JP2010012474A - アルミニウム合金製引抜材 - Google Patents
アルミニウム合金製引抜材 Download PDFInfo
- Publication number
- JP2010012474A JP2010012474A JP2008172172A JP2008172172A JP2010012474A JP 2010012474 A JP2010012474 A JP 2010012474A JP 2008172172 A JP2008172172 A JP 2008172172A JP 2008172172 A JP2008172172 A JP 2008172172A JP 2010012474 A JP2010012474 A JP 2010012474A
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- mass
- drawn
- drawn material
- photosensitive drum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Metal Extraction Processes (AREA)
Abstract
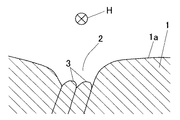
【解決手段】アルミニウム合金製引抜材1は、その表面に生じたオイルピットの平均深さが5μm以下である。
【選択図】図1
Description
表面に生じたオイルピットの平均深さが5μm以下であることを特徴とするアルミニウム合金製引抜材。
表面に生じたオイルピットの平均面積が50μm2以下であることを特徴とするアルミニウム合金製引抜材。
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%を含有し、残部がAl及び不可避不純物からなる前項1〜4のいずれかに記載のアルミニウム合金製引抜材。
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%、Si:0.25〜0.35質量%を含有し、残部がAl及び不可避不純物からなる前項1〜4のいずれかに記載のアルミニウム合金製引抜材。
アルミニウム合金は、
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%を含有し、残部がAl及び不可避不純物からなることを特徴とするアルミニウム合金製引抜材の製造方法。
アルミニウム合金は、
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%、Si:0.25〜0.35質量%を含有し、残部がAl及び不可避不純物からなることを特徴とするアルミニウム合金製引抜材の製造方法。
Cuは、固溶強化作用により各温度領域における強度の向上に寄与する元素である。Cuの添加濃度は0.30〜0.50質量%に設定される。0.30質量%未満では上記効果に乏しく、0.50質量%を超えると耐食性が低下するため、好ましくない。
Mnは、アルミニウム中に含有されるFe等と微細な金属間化合物を形成することにより再結晶温度を高め、更に強度の向上に寄与する元素である。Mnの添加濃度は1.00〜1.80質量%に設定される。1.00質量%未満では上記効果に乏しく、1.80質量%を超えると耐食性が低下する恐れがあるため、好ましくない。
Feは、結晶粒を微細化するとともに強度の向上に寄与する元素である。Feの添加濃度は0.05〜0.30質量%に設定される。0.05質量%未満では上記効果に乏しく、0.30質量%を超えると粗大な晶出物が形成されて表面性状に悪影響を与えるため、好ましくない。
Scは、これを添加することにより単独で再結晶の抑制効果を奏する元素であり、すなわち結晶粒の粗大化を防止する元素である。さらに、Scは、L12構造をもつAl3Scを形成することにより、結晶粒の生成時の微細化を促すとともに強度を向上させる効果を奏する。Scの添加濃度は0.05〜0.20質量%に設定される。0.05質量%未満では上記効果に乏しく、0.20質量%を超えると分散相が多く発生しこれにより強度が高くなりすぎてしまい押出加工性及び引抜加工性が悪化するため、好ましくない。さらに、0.20質量%を超えるとコストの面においても適切ではない。特に望ましいScの添加濃度の範囲は0.15〜0.20質量%である。
Zrは、Scの添加の際に形成されるAl3ScのScと置換できる元素である。Al3Zrは、Al3Scと同様に強化相となり強度を向上させる。Zrの添加濃度は0.05〜0.20質量%に設定される。0.05質量%未満では上記効果に乏しく、0.20質量%を超えるとScとの置換量が増加してしまい過剰な分散相が形成される結果、Scの持つ再結晶抑制効果が低下するため、好ましくない。
Siは、鋳造性を良くし、更に強度の向上に寄与する元素である。Siは上述したように任意添加元素であるから、Siの添加濃度は0質量%以上に設定され、望ましくは0〜0.30質量%に設定され、特に望ましくは0.25〜0.30質量%に設定される。0.25質量%未満では上記効果に乏しく、0.30質量%を超えると粗大な晶出物が形成されて表面性状に悪影響を与える。

2:オイルピット
Claims (18)
- アルミニウム合金の素材が順次、押出加工及び引抜加工されることにより製造されたアルミニウム合金製引抜材であって、
表面に生じたオイルピットの平均深さが5μm以下であることを特徴とするアルミニウム合金製引抜材。 - オイルピットの平均面積が50μm2以下である請求項1記載のアルミニウム合金製引抜材。
- アルミニウム合金の素材が順次、押出加工及び引抜加工されることにより製造されたアルミニウム合金製引抜材であって、
表面に生じたオイルピットの平均面積が50μm2以下であることを特徴とするアルミニウム合金製引抜材。 - 平均結晶粒径が50μm以下である請求項1〜3のいずれかに記載のアルミニウム合金製引抜材。
- アルミニウム合金は、
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%を含有し、残部がAl及び不可避不純物からなる請求項1〜4のいずれかに記載のアルミニウム合金製引抜材。 - アルミニウム合金は、
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%、Si:0.25〜0.35質量%を含有し、残部がAl及び不可避不純物からなる請求項1〜4のいずれかに記載のアルミニウム合金製引抜材。 - 引抜材は引抜管である請求項1〜6のいずれかに記載のアルミニウム合金製引抜材。
- 引抜材は感光ドラム基体である請求項1〜6のいずれかに記載のアルミニウム合金製引抜材。
- アルミニウム合金の素材を順次、押出加工及び引抜加工するアルミニウム合金製引抜材の製造方法であって、
アルミニウム合金は、
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%を含有し、残部がAl及び不可避不純物からなることを特徴とするアルミニウム合金製引抜材の製造方法。 - アルミニウム合金の素材を順次、押出加工及び引抜加工するアルミニウム合金製引抜材の製造方法であって、
アルミニウム合金は、
Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%、Si:0.25〜0.35質量%を含有し、残部がAl及び不可避不純物からなることを特徴とするアルミニウム合金製引抜材の製造方法。 - 素材の縮径率を20〜40%に設定して引抜加工を行う請求項9又は10記載のアルミニウム合金製引抜材の製造方法。
- 引抜加工温度を100〜200℃に設定して引抜加工を行う請求項9〜11のいずれかに記載のアルミニウム合金製引抜材の製造方法。
- 引抜材は引抜管である請求項9〜12のいずれかに記載のアルミニウム合金製引抜材の製造方法。
- 引抜材は感光ドラム基体である請求項9〜12のいずれかに記載のアルミニウム合金製引抜材の製造方法。
- Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%を含有し、残部がAl及び不可避不純物からなることを特徴とするアルミニウム合金。
- Mn:1.0〜1.8質量%、Cu:0.3〜0.5質量%、Fe:0.05〜0.3質量%、Sc:0.05〜0.2質量%、Zr:0.05〜0.2質量%、Si:0.25〜0.35質量%を含有し、残部がAl及び不可避不純物からなることを特徴とするアルミニウム合金。
- 順次、押出加工及び引抜加工される材料に用いられる請求項15又は16記載のアルミニウム合金。
- 感光ドラム基体の材料に用いられる請求項15〜17のいずれかに記載のアルミニウム合金。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172172A JP5164696B2 (ja) | 2008-07-01 | 2008-07-01 | アルミニウム合金製引抜材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172172A JP5164696B2 (ja) | 2008-07-01 | 2008-07-01 | アルミニウム合金製引抜材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012474A true JP2010012474A (ja) | 2010-01-21 |
| JP5164696B2 JP5164696B2 (ja) | 2013-03-21 |
Family
ID=41699105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008172172A Active JP5164696B2 (ja) | 2008-07-01 | 2008-07-01 | アルミニウム合金製引抜材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5164696B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013027616A1 (ja) * | 2011-08-19 | 2013-02-28 | 昭和電工株式会社 | 感光ドラム用基体 |
| JP2013190565A (ja) * | 2012-03-13 | 2013-09-26 | Mitsubishi Chemicals Corp | 導電性支持体、該導電性支持体を用いた電子写真感光体、電子写真カートリッジ及び画像形成装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111471901B (zh) * | 2020-05-22 | 2021-03-23 | 永杰新材料股份有限公司 | 铝锰合金及其生产方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61159544A (ja) * | 1984-12-29 | 1986-07-19 | Canon Inc | 精密加工用アルミニウム合金、これを用いた管材及び光導電部材 |
| JPH08272119A (ja) * | 1995-03-31 | 1996-10-18 | Showa Alum Corp | 感光ドラム用アルミニウム素管及び該素管を用いた感光ドラム用アルミニウム管の製造方法 |
| JPH0999314A (ja) * | 1995-10-05 | 1997-04-15 | Showa Alum Corp | 引抜管の製造方法 |
| JPH10137837A (ja) * | 1996-11-12 | 1998-05-26 | Kobe Steel Ltd | 感光体基盤用円筒管の製造方法 |
| JP2000075531A (ja) * | 1998-08-27 | 2000-03-14 | Furukawa Electric Co Ltd:The | 感光ドラム用アルミニウム引抜管とその製造方法 |
| JP2001058203A (ja) * | 1999-08-19 | 2001-03-06 | Nippon Mining & Metals Co Ltd | 屈曲性に優れた圧延銅箔 |
| JP2005068557A (ja) * | 2003-08-07 | 2005-03-17 | Showa Denko Kk | 高温強度に優れたアルミニウム合金、熱交換器用部材、熱交換チューブおよび熱交換器 |
-
2008
- 2008-07-01 JP JP2008172172A patent/JP5164696B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61159544A (ja) * | 1984-12-29 | 1986-07-19 | Canon Inc | 精密加工用アルミニウム合金、これを用いた管材及び光導電部材 |
| JPH08272119A (ja) * | 1995-03-31 | 1996-10-18 | Showa Alum Corp | 感光ドラム用アルミニウム素管及び該素管を用いた感光ドラム用アルミニウム管の製造方法 |
| JPH0999314A (ja) * | 1995-10-05 | 1997-04-15 | Showa Alum Corp | 引抜管の製造方法 |
| JPH10137837A (ja) * | 1996-11-12 | 1998-05-26 | Kobe Steel Ltd | 感光体基盤用円筒管の製造方法 |
| JP2000075531A (ja) * | 1998-08-27 | 2000-03-14 | Furukawa Electric Co Ltd:The | 感光ドラム用アルミニウム引抜管とその製造方法 |
| JP2001058203A (ja) * | 1999-08-19 | 2001-03-06 | Nippon Mining & Metals Co Ltd | 屈曲性に優れた圧延銅箔 |
| JP2005068557A (ja) * | 2003-08-07 | 2005-03-17 | Showa Denko Kk | 高温強度に優れたアルミニウム合金、熱交換器用部材、熱交換チューブおよび熱交換器 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013027616A1 (ja) * | 2011-08-19 | 2013-02-28 | 昭和電工株式会社 | 感光ドラム用基体 |
| KR20140036350A (ko) * | 2011-08-19 | 2014-03-25 | 쇼와 덴코 가부시키가이샤 | 감광 드럼용 기체 |
| CN103748520A (zh) * | 2011-08-19 | 2014-04-23 | 昭和电工株式会社 | 感光鼓用基体 |
| JPWO2013027616A1 (ja) * | 2011-08-19 | 2015-03-19 | 昭和電工株式会社 | 感光ドラム用基体 |
| EP2746854A4 (en) * | 2011-08-19 | 2015-04-01 | Showa Denko Kk | SUBSTRATE FOR A LIGHT-SENSIBLE DRUM |
| KR101598308B1 (ko) * | 2011-08-19 | 2016-02-26 | 쇼와 덴코 가부시키가이샤 | 감광 드럼용 기체 |
| JP2017010058A (ja) * | 2011-08-19 | 2017-01-12 | 昭和電工株式会社 | 感光ドラム用基体 |
| JP2013190565A (ja) * | 2012-03-13 | 2013-09-26 | Mitsubishi Chemicals Corp | 導電性支持体、該導電性支持体を用いた電子写真感光体、電子写真カートリッジ及び画像形成装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5164696B2 (ja) | 2013-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5822562B2 (ja) | 感光ドラム基体用アルミニウム合金及び感光ドラム基体用アルミニウム合金押出管の製造方法 | |
| JP6796356B1 (ja) | 快削性銅合金、及び、快削性銅合金の製造方法 | |
| JP6795872B1 (ja) | 快削性銅合金、及び、快削性銅合金の製造方法 | |
| WO2019189558A1 (ja) | 電子・電気機器用銅合金、電子・電気機器用銅合金板条材、電子・電気機器用部品、端子、及び、バスバー | |
| JP2005298931A (ja) | 銅合金及びその製造方法 | |
| JP5060632B2 (ja) | 熱交換器用アルミニウム合金フィン材およびその製造方法 | |
| WO2015114880A1 (ja) | 高強度アルミニウム合金及びその製造方法 | |
| JP2016027194A (ja) | アルミニウム合金圧延材 | |
| WO2019189534A1 (ja) | 電子・電気機器用銅合金、電子・電気機器用銅合金板条材、電子・電気機器用部品、端子、及び、バスバー | |
| JP5164696B2 (ja) | アルミニウム合金製引抜材 | |
| CN113508183A (zh) | 棒材 | |
| JP2020143339A (ja) | アルミニウム合金およびアルミニウム合金押出材の製造方法 | |
| JP5954483B2 (ja) | 鉛快削鋼 | |
| JP2020143340A (ja) | 感光ドラム基体用アルミニウム合金および感光ドラム基体用アルミニウム合金押出材の製造方法 | |
| JP6684395B1 (ja) | 銅合金板材及び銅合金板材の製造方法並びに銅合金板材を用いたコネクタ | |
| WO2016017046A1 (ja) | 切削性に優れたアルミニウム合金押出材及びその製造方法 | |
| JP6796355B1 (ja) | 快削性銅合金、及び、快削性銅合金の製造方法 | |
| JP2001288525A (ja) | アルミニウム合金箔地及びその製造方法 | |
| JPH0625783A (ja) | 曲げ加工性及び衝撃吸収性が優れたアルミニウム合金押出材及びその製造方法 | |
| WO2015030121A1 (ja) | 表面粗さを抑制し、生産性に優れた快削アルミニウム合金押出材 | |
| JP2008007839A (ja) | 高強度で曲げ加工性に優れたCu−Zn系合金 | |
| JP2025076920A (ja) | Al-Mg-Si系アルミニウム合金の押出材、及びその製造方法 | |
| JP2009108392A (ja) | 曲げ加工性に優れる高強度洋白およびその製造方法 | |
| JPH10137837A (ja) | 感光体基盤用円筒管の製造方法 | |
| JP2005126823A (ja) | ヒートローラー用アルミニウム合金材およびヒートローラー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5164696 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S802 | Written request for registration of partial abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311802 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |