上記(19)に記載のカーテン塗布装置。
(32)前記帯状爪部の移動速度が0.00005〜0.005m/secであることを特徴とする上記(30)又は(31)に記載のカーテン塗布装置。
(35)前記液粕の清掃手段としてブラシを使用したことを特徴とする上記(34)に記載のカーテン塗布装置。
(36)前記液粕の清掃手段としてスクレパーブレードを使用したことを特徴とする上記(34)に記載のカーテン塗布装置。
なお、以下に述べる実施の形態は、本発明の好適な実施の形態であるから、技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の説明において特に限定する旨の記載がない限り、これらの態様に限られるものではない。
爪部を平板形状にしてカーテン塗布を行う形態である。
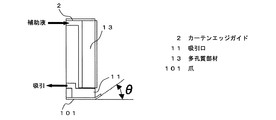
このカーテン塗布方法では、図5に示すように、カーテンエッジガイド2の下端の爪部(往復運動される爪部)101を塗布の一定期間後、移動させ、往復させて爪部カーテン液膜接液面を更新し、或いは、塗布の当初から又は塗布の一定期間後、爪部101を連続往復運動させながら塗布すると共に常に爪部カーテン液膜接液面を更新し、爪部カーテン液膜接液面の液粕を溜めないようにすることが好ましい。特に、爪部101を連続往復運動させながら塗布するようにした場合には、カーテンエッジガイド2でのカーテン膜の切れ上がりをさらに抑制できるようになる。このため、このカーテン塗布装置では、前記の爪部を往復させる機能を備えている。なお、液粕は図示されていない液粕吸引バキュウム装置等で吸引除去される。
前記の往復運動速度は、0.00005〜0.005m/secとする。0.00005m/sec未満であると爪部カーテン液膜接液面に液粕が溜まり、カーテン膜が切れ上がる。また、0.005m/secより大きいと、カーテン膜が爪部の先端部で保持できず、カーテン膜が切れ上がるようになる。
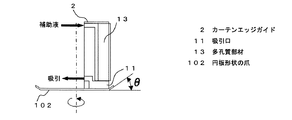
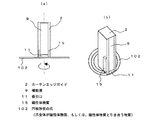
爪部を円板形状にしてカーテン塗布を行う形態である。
図10(a)は、円板状爪部102が回転できる様子を示している。図10(b)は、カーテンエッジガイド2の下端には円板状爪部102が配置されていることを示している。補助液はカーテンエッジガイド2における塗布液と接する面から多孔質部材13を通して流すようになっている。
また、爪部102の回転速度は、周速0.0001〜0.05m/secとする。0.0001m/sec未満だと爪部カーテン液膜接液面に液粕が溜まり、カーテン膜が切れ上がる。また、切れ上がりをさらに抑制できるようになる。回転速度は、周速0.0001〜0.05mより大きいと、カーテン膜が爪先端部で保持できず、カーテン膜が切れ上がるようになる。
爪部を帯状にしてカーテン塗布を行う形態である。
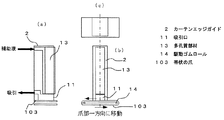
図15(a)は、カーテンエッジガイド2の下端には帯状爪部103が配置されていることを示している。図15(b)は、帯状爪部103が一方向に移動できる様子を示している。図中、14は駆動ゴムロールである。
この実施の形態では、塗布の少なくとも一定期間後、帯状爪部103を移動させて爪部カーテン液膜接液面を更新させ、爪部カーテン液膜接液面に液粕が溜まりカーテン膜が切れ上がる前に、爪部カーテン液膜接液面の液粕が無い状態にすることでカーテンエッジガイド2でのカーテン膜の切れ上がりを抑制できる。また、カーテンエッジガイド2の下端の帯状爪部103を連続移動させながら塗布することで常に爪部カーテン液膜接液面を更新し、その爪部カーテン液膜接液面の液粕を溜めないようにすることで、カーテンエッジガイド2でのカーテン膜の切れ上がりをさらに抑制できるようになる。なお、液粕は図示されていない液粕吸引バキュウム装置等で吸引除去される。このため、このカーテン塗布装置では、前記の爪部を帯状として移動させる機能(連続移動させる機能を含む)を備えている。
前記爪部(往復運動される爪部)101の先端部及び前記円板形状爪部102の先端部(周縁部)に、傾斜角θをもたせてカーテン塗布を行うものである。
図6は爪部101の先端部の一方端が傾斜角θをもって上方にもちあげられている状態を示しており、図11は爪部102の周縁部が傾斜角θをもって上方にもちあげられている状態を示している。
このように、爪部101、102の先端部に傾斜角θを有することでカーテン膜がウェブ塗布時に爪部に接触しやすくすることができ、カーテン膜端部の保持力(接液面積:大)が大きく、爪部カーテン液膜接液面の液粕による切れ上がりをより抑制できるようになる。
その角度θは、0°〜45°とするのが好ましく、10°〜35°とするのがより好ましい。0°未満であるとカーテン膜端部の保持力が十分でなく、爪部カーテン液膜接液面に液粕が少し付着するとカーテン膜が切れ上がったりする。また、45°より大きくなると爪部101、102の裏側に塗布液が回り、塗布幅方向の端部付着量が多くなることにより、製造時に乾燥不良により、未乾燥部分が生じて、製造中にウェブの搬送ロールに塗布液が付着し、その後のウェブ塗膜表面を汚したり、製品巻き取り時にブロッキングが発生したり、端部が盛り上がることで巻き取り時にウェブが切れたりする。
カーテンエッジガイド2に磁性体物質15を備え、爪部(往復運動される爪部)101、円板形状爪部102の一部及び全体を磁性体物質またはカーテンエッジガイドの磁性体物質15と引き合う物質12として、カーテン塗布を行うものである。
図7は、こうした構成が採られたことにより、爪部101が往復運動できる様子を示している。また同様にして、図12は爪部102が回転運動できる様子を示している。
これにより図7(b)に示すように、爪部101のスライドが容易となり、爪部カーテン液膜接液面を液粕の無い状態に容易にすることができ、カーテンエッジガイド2でのカーテン膜の切れ上がりを抑制できるようになる。また、図12(b)に示すように、円板形状の爪部102の回転が容易となり、爪部カーテン液膜接液面を液粕の無い状態に容易にすることができ、カーテンエッジガイド2でのカーテン膜の切れ上がりを抑制できるようになる。
爪部の塗布液(カーテン液膜)接液面の表面を疎水性機能を有する部材にして、カーテン塗布を行うものである。
上記爪部の塗布液(カーテン液膜)接液面の表面を疎水性機能を有する部材で構成することにより、爪部は塗布液及び補助液の水分を弾くようになり、爪部カーテン液膜接液面の液粕を抑制し、カーテン膜切れ上がりを防止することができる。疎水性機能を有する部材としては、テフロン(登録商標)系樹脂、シリコン系樹脂等が好ましい。
爪部に溜まる液粕を清掃し、又は清掃しながらカーテン塗布を行うものである。
液粕の清掃にはブラシ、スクレーパーブレード等が用いられる。また、ブラシ、スクレーパーブレード等の近傍には液粕吸引のための液粕吸引バキュウム装置が配置される。
図13及び図14は、円板形状爪部102を連続回転させながら、その爪部に付着した液粕汚れを洗浄する装置を設けることで、連続生産時に常に爪部接液面の液粕を防止でき、カーテン膜切れ上がりを防止することができることを示している。図13は液粕の清掃にブラシ16が用いられ、図14は液粕の清掃にスクレーパーブレード18が用いられた例である。
また、図16及び図17は、帯状爪部103を一方向に移動させながら、その爪部に付着した液粕汚れを洗浄する装置を設けることで、連続生産時に常に爪部接液面の液粕を防止でき、カーテン膜切れ上がりを防止することができることを示している。図16は液粕の清掃にブラシ16が用いられ、図17は液粕の清掃にスクレーパーブレード18が用いられた例である。
図2に示すスライドカーテン塗布装置のカーテンエッジガイドの下端に、図10に示す円板状爪部102を円板中心に軸を付けて回転できるように取り付け、ウェブ(紙)に塗工速度400m/min、塗工幅250mm、ノズルスリット吐出塗布液流量3000g/minで下記の感熱記録層塗工液を塗工した。この時の円板(材質:ステンレス):半径20mm×厚み0.18mm、カーテンエッジガイドに沿って流れる補助液(水)量:30cc/min、補助液回収バキュウム装置吸引圧力:−8kpaとした。また、爪部102の出量を多孔質部材13(セラミック:平均細孔径50μm、気孔率52%)のカーテン膜接液面から2mmとした。その結果を表1に記す。
※静的表面張力:FACE自動表面張力計CBVP−A3型(協和界面科学(株)製)で測定
・3−ジブチルアミノ−6−メチル−7−アニリノフルオラン 4部
・4−イソプロポキシ−4′−ヒドロキシジフェニルスルホン 12部
・シリカ 6部
・ポリビニルアルコールの10%水溶液 16部
・水 41部
円板状爪部102の半径を20mmから5mmに変更した以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図5に示すスライドカーテン塗布装置を用い、平板状爪部101(材質:ステンレス、厚み:0.18mm、移動長さ60mm×幅30mm)を駆動ゴムロール14で挟み、往復運動(0.005m/sec)するようにした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図15に示すスライドカーテン塗布装置を用い、帯状爪部103(材質:ステンレス、厚み:0.01mm、移動長さ80mm×幅30mm)を駆動ゴムロール14で支持し、該爪部を移動(0.005m/sec)するようにした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例1で用いた円板状爪部102の周縁部を図11に示すように傾斜角30°とした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例1で用いた円板状爪部102の周縁部を図11に示すように傾斜角45°とした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例1で用いた円板状爪部102の周縁部を図11に示すように傾斜角50°とした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例1で用いた円板状爪部102の周縁部を図11に示すように傾斜角5°とした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例3で用いた平板状爪部101の一方の先端部を図6に示すように傾斜角30°としたとした以外は実施例3と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例3で用いた平板状爪部101の一方の先端部を図6に示すように傾斜角45°としたとした以外は実施例3と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例3で用いた平板状爪部101の一方の先端部を図6に示すように傾斜角50°としたとした以外は実施例3と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例3で用いた平板状爪部101の一方の先端部を図6に示すように傾斜角5°としたとした以外は実施例3と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図12に示すスライドカーテン塗布装置を用い、カーテンエッジガイド2に磁性体部材15(磁石)を取り付け、円板状爪部102を前記磁性体部材(磁石)に引っ付くステンレス(SUS 420)とし、該円板状爪部(半径20mm×厚み0.18mm)の回転速度を周速0.01m/secとした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図7に示すスライドカーテン塗布装置を用い、カーテンエッジガイド2に磁性体部材(磁石)15を取り付け、平板状爪部101を前記磁性体部材(磁石)に引っ付くステンレス(SUS 420)とし、該平板状爪部(厚み:0.18mm、長さ60mm×幅30mm)の往復運動速度を0.005m/secとした以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例1の円板状爪部102の塗布液(カーテン液膜)接液面の表面上に、厚さ100μmのテフロン(登録商標)シートを貼り付けた以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例3の平板状爪部101の塗布液(カーテン液膜)接液面の表面上に、厚さ100μmのテフロン(登録商標)シートを貼り付けた以外は実施例3と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例4の帯状爪部103の塗布液(カーテン液膜)接液面の表面上に、厚さ100μmのテフロン(登録商標)シートを貼り付けた以外は実施例4と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図13に示すスライドカーテン塗布装置を用い、実施例1の円板状爪部102を駆動モーターで、周速0.0001m/secに回転させ、カーテンエッジガイド2と反対側に、丸ブラシ16を該円板状爪部102の回転方向に逆らうように連続回転(周速0.05m/sec)させ、該円板状爪部の液粕を液粕吸引バキュウム装置17で吸引(−0.01MPa)した以外は実施例1と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
実施例18の円板状爪部102の周速を0.1m/secとした以外は実施例18と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図14に示すスライドカーテン塗布装置を用い、実施例1で使用したのと同じ円板状爪部102を駆動モーターで周速0.0001m/secに回転させ、カーテンエッジガイド2と反対側に、スクレーパーブレード18(材質:ポリエチレン、厚さ0.4mm)を円板回転方向に逆らうように傾けて取り付け、その円板形状爪部の液粕を液粕吸引バキュウム装置17で吸引(−0.01MPa)した。その結果を表1に記す。
図8に示すスライドカーテン塗布装置を用い、実施例3で使用したのと同じ平板状爪部101を移動距離100mmと長くし、これを駆動ゴムロール14で挟み、該駆動ゴムロール14を駆動モーターにより回転させて該爪部101を移動速度0.0005m/secで往復運動制御させ、その爪部のカーテンエッジガイド2と駆動ゴムロール14間に、丸ブラシ16を該爪部の移動方向に逆らうように連続回転(周速0.05m/sec)させ、該爪部の液粕を液粕吸引バキュウム装置17で吸引(−0.01MPa)した。その結果を表1に記す。
実施例21の爪部101の移動速度を0.01m/secで往復運動制御させた以外は実施例21と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図9に示すスライドカーテン塗布装置を用い、実施例3で使用したのと同じ平板状爪部101を移動距離100mmと長くし、これを駆動ゴムロール14で挟み、該駆動ゴムロールを駆動モーターにより回転させて該爪部101を移動速度0.00005m/secで往復運動制御させ、その爪部のカーテンエッジガイドと駆動ゴムロール間に、スクレーパーブレード18(材質:ポリエチレン、厚さ0.4mm)を移動方向に逆らうように傾けて取り付け、該爪部の液粕を液粕吸引バキュウム装置17で吸引(−0.01MPa)した。その結果を表1に記す。
図16に示すスライドカーテン塗布装置を用い、実施例4で使用したのと同じ帯状爪部103を駆動ゴムロール14で支持し、該駆動ゴムロールを駆動モーターにより回転させて該爪部を移動速度0.00005m/secで一方向に移動させ、丸ブラシ16を該爪部103の移動方向に逆らうように連続回転(周速0.05m/sec)させ、該爪部の液粕を液粕吸引バキュウム装置17で吸引(−0.01MPa)した。その結果を表1に記す。
実施例24の爪部103の移動速度を0.01m/secとした以外は実施例24と同様にして、感熱記録層塗工液を塗工した。その結果を表1に記す。
図17に示すスライドカーテン塗布装置を用い、実施例4で使用したのと同じ帯状爪部103を駆動ゴムロール14で支持し、該駆動ゴムロールを駆動モーターにより回転させて該爪部103を移動速度0.00005m/secで一方向に移動させ、該爪部の液粕移動方向に逆らうように、スクレーパーブレード18(材質:ポリエチレン、厚さ0.4mm)を傾けて取り付け、その爪部の液粕をバキュウム装置17で吸引(−0.01MPa)した。その結果を表1に記す。
図2に示すように、スライドカーテン塗布装置のカーテンエッジガイドの下端を固定し、実施例1と同様な塗工を行った。その結果を表1に記す。
実施例1の爪部を回転させないこと以外は実施例1と同様にして塗工を行った。その結果を表1に記す。
実施例3の爪部を往復運動させないこと以外は実施例3と同様にして塗工を行った。その結果を表1に記す。
実施例4の爪部を移動させないこと以外は実施例4と同様にして塗工を行った。その結果を表1に記す。

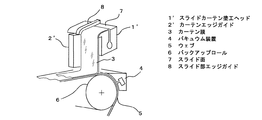
1’ スライドカーテン塗工ヘッド
2 カーテンエッジガイド
2’ カーテンエッジガイド
3 塗布液
4 バキュウム装置
5 ウェブ
6 バックアップロール
7 スライド面
8 スライド部エッジガイド
9 補助液
10、101、102、103 爪部
11 吸引口
12 磁性体物質、又は磁性体物質と引き合う物質
13 多孔性部材
14 駆動ロール
15 磁性体物質
16 ブラシ
17 液粕吸引バキュウム装置
18 スクレバーブレード
S 液粕
Claims (36)
- 少なくとも1層以上の塗布液をスリットから吐出し、該吐出された塗布液をカーテン状に案内するカーテンエッジガイドで自由落下させ、かつ該カーテンエッジガイドにおける該塗布液と接する面全体から補助液を流し出し、該塗布液を連続走行するウェブ上に塗布するカーテン塗布方法において、該カーテンエッジガイド下端のカーテン膜を保持する爪部のカーテン液膜接液面を更新することを特徴とするカーテン塗布方法。
- 前記爪部を少なくとも一定期間の塗布後、移動させ、往復させて該爪部のカーテン液膜接液面を更新させることを特徴とする請求項1に記載のカーテン塗布方法。
- 前記爪部を連続往復運動させながら塗布を行うと共に、該爪部のカーテン液膜接液面を更新させることを特徴とする請求項1に記載のカーテン塗布方法。
- 前記爪部の往復運動の速度が0.00005〜0.005m/secであることを特徴とする請求項2又は3に記載のカーテン塗布方法。
- 前記爪部を円板状とし、少なくとも一定期間の塗布後、該円板状爪部を回転させて該円板状爪部のカーテン液膜接液面を更新させることを特徴とする請求項1に記載のカーテン塗布方法。
- 前記爪部を円板状とし、該円板状爪部を連続回転させながら塗布を行うと共に、該爪部のカーテン液膜接液面を更新させることを特徴とする請求項1に記載のカーテン塗布方法。
- 前記円板状爪部の半径を10〜50mmとすることを特徴とする請求項5又は6に記載のカーテン塗布方法。
- 前記円板状爪部の回転速度が0.0001〜0.05m/secであることを特徴とする請求項5〜7のいずれかに記載のカーテン塗布方法。
- 前記爪部の先端に傾斜角をもたせて塗布を行うことを特徴とする請求項1〜8のいずれかに記載のカーテン塗布方法。
- 前記爪部先端の傾斜角を0°〜45°とすることを特徴とする請求項9に記載のカーテン塗布方法。
- 前記カーテンエッジガイドが磁性体物質を備え、かつ前記爪部の一部及び全体を磁性体物質または該カーテンエッジの磁性体物質と引き合う物質にすることで、該爪部の取り付けを可能にしたことを特徴とする請求項1〜10のいずれかに記載のカーテン塗布方法。
- 前記爪部を帯状とし、少なくとも一定期間のカーテン塗布後、該帯状爪部を帯状として移動させて該帯状爪部のカーテン液膜接液面を更新させることを特徴とする請求項1に記載のカーテン塗布方法。
- 前記帯状爪部を帯状とし、該帯状爪部を帯状として連続移動させながら塗布を行うと共に、該爪部のカーテン液膜接液面を更新させることを特徴とする請求項1に記載のカーテン塗布方法。
- 前記帯状爪部の移動速度が0.00005〜0.005m/secであることを特徴とする請求項12又は13に記載のカーテン塗布方法。
- 前記爪部の塗布液接液面の表面を、疎水性機能を有する部材とすることを特徴とする請求項1〜14のいずれかに記載のカーテン塗布方法。
- 前記爪部に溜まる液粕を清掃することを特徴とする請求項1〜15のいずれかに記載のカーテン塗布方法。
- 前記液粕の清掃にブラシが使用されることを特徴とする請求項16に記載のカーテン塗布方法。
- 前記液粕の清掃にスクレパーブレードが使用されることを特徴とする請求項16に記載のカーテン塗布方法。
- 少なくとも1層以上の塗布液をスリットから吐出し、該吐出された塗布液をカーテン状に案内するカーテンエッジガイドで自由落下させ、かつ該カーテンエッジガイドにおける該塗布液と接する面全体から補助液を流し出し、該塗布液を連続走行するウェブ上に塗布するカーテン塗布装置において、該カーテンエッジガイド下端のカーテン膜を保持する爪部のカーテン液膜接液面を更新させる機能を備えたことを特徴とするカーテン塗布装置。
- 前記爪部を移動させ、往復させる機能を備えたことを特徴とする請求項19に記載のカーテン塗布装置。
- 前記爪部を連続往復運動させる機能をことを特徴とする請求項19に記載のカーテン塗布装置。
- 前記爪部の往復運動の速度が0.00005〜0.005m/secであることを特徴とする請求項20又は21に記載のカーテン塗布装置。
- 前記爪部を円板状爪部とし、該円板状爪部を回転させる機能を備えたことを特徴とする請求項19に記載のカーテン塗布装置。
- 前記爪部を円板状爪部とし、該円板状爪部を連続回転させる機能を備えたことを特徴とする請求項19記載のカーテン塗布装置。
- 前記円板状爪部の半径を10〜50mmとしたことを特徴とする請求項23又は24に記載のカーテン塗布装置。
- 前記円板状爪部の回転速度が0.0001〜0.05m/secであることを特徴とする請求項23〜25のいずれかに記載のカーテン塗布装置。
- 前記爪部の先端に傾斜角をもたせたことを特徴とする請求項19〜26のいずれかに記載のカーテン塗布装置。
- 前記爪部先端の傾斜角を0°〜45°としたことを特徴とする請求項27に記載のカーテン塗布装置。
- 前記カーテンエッジガイドが磁性体物質を備え、かつ前記爪部の一部及び全体を磁性体物質または該カーテンエッジの磁性体物質と引き合う物質にして該爪部を取り付ける機構としたことを特徴とする請求項19〜28のいずれかに記載のカーテン塗布装置。
- 前記爪部を帯状とし、該帯状爪部を帯状として移動させる機能を備えたことを特徴とする請求項19に記載のカーテン塗布装置。
- 前記帯状爪部を帯状とし、該帯状爪部を帯状として連続移動させる機能をことを特徴とする請求項19に記載のカーテン塗布装置。
- 前記帯状爪部の移動速度が0.00005〜0.005m/secであることを特徴とする請求項30又は31に記載のカーテン塗布装置。
- 前記爪部の塗布液接液面の表面に、疎水性機能を有する部材を備えたことを特徴とする請求項19〜32のいずれかに記載のカーテン塗布装置。
- 前記爪部に溜まる液粕を清掃する手段を有することを特徴とする請求項19〜33のいずれかに記載のカーテン塗布装置。
- 前記液粕の清掃手段としてブラシを使用したことを特徴とする請求項34に記載のカーテン塗布装置。
- 前記液粕の清掃手段としてスクレパーブレードを使用したことを特徴とする請求項34に記載のカーテン塗布装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188154A JP5169571B2 (ja) | 2008-07-22 | 2008-07-22 | カーテン塗布方法及び装置 |
| US12/506,452 US8522713B2 (en) | 2008-07-22 | 2009-07-21 | Curtain coating method and curtain coating apparatus |
| EP09166036A EP2147724B1 (en) | 2008-07-22 | 2009-07-21 | Curtain coating apparatus |
| CN201310054897.1A CN103182356B (zh) | 2008-07-22 | 2009-07-22 | 帘式涂布方法和帘式涂布装置 |
| CN 200910151691 CN101632973B (zh) | 2008-07-22 | 2009-07-22 | 帘式涂布装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188154A JP5169571B2 (ja) | 2008-07-22 | 2008-07-22 | カーテン塗布方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010022947A true JP2010022947A (ja) | 2010-02-04 |
| JP5169571B2 JP5169571B2 (ja) | 2013-03-27 |
Family
ID=41592401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008188154A Active JP5169571B2 (ja) | 2008-07-22 | 2008-07-22 | カーテン塗布方法及び装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5169571B2 (ja) |
| CN (1) | CN101632973B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2697033A2 (de) * | 2011-04-12 | 2014-02-19 | RWR Patentverwaltung GbR | Vorrichtung, koextrusionsdüse und verfahren zum auftragen und/oder herstellen eines flächigen materialverbunds sowie flächiger materialverbund |
| US8881674B2 (en) | 2009-09-08 | 2014-11-11 | Ricoh Company, Ltd. | Curtain coating apparatus and curtain coating method |
| US9333524B2 (en) | 2013-03-15 | 2016-05-10 | Ricoh Company, Ltd. | Slot curtain coating apparatus and slot curtain coating method |
| CN112275144A (zh) * | 2020-11-09 | 2021-01-29 | 成都优浦水务科技有限公司 | 一种mbr帘式膜排丝装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102553778B (zh) * | 2010-10-05 | 2014-10-01 | 株式会社理光 | 幕涂方法和幕涂设备 |
| BR112020019837A2 (pt) * | 2018-03-28 | 2021-01-05 | Dow Global Technologies Llc | Métodos para revestimento por cortina de substratos |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06206034A (ja) * | 1992-11-19 | 1994-07-26 | Eastman Kodak Co | 流し塗り用エッジガイド装置及び方法 |
| JPH06233954A (ja) * | 1993-01-07 | 1994-08-23 | Eastman Kodak Co | 縁除去手段を有するカーテン塗装装置及び方法 |
| JPH07178364A (ja) * | 1991-06-18 | 1995-07-18 | Agfa Gevaert Nv | カーテンコーター |
| JPH10113605A (ja) * | 1996-10-15 | 1998-05-06 | Fuji Photo Film Co Ltd | カーテン塗布方法 |
| JP2000510389A (ja) * | 1997-04-21 | 2000-08-15 | バホフェン ウント マイアー アクチエンゲゼルシャフト マシーネンファブリーク | 材料ウェブに分散液を塗布するための方法及び装置 |
| JP2005512768A (ja) * | 2001-12-13 | 2005-05-12 | ダウ グローバル テクノロジーズ インコーポレイティド | フローコーティング方法及び装置 |
| JP2008093656A (ja) * | 2006-09-15 | 2008-04-24 | Ricoh Co Ltd | スライドカーテン塗布装置及びスライドカーテン塗布方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5763013A (en) * | 1997-02-05 | 1998-06-09 | Eastman Kodak Company | Edge removal apparatus including air-flow blocking means for curtain coating |
| DE19735588A1 (de) * | 1997-04-21 | 1999-02-18 | Jagenberg Papiertech Gmbh | Verfahren und Vorrichtung zum Auftragen einer Pigmentstreichfarbe auf eine Papier- oder Kartonbahn |
| DE19962844A1 (de) * | 1999-12-23 | 2001-07-05 | Bachofen & Meier Ag Maschf | Verfahren und Vorrichtung zum Beschichten einer laufenden Materialbahn |
| DE102004016923B4 (de) * | 2004-04-06 | 2006-08-03 | Polytype Converting S.A. | Vorhangbeschichter und Vorhangbeschichtungsverfahren |
| DE102005062080A1 (de) * | 2005-12-22 | 2007-06-28 | Voith Patent Gmbh | Verfahren und Vorrichtung zum Auftragen eines Auftragsmediums auf eine Materialbahn |
| DE102006019788A1 (de) * | 2006-04-28 | 2007-10-31 | Voith Patent Gmbh | Vorhang-Auftragswerk |
-
2008
- 2008-07-22 JP JP2008188154A patent/JP5169571B2/ja active Active
-
2009
- 2009-07-22 CN CN 200910151691 patent/CN101632973B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07178364A (ja) * | 1991-06-18 | 1995-07-18 | Agfa Gevaert Nv | カーテンコーター |
| JPH06206034A (ja) * | 1992-11-19 | 1994-07-26 | Eastman Kodak Co | 流し塗り用エッジガイド装置及び方法 |
| JPH06233954A (ja) * | 1993-01-07 | 1994-08-23 | Eastman Kodak Co | 縁除去手段を有するカーテン塗装装置及び方法 |
| JPH10113605A (ja) * | 1996-10-15 | 1998-05-06 | Fuji Photo Film Co Ltd | カーテン塗布方法 |
| JP2000510389A (ja) * | 1997-04-21 | 2000-08-15 | バホフェン ウント マイアー アクチエンゲゼルシャフト マシーネンファブリーク | 材料ウェブに分散液を塗布するための方法及び装置 |
| JP2005512768A (ja) * | 2001-12-13 | 2005-05-12 | ダウ グローバル テクノロジーズ インコーポレイティド | フローコーティング方法及び装置 |
| JP2008093656A (ja) * | 2006-09-15 | 2008-04-24 | Ricoh Co Ltd | スライドカーテン塗布装置及びスライドカーテン塗布方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8881674B2 (en) | 2009-09-08 | 2014-11-11 | Ricoh Company, Ltd. | Curtain coating apparatus and curtain coating method |
| EP2697033A2 (de) * | 2011-04-12 | 2014-02-19 | RWR Patentverwaltung GbR | Vorrichtung, koextrusionsdüse und verfahren zum auftragen und/oder herstellen eines flächigen materialverbunds sowie flächiger materialverbund |
| EP2697033B1 (de) * | 2011-04-12 | 2021-06-16 | ITW Dynatec GmbH | Vorrichtung und koextrusionsdüse zum auftragen und/oder herstellen eines flächigen materialverbunds |
| US9333524B2 (en) | 2013-03-15 | 2016-05-10 | Ricoh Company, Ltd. | Slot curtain coating apparatus and slot curtain coating method |
| CN112275144A (zh) * | 2020-11-09 | 2021-01-29 | 成都优浦水务科技有限公司 | 一种mbr帘式膜排丝装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5169571B2 (ja) | 2013-03-27 |
| CN101632973A (zh) | 2010-01-27 |
| CN101632973B (zh) | 2013-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5169571B2 (ja) | カーテン塗布方法及び装置 | |
| JP6868406B2 (ja) | 立体物造形装置 | |
| US20120001985A1 (en) | Mist collecting apparatus, liquid ejecting apparatus, and method of controlling mist collecting apparatus | |
| US9610764B2 (en) | System and method for imaging in an aqueous inkjet printer | |
| JP2007268391A (ja) | 予備吐出装置及び予備吐出方法 | |
| JP5439880B2 (ja) | カーテン塗布装置及びカーテン塗布方法 | |
| US8522713B2 (en) | Curtain coating method and curtain coating apparatus | |
| JP2010058338A (ja) | 液滴吐出装置 | |
| JP2016022721A (ja) | インクジェット記録装置 | |
| JP7334409B2 (ja) | クリーニング装置、クリーニング方法、液吐出装置、及び液吐出方法 | |
| JP2011156781A (ja) | 液体噴射装置 | |
| JP5380807B2 (ja) | スライドカーテン塗布装置及びスライドカーテン塗布方法 | |
| JP5899424B2 (ja) | 塗布装置および塗布方法 | |
| JP2016193558A (ja) | 液体吐出装置 | |
| JP4352084B2 (ja) | 現像装置 | |
| JP4671730B2 (ja) | 塗工装置並びにそれに用いる塗工液吸引装置 | |
| JP2006231122A (ja) | ブレード塗布装置及びブレード塗布方法 | |
| JP5919744B2 (ja) | インクジェット記録装置 | |
| JP5884383B2 (ja) | カーテン塗布方法及びカーテン塗布装置 | |
| JP3530361B2 (ja) | 現像装置 | |
| JP2008182257A (ja) | 現像装置および現像方法 | |
| JP2005109153A (ja) | 塗布膜形成装置 | |
| JP6245099B2 (ja) | インクジェット記録装置 | |
| JP2002162858A (ja) | 画像形成装置のための離型剤供給装置 | |
| JP6108074B2 (ja) | ベルト洗浄装置及び記録装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120530 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121217 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5169571 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160111 Year of fee payment: 3 |