JP2010018309A - 段積み包装機 - Google Patents
段積み包装機 Download PDFInfo
- Publication number
- JP2010018309A JP2010018309A JP2008179994A JP2008179994A JP2010018309A JP 2010018309 A JP2010018309 A JP 2010018309A JP 2008179994 A JP2008179994 A JP 2008179994A JP 2008179994 A JP2008179994 A JP 2008179994A JP 2010018309 A JP2010018309 A JP 2010018309A
- Authority
- JP
- Japan
- Prior art keywords
- flat solid
- stopper
- guide portion
- flat
- packaging machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 74
- 239000007787 solid Substances 0.000 claims abstract description 202
- 239000011343 solid material Substances 0.000 claims description 56
- 239000000463 material Substances 0.000 claims description 7
- 230000007423 decrease Effects 0.000 claims description 4
- 230000009471 action Effects 0.000 claims description 2
- 229920006280 packaging film Polymers 0.000 description 20
- 239000012785 packaging film Substances 0.000 description 20
- 238000007789 sealing Methods 0.000 description 15
- 239000000126 substance Substances 0.000 description 11
- 239000000047 product Substances 0.000 description 10
- 238000009434 installation Methods 0.000 description 9
- 239000004744 fabric Substances 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 230000002093 peripheral effect Effects 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 230000000694 effects Effects 0.000 description 4
- 239000012467 final product Substances 0.000 description 3
- 235000015220 hamburgers Nutrition 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000002730 additional effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images









Landscapes
- Container Filling Or Packaging Operations (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
【解決手段】開口部が上方を向くように袋体2を保持する袋体保持部50と、開口部の上方であって水平面に対して傾斜して設けられ、扁平状固形物3の自重により上端から下端に向かって扁平状固形物3をスライドさせ、扁平状固形物3を袋体2の所定の底縁部2aに向かって落下させるガイド部32と、所定の底縁部2aに当接せず袋体2の底部の一部に当接し且つ所定の底縁部2aに向かって落下した扁平状固形物3を傾斜した状態で支持する第一の位置と袋体2に当接しない第二の位置とに移動可能なストッパ60と、少なくとも2個の扁平状固形物3が所定の底縁部2aに落下するまでストッパ60を第一の位置に位置させ、その後にストッパ60を第二の位置に移動させる制御部90を備える。
【選択図】図5
Description
(手段1)手段1に係る段積み包装機は、
柔軟性材料により形成され且つ開口部を有する袋体の中に、複数の扁平状固形物の段積みを行う段積み包装機であって、
前記開口部が上方を向くように前記袋体を保持する袋体保持部と、
前記開口部の上方であって水平面に対して傾斜して設けられ、前記扁平状固形物の自重により上端から下端に向かって前記扁平状固形物をスライドさせ、前記扁平状固形物を前記袋体の所定の底縁部に向かって落下させるガイド部と、
前記所定の底縁部に当接せず前記袋体の底部の一部に当接し且つ前記所定の底縁部に向かって落下した前記扁平状固形物を傾斜した状態で支持する第一の位置と、前記袋体に当接しない第二の位置とに移動可能なストッパと、
少なくとも2個の前記扁平状固形物が前記所定の底縁部に落下するまで前記ストッパを前記第一の位置に位置させ、その後に前記ストッパを前記第二の位置に移動させる制御部と、
を備えることを特徴とする。
前記ストッパは、基部と自由端部とを備え、
前記自由端部は、水平面に対して前記基部側から前記所定の底縁部に向かって下方に傾斜し、前記第一の位置において前記扁平状固形物を支持するとよい。
前記ガイド部は、少なくとも2個の前記扁平状固形物が前記所定の底縁部に落下した状態において、前記扁平状固形物に当接しない位置に設けられるとよい。
前記ガイド部のスライド面を通る平面は、水平方向において、前記ストッパのうち前記所定の底縁部側端部より前記袋体の前記所定の底縁部側に設けられるとよい。
前記ガイド部のうち前記扁平状固形物のスライド面に対向して配置され、前記ガイド部との対向距離が上端から下端に行くに連れて小さくなるように設けられた第二のガイド部を備えるとよい。
前記袋体保持部は、前記袋体の下方へ移動させることが可能であり、
前記制御部は、
前記袋体保持部により前記袋体の上下位置を初期位置にセットし、且つ、前記ストッパを前記第一の位置に位置させる第一工程と、
前記第一工程の後に、さらに2以上の前記扁平状固形物が前記所定の底縁部に落下した後に、前記袋体保持部を駆動させることにより前記袋体を下方へ移動させる第二工程と、
前記第二工程の後に、前記ストッパを前記第二の位置に移動させる第三工程と、
を処理するとよい。
(手段9)手段1に係る段積み包装機は、
柔軟性材料により形成され且つ開口部を有する袋体の中に、複数の扁平状固形物の段積みを行う段積み包装機であって、
前記開口部が上方を向くように前記袋体を保持する袋体保持部と、
前記開口部の上方に設けられる固定ガイド部と、
前記固定ガイド部の下端に設けられるストッパと、
水平面に対して傾斜し、前記扁平状固形物の自重により上端から下端に向かって前記扁平状固形物をスライドさせ、前記扁平状固形物を前記ストッパに向かって落下させ、前記扁平状固形物を前記ストッパに係合させて傾斜した状態で支持する第一の位置と、落下した前記扁平状固形物が前記ストッパに係合している状態を解消する第二の位置とに移動可能な可動ガイド部と、
前記可動ガイド部を前記第一の位置に位置させて1個の前記扁平状固形物を前記ストッパに係合させた後に、前記可動ガイド部を前記第二の位置に移動させて前記扁平状固形物を前記袋体の底部に落下させる動作を少なくとも2回以上繰り返す制御部と、
を備えることを特徴とする。
前記固定ガイド部に設けられ、前記ストッパに係合する状態の前記扁平状固形物に対して前記可動ガイド部側に向かって押圧力を付与する押圧力付与手段を備えるとよい。
前記押圧力付与手段は、
前記固定ガイド部に対して前記可動ガイド部の下端に近接する方向に移動可能に設けられた移動部材と、
前記移動部材を移動させるアクチュエータと、
を備えるようにしてもよい。
これにより、確実に押圧力を付与できる。
(段積み包装機1の構成)
第一実施形態の段積み包装機1の構成について、図1〜図4を参照して説明する。図1は、第一実施形態の段積み包装機1の正面図である。図2は、段積み包装機1の右側面図である。図3は、図1のA−A断面図である。図4は、図3における筒状枠体31の下端付近を拡大した部分断面図である。なお、図1〜図4において、破線は、包装フィルムを図示している。ここで、第一実施形態においては、本発明の扁平状固形物の例として、個々に真空パックを施されたハンバーグを適用する。つまり、真空パックを施されたハンバーグ複数を袋体2の中に段積みする場合を例に挙げて説明する。
次に、上述した段積み包装機1の動作について、図5および図6を参照して説明する。図5および図6は、1個目の扁平状固形物3がコンベア4から筒状枠体31へ投入された状態から、3個の扁平状固形物3を袋体2の中に段積みして最終製品として完成するまでにおける、各工程を図示している。
以上説明した段積み包装機1においては、ガイド部32およびストッパ60を備えることにより、3個の扁平状固形物を水平に段積みできる。上記実施形態においては、3個の扁平状固形物3を段積みする例を示したが、もちろん2個の場合にも適用できる。さらには、4個以上の場合にも同様に適用できる。この場合、3個目の扁平状固形物3を投入したときと同様に、既に3個以上の扁平状固形物が水平に段積みされているため、4個以上の場合にも水平に段積み可能となる。
上記実施形態においては、図5(f)に示すように、2個の扁平状固形物3、3がストッパ60に支持されている状態において、包装フィルムを下方へ送るようにしている。この他に、包装フィルムを下方へ送る動作を行わなくても段積みが可能である。ただし、より確実に段積みするには、包装フィルムを下方へ僅かに送る方がよい。
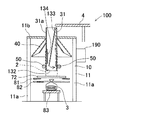
(段積み包装機100の構成)
第二実施形態の段積み包装機100の構成について、図7を参照して説明する。図7は、第一実施形態の図3に対応する図であって、第二実施形態の段積み包装機100の縦方向断面図である。
次に、上述した段積み包装機100の動作について、図8および図9を参照して説明する。図8は、1個目の扁平状固形物3がコンベア4から筒状枠体31へ投入された状態から、この1個目の扁平状固形物3を袋体2の中に水平状態に投入するまでの各工程を図示している。図9は、2個目の扁平状固形物3がコンベア4から筒状枠体31へ投入された状態から、この2個目の扁平状固形物3を袋体2の中に水平に段積みするまでの各工程を図示している。
上記の第二実施形態においては、押圧力付与板134を用いたが、押圧力付与板134を用いない構成でも採用可能である。ただし、押圧力付与板134を用いることで、より確実な上記効果を奏することができる。
2:袋体、 3:扁平状固形物、 4:コンベア
10:フレーム、 11:本体フレーム、 11a:脚部、 11b:天板
12:ロール設置フレーム、 12a:脚部、 12b:天板
21:原反ロール設置部、 21a:原反ロール
22〜26:張り用ローラ、
31:筒状枠体、 32:ガイド部、 40:セイラー、 50:送り用ローラ
60:ストッパ、 61:基部、 62:自由端部
71:縦シール装置、 72:横シール装置
81:カッター、 82:巾着装置、 83:製品送り装置
90、190:制御装置
132:枠体固定ストッパ、 133:可動ガイド部、 134:押圧力付与板
201:移動部材、 202:アクチュエータ
Claims (12)
- 柔軟性材料により形成され且つ開口部を有する袋体の中に、複数の扁平状固形物の段積みを行う段積み包装機であって、
前記開口部が上方を向くように前記袋体を保持する袋体保持部と、
前記開口部の上方であって水平面に対して傾斜して設けられ、前記扁平状固形物の自重により上端から下端に向かって前記扁平状固形物をスライドさせ、前記扁平状固形物を前記袋体の所定の底縁部に向かって落下させるガイド部と、
前記所定の底縁部に当接せず前記袋体の底部の一部に当接し且つ前記所定の底縁部に向かって落下した前記扁平状固形物を傾斜した状態で支持する第一の位置と、前記袋体に当接しない第二の位置とに移動可能なストッパと、
少なくとも2個の前記扁平状固形物が前記所定の底縁部に落下するまで前記ストッパを前記第一の位置に位置させ、その後に前記ストッパを前記第二の位置に移動させる制御部と、
を備えることを特徴とする段積み包装機。 - 前記ストッパは、基部と自由端部とを備え、
前記自由端部は、水平面に対して前記基部側から前記所定の底縁部に向かって下方に傾斜し、前記第一の位置において前記扁平状固形物を支持する請求項1に記載の段積み包装機。 - 前記ガイド部は、少なくとも2個の前記扁平状固形物が前記所定の底縁部に落下した状態において、前記扁平状固形物に当接しない位置に設けられる請求項1または2に記載の段積み包装機。
- 前記ガイド部のスライド面を通る平面は、水平方向において、前記ストッパのうち前記所定の底縁部側端部より前記袋体の前記所定の底縁部側に設けられる請求項1〜3の何れか一項に記載の段積み包装機。
- 前記ガイド部のうち前記扁平状固形物のスライド面に対向して配置され、前記ガイド部との対向距離が上端から下端に行くに連れて小さくなるように設けられた第二のガイド部を備える請求項1〜4の何れか一項に記載の段積み包装機。
- 前記第二のガイド部の下端は、前記ガイド部の下端よりも下方に設けられる請求項5に記載の段積み包装機。
- 前記第一の位置における前記ストッパと前記第二のガイド部の下端との間に、水平方向隙間が形成されている請求項5または6に記載の段積み包装機。
- 前記袋体保持部は、前記袋体の下方へ移動させることが可能であり、
前記制御部は、
前記袋体保持部により前記袋体の上下位置を初期位置にセットし、且つ、前記ストッパを前記第一の位置に位置させる第一工程と、
前記第一工程の後に、さらに2以上の前記扁平状固形物が前記所定の底縁部に落下した後に、前記袋体保持部を駆動させることにより前記袋体を下方へ移動させる第二工程と、
前記第二工程の後に、前記ストッパを前記第二の位置に移動させる第三工程と、
を処理する請求項1〜7の何れか一項に記載の段積み包装機。 - 柔軟性材料により形成され且つ開口部を有する袋体の中に、複数の扁平状固形物の段積みを行う段積み包装機であって、
前記開口部が上方を向くように前記袋体を保持する袋体保持部と、
前記開口部の上方に設けられる固定ガイド部と、
前記固定ガイド部の下端に設けられるストッパと、
水平面に対して傾斜し、前記扁平状固形物の自重により上端から下端に向かって前記扁平状固形物をスライドさせ、前記扁平状固形物を前記ストッパに向かって落下させ、前記扁平状固形物を前記ストッパに係合させて傾斜した状態で支持する第一の位置と、落下した前記扁平状固形物が前記ストッパに係合している状態を解消する第二の位置とに移動可能な可動ガイド部と、
前記可動ガイド部を前記第一の位置に位置させて1個の前記扁平状固形物を前記ストッパに係合させた後に、前記可動ガイド部を前記第二の位置に移動させて前記扁平状固形物を前記袋体の底部に落下させる動作を少なくとも2回以上繰り返す制御部と、
を備えることを特徴とする段積み包装機。 - 前記固定ガイド部に設けられ、前記ストッパに係合する状態の前記扁平状固形物に対して前記可動ガイド部側に向かって押圧力を付与する押圧力付与手段を備える請求項9に記載の段積み包装機。
- 前記押圧力付与手段は、板状または棒状からなり、一端を前記固定ガイド部に固定し、他端を前記固定ガイド部から離間した状態となる自由端を構成し、前記他端側の撓み変形により前記扁平状固形物に押圧力を付与する請求項10に記載の段積み包装機。
- 前記押圧力付与手段は、
前記固定ガイド部に対して前記可動ガイド部の下端に近接する方向に移動可能に設けられた移動部材と、
前記移動部材を移動させるアクチュエータと、
を備える請求項10に記載の段積み包装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008179994A JP5154322B2 (ja) | 2008-07-10 | 2008-07-10 | 段積み包装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008179994A JP5154322B2 (ja) | 2008-07-10 | 2008-07-10 | 段積み包装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010018309A true JP2010018309A (ja) | 2010-01-28 |
| JP5154322B2 JP5154322B2 (ja) | 2013-02-27 |
Family
ID=41703615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008179994A Expired - Fee Related JP5154322B2 (ja) | 2008-07-10 | 2008-07-10 | 段積み包装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5154322B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024090097A1 (ja) * | 2022-10-28 | 2024-05-02 | Phcホールディングス株式会社 | 薬剤供給装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5017372U (ja) * | 1973-06-13 | 1975-02-25 | ||
| JPS5398059U (ja) * | 1977-01-07 | 1978-08-09 | ||
| JP2002504462A (ja) * | 1998-02-24 | 2002-02-12 | フォッケ・ウント・コンパニー(ゲーエムベーハー・ウント・コンパニー) | カートンを充填する方法とデバイス |
-
2008
- 2008-07-10 JP JP2008179994A patent/JP5154322B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5017372U (ja) * | 1973-06-13 | 1975-02-25 | ||
| JPS5398059U (ja) * | 1977-01-07 | 1978-08-09 | ||
| JP2002504462A (ja) * | 1998-02-24 | 2002-02-12 | フォッケ・ウント・コンパニー(ゲーエムベーハー・ウント・コンパニー) | カートンを充填する方法とデバイス |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024090097A1 (ja) * | 2022-10-28 | 2024-05-02 | Phcホールディングス株式会社 | 薬剤供給装置 |
| JPWO2024090097A1 (ja) * | 2022-10-28 | 2024-05-02 | ||
| JP7767643B2 (ja) | 2022-10-28 | 2025-11-11 | Phcホールディングス株式会社 | 薬剤供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5154322B2 (ja) | 2013-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5514524B2 (ja) | 包装物の搬送装置 | |
| JP2008063007A (ja) | 部材を箱に包装する装置およびその方法 | |
| JP7058442B2 (ja) | 封函装置 | |
| KR102216232B1 (ko) | 컨테이너에서의 접이식 박스들의 정돈된 재배열을 위한 진동 디바이스, 배출 컨베이어 및 컨테이너들의 배출 방법 | |
| JP2010189015A (ja) | 箱詰め装置 | |
| JP2011031989A (ja) | 箱詰装置 | |
| MX2011003974A (es) | Dispositivo y procedimiento para envolver una pila de mercancias con una lamina. | |
| JP5411507B2 (ja) | 箱詰装置 | |
| US9731924B2 (en) | Sheet stacking apparatus having adjustable length conveyor section | |
| JP5154322B2 (ja) | 段積み包装機 | |
| CN110446660B (zh) | 箱移动装置 | |
| JP4421879B2 (ja) | 薬包体搬送装置 | |
| JP2010274928A (ja) | 箱の蓋開放装置 | |
| JP2011219123A (ja) | 方向転換装置を備えた箱詰装置 | |
| JP7199682B2 (ja) | 封函装置 | |
| JP2022508914A (ja) | 複数の梱包用の厚紙シートを互いに連続的に接合することによって、梱包用の厚紙片を具現化するための装置 | |
| JP7619859B2 (ja) | 蓋付き容器を搬送する搬送装置 | |
| JP5084415B2 (ja) | 袋物箱詰め機 | |
| JP7665354B2 (ja) | 箱詰め装置及び箱詰め方法 | |
| JP4929221B2 (ja) | 箱詰機における添付書類供給装置 | |
| JP6302586B1 (ja) | ロール紙積段装置の首振りコンベア | |
| JP5497927B1 (ja) | 積段済ワークの包装用装置 | |
| JP2014227276A (ja) | Ptpシート積み上げ装置 | |
| JP7353129B2 (ja) | ワーク投入装置、ワーク投入方法およびワーク収納システム | |
| JP4600093B2 (ja) | ストレッチ包装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110530 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121205 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5154322 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |