JP2010013171A - ヒートシール装置 - Google Patents
ヒートシール装置 Download PDFInfo
- Publication number
- JP2010013171A JP2010013171A JP2008176671A JP2008176671A JP2010013171A JP 2010013171 A JP2010013171 A JP 2010013171A JP 2008176671 A JP2008176671 A JP 2008176671A JP 2008176671 A JP2008176671 A JP 2008176671A JP 2010013171 A JP2010013171 A JP 2010013171A
- Authority
- JP
- Japan
- Prior art keywords
- horizontal seal
- horizontal
- roll
- seal
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Package Closures (AREA)
Abstract
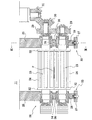
【解決手段】平行に配置され、相互に逆方法に回転駆動されて、予め縦シールを施された包装用フィルムに、フィルム幅方向に延びる横シールを間欠的に施す一対の横シールロール23を具え、一方の横シールロール23を他方の横シールロール23に対して進退変位可能に配設するとともに、その一方の横シールロール23を他方の横シールロール23側へ押圧する加圧手段33を設けてなるものであって、前記加圧手段33を、一方の横シールロール23の軸受ブロック28を押圧するシリンダ36と、このシリンダ36と並列に配置されて、ばね力を外部調整されるばね部材37とで構成してなる。
【選択図】図3
Description
ここで、ねじ部材は、ばね部材のばね力をピストンに直接的に作用させるものとすることも可能であるが、そのねじ部材を、シリンダのピストンに螺合させて設けて、ばね部材のばね力を調整するとともに支持するものとすることが好適である。
従ってここでは、押ねじ等によって横シールロールを押しすぎることによるフィルム切れ等の発生を有効に防止することもできる。
そしてこのことは、ばね部材のばね力を調整するねじ部材を、ばね部材に貫通させて配設した場合により効果的である。
この圧縮ばね部材34は、たとえば、加圧手段33を不作用状態とすることで、対をなす横シールロール23を離隔変位させるべく機能するので、それらのシールロール間へのフィルム通しを簡単にかつ容易に行うことができる。
ところで、このような圧縮ばね部材34は、ガイド軸26から完全に独立させて、他方の横シールロール23の軸受ブロックと、一方の横シールロール23の軸受スライド台28との間に配設することもできる。
ここで、ばね部材37のばね定数は、他方の横シールロール23の軸受ブロックと、軸受スライド台28との間に介装される圧縮ばね部材34の約8〜15倍のばね定数を有するものとすることが、対をなすヒートシール刃による、包装用フィルムに対するヒートシールを、フィルムの損傷等なしに適正に行う上で好ましい。
すなわち、一般的には、両ばね部材34、37のばね定数の差として表わすことができる、ヒートシール刃によるフィルム挟持力は、両者のばね定数比が8倍未満では、従来技術のシリンダタイプのものと同様に、夾雑物の噛み込みに起因するシール不良等の発生のおそれが高くなる一方で、ばね定数比が15倍を越えると、従来技術のねじタイプのものと同様に、フィルムカットのおそれが生じ、また、夾雑物等の噛み込みによってヒートシール刃にきずが発生するおそれがある。
なお、前者の場合は、ねじ部材38を十分に締め込んで、ばね部材37のばね力を実質的に零とし、そして後者の場合は、ピストン35の背面側加圧力を実質的に零とする。また、後者の場合は、ねじ部材38の回動変位によって、ねじ部材38の、シリンダブロック27からの突出量は次第に増加することになるので、ねじ部材38のこの突出変位量を計測等することで、ばね部材37のばね力を所要の精度で求めることができる。
従って、この場合もまた押圧力の調整は簡易に行うことができる。
また、加圧手段33によるロール押圧力を、数値制御の容易なシリンダ36を主体として特定することで、包装用フィルムFを押圧しすぎることに起因するフィルム切れの発生を効果的に防止することができる。
ここで、シリンダ36だけによるロール押圧への切換えは、ばね部材37を完全に開放する、ねじ部材38の締め込みによって行うことができる一方、ばね部材37のみによる押圧は、シリンダ36に供給する流体圧力を零とすることによって行うことができるので、シールロール23の押圧をシリンダ36と、ばね部材37とのいずれかの一方のみで行う場合、および、それらの双方にて行う場合のいずれにあっても、部品交換等の作業を全く不要にすることができる。
18 縦シール機構
19 横シール機構
20 カッター機構
23 横シールロール
24 横ヒートシール刃
25 軸受台
26 ガイド軸
27 支持板(シリンダブロック)
28 軸受スライド台
32 位置規制フランジ
33 加圧手段
34 圧縮ばね部材
35 ピストン
36 シリンダ
37 ばね部材
37a 皿ばね
38 ねじ部材
38a 座金
38b シール部材
Claims (5)
- 平行に配置され、相互に逆方法に回転駆動されて、予め縦シールを施された包装用フィルムに、フィルム幅方向に延びる横シールを間欠的に施す一対の横シールロールを具え、少なくとも一方の横シールロールを他方の横シールロールに対して進退変位可能に配設するとともに、その一方の横シールロールを他方の横シールロール側へ押圧する加圧手段を設けてなるヒートシール装置であって、
前記加圧手段を、一方の横シールロールの軸受ブロックを押圧するシリンダと、このシリンダと並列に配置されて、ばね力を外部調整されるばね部材とで構成してなるヒートシール装置。 - シリンダ内にばね部材を組み込んでなる請求項1に記載のヒートシール装置。
- ばね部材のばね力を調整するねじ部材を、ばね部材に貫通させて配設してなる請求項1もしくは2に記載のヒートシール装置。
- ばね部材のばね力を調整するとともに支持するねじ部材を、シリンダのピストンに螺合させて設けてなる請求項1〜3のいずれかに記載のヒートシール装置。
- ばね部材を複数枚の皿ばねにより構成してなる請求項1〜4のいずれかに記載のヒートシール装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008176671A JP5343426B2 (ja) | 2008-07-07 | 2008-07-07 | ヒートシール装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008176671A JP5343426B2 (ja) | 2008-07-07 | 2008-07-07 | ヒートシール装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010013171A true JP2010013171A (ja) | 2010-01-21 |
| JP5343426B2 JP5343426B2 (ja) | 2013-11-13 |
Family
ID=41699673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008176671A Active JP5343426B2 (ja) | 2008-07-07 | 2008-07-07 | ヒートシール装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5343426B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013103725A (ja) * | 2011-11-11 | 2013-05-30 | Duplo Seiko Corp | 溶着ユニット及び前記溶着ユニットを備えた包装装置 |
| JP2014519456A (ja) * | 2011-06-15 | 2014-08-14 | テトラ・ラヴァル・ホールディングス・アンド・ファイナンス・ソシエテ・アノニム | 封止ジョー用サスペンションおよび封止ジョーを較正するための方法 |
| JP2016016870A (ja) * | 2014-07-04 | 2016-02-01 | 大成ラミック株式会社 | ヒートシール装置およびそれを備えた充填包装機 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0644706U (ja) * | 1992-11-24 | 1994-06-14 | 株式会社ツムラ | 製袋包装充填機のシール装置 |
| JP2002234511A (ja) * | 2001-02-02 | 2002-08-20 | Taisei Lamick Co Ltd | ヒートシールロール |
| JP2002321714A (ja) * | 2001-04-25 | 2002-11-05 | Nippon Seiki Co Ltd | ヒートシール装置 |
| JP2003236951A (ja) * | 2002-02-20 | 2003-08-26 | Fujimori Kogyo Co Ltd | ヒートシール方法、ヒートシールロール、ヒートシール装置および包装装置 |
| JP2004099080A (ja) * | 2002-09-06 | 2004-04-02 | Fabrica Toyama Corp | 容器シール装置 |
| JP2005132373A (ja) * | 2003-10-28 | 2005-05-26 | Sanko Kikai Kk | ロールタイプ自動包装機におけるシールロール機構 |
-
2008
- 2008-07-07 JP JP2008176671A patent/JP5343426B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0644706U (ja) * | 1992-11-24 | 1994-06-14 | 株式会社ツムラ | 製袋包装充填機のシール装置 |
| JP2002234511A (ja) * | 2001-02-02 | 2002-08-20 | Taisei Lamick Co Ltd | ヒートシールロール |
| JP2002321714A (ja) * | 2001-04-25 | 2002-11-05 | Nippon Seiki Co Ltd | ヒートシール装置 |
| JP2003236951A (ja) * | 2002-02-20 | 2003-08-26 | Fujimori Kogyo Co Ltd | ヒートシール方法、ヒートシールロール、ヒートシール装置および包装装置 |
| JP2004099080A (ja) * | 2002-09-06 | 2004-04-02 | Fabrica Toyama Corp | 容器シール装置 |
| JP2005132373A (ja) * | 2003-10-28 | 2005-05-26 | Sanko Kikai Kk | ロールタイプ自動包装機におけるシールロール機構 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014519456A (ja) * | 2011-06-15 | 2014-08-14 | テトラ・ラヴァル・ホールディングス・アンド・ファイナンス・ソシエテ・アノニム | 封止ジョー用サスペンションおよび封止ジョーを較正するための方法 |
| JP2013103725A (ja) * | 2011-11-11 | 2013-05-30 | Duplo Seiko Corp | 溶着ユニット及び前記溶着ユニットを備えた包装装置 |
| JP2016016870A (ja) * | 2014-07-04 | 2016-02-01 | 大成ラミック株式会社 | ヒートシール装置およびそれを備えた充填包装機 |
| US10486844B2 (en) | 2014-07-04 | 2019-11-26 | Taisei Lamick Co., Ltd. | Heat-sealing device and filling-packing machine provided therewith |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5343426B2 (ja) | 2013-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101956485B1 (ko) | 히트 시일 장치 및 그것을 구비한 충전 포장기 | |
| JP4923064B2 (ja) | 充填包装機および包装体の製造方法 | |
| EP1410993B1 (en) | Packaging machine | |
| US7069705B2 (en) | Machine to make E-Z open pouch with flap and bulge | |
| CN105658525A (zh) | 制袋包装机以及制袋包装系统 | |
| JP5343426B2 (ja) | ヒートシール装置 | |
| JP3084701B2 (ja) | ヒートシール装置 | |
| JP6568789B2 (ja) | ヒートシール装置およびそれを備えた充填包装機 | |
| JP4167416B2 (ja) | 充填包装機におけるヒートシール装置 | |
| JP4296057B2 (ja) | 縦型多列四方シール自動充填包装機における縦シール機構 | |
| JP3755636B2 (ja) | 包装装置 | |
| JP2020001733A (ja) | 充填包装体の横シール部切断位置の修正方法 | |
| JP2601940B2 (ja) | ヒートシール装置 | |
| JP4326082B2 (ja) | 製袋包装機 | |
| JP3218355B2 (ja) | 包装容器の熱接着部形成用加熱ロールの加圧力制御方法 | |
| JPH10101027A (ja) | 縦型製袋充填包装機における包装フィルムのシール方法及びその装置 | |
| JPH04339736A (ja) | 充填包装に於るシール装置 | |
| KR101625720B1 (ko) | 통상체 제조 장치 | |
| JP2572056Y2 (ja) | ヒートシール装置 | |
| JP2003054503A (ja) | 充填包装機及びその制御方法 | |
| JP2001315709A (ja) | 充填包装機 | |
| JP2003072715A (ja) | ヒートシール装置のシール圧調整機構 | |
| JPH08151005A (ja) | 包装装置 | |
| JP2022111650A (ja) | 縦シール装置およびその縦シール装置を備えた縦型充填包装設備 | |
| JPH07125724A (ja) | 液体充填包装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130709 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130729 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5343426 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |