JP2010000595A - 化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 - Google Patents
化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 Download PDFInfo
- Publication number
- JP2010000595A JP2010000595A JP2009115525A JP2009115525A JP2010000595A JP 2010000595 A JP2010000595 A JP 2010000595A JP 2009115525 A JP2009115525 A JP 2009115525A JP 2009115525 A JP2009115525 A JP 2009115525A JP 2010000595 A JP2010000595 A JP 2010000595A
- Authority
- JP
- Japan
- Prior art keywords
- chemical mechanical
- mechanical polishing
- polishing
- weight
- polishing pad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Polyurethanes Or Polyureas (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【解決手段】少なくとも下記(a1)〜(a4)成分を、下記(1)および(2)の条件を満足する割合で混合して反応させて得られる熱可塑性ポリウレタン(A)と、架橋剤(B)とを含む、化学機械研磨パッドの研磨層形成用組成物。(a1)2個のイソシアネート基を有するモノマー、(a2)2個の水酸基を有するモノマー、(a3)1個以上の水酸基および1個以上の炭素−炭素二重結合を有する、数平均分子量が500〜2500であるオリゴマー、(a4)2個以上の水酸基を有し、かつエーテル結合などを有する、数平均分子量が500〜2500であるオリゴマー、(1)M−1/M−OHの値が0.85〜1.10であり、(2)M−2/M−OHの値が0.45〜0.80である。
【選択図】なし
Description
〔1〕(a1)2個のイソシアネート基を有するモノマー、(a2)2個の水酸基を有するモノマー、(a3)1個以上の水酸基および1個以上の炭素−炭素二重結合を有する、数平均分子量が500〜2500であるオリゴマー、(a4)前記(a3)成分を除く、2個以上の水酸基を有し、エーテル結合および/またはエステル結合を有する、数平均分子量が500〜2500であるオリゴマー、
〔2〕前記(a1)成分が有するイソシアネート基数をM−1、前記(a2)成分が有する水酸基数をM−2、ならびに前記(a2)、(a3)および(a4)成分が有する水酸基数の合計をM−OHとした場合に、(1)M−1/M−OHの値が0.85〜1.10であり、(2)M−2/M−OHの値が0.45〜0.80である。
成物。
本発明の化学機械研磨パッドの研磨層形成用組成物(以下、単に「研磨層形成用組成物」ともいう。)は、以下に説明する熱可塑性ポリウレタン(A)と架橋剤(B)とを必須成分として含み、水溶性粒子(C)を任意成分として含むことを特徴とする。以下、前記組成物の各成分について詳細に説明する。
本発明で使用される熱可塑性ポリウレタン(A)(以下、単に「ポリウレタン(A)」ともいう。)は、少なくとも(a1)2個のイソシアネート基を有するモノマーと、(a2)2個の水酸基を有するモノマーと、後述する(a3)オリゴマーおよび(a4)オリゴマーとを、特定の条件を満足する割合で混合して反応させて得られる。
ポリウレタン(A)を製造するために使用される(a1)2個のイソシアネート基を有するモノマー(以下、「(a1)成分」ともいう。)としては、一般的なポリウレタンを製造する際に使用されるジイソシアネートが挙げられる。
フタレンジイソシアネート、1,5−ナフタレンジイソシアネート、p−フェニレンジイソシアネート、m−フェニレンジイソシアネート、p−キシレンジイソシアネート、m−キシレンジイソシアネートなどの芳香族ジイソシアネート類;エチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネートなどの脂肪族ジイソシアネート類;イソホロンジイソシアネート、ノルボルネンジイソシアネートなどの脂環式ジイソシアネート類などが挙げられる。
ポリウレタン(A)を製造するために使用される(a2)2個の水酸基を有するモノマー(以下、「(a2)成分」ともいう。)は、低分子量ジオール類であることが好ましい。具体的には、後述する(a3)オリゴマーおよび(a4)オリゴマーより分子量が小さいことが好ましく、分子量が50〜300であることがさらに好ましい。
ポリウレタン(A)を製造するために使用される(a3)オリゴマー(以下、「(a3)成分」ともいう。)は、(i)1個以上、好ましくは2個の水酸基を有し、(ii)1個
以上、好ましくは2個以上の炭素−炭素二重結合を有し、(iii)ゲルパーミネーション
クロマトグラフィー(GPC)によって測定されるスチレン換算の数平均分子量が500〜2500、好ましくは750〜2500、より好ましくは1000〜2000である。
磨層の硬度や弾性率などの機械的特性、および耐水性を向上させることができる。
)およびアリル基(CH2=CH−CH2−)から選ばれる少なくとも1種の官能基であることが好ましく、ビニル基であることがより好ましい。前記官能基を有する(a3)成分を用いることにより、ポリウレタン(A)の架橋反応を容易に行うことができる。
ポリウレタン(A)を製造するために使用される(a4)オリゴマー(以下、「(a4)成分」ともいう。)は、上記(a3)成分を除く、(i)2個以上、好ましくは2〜3
の水酸基を有し、(ii)エーテル結合および/またはエステル結合を有し、(iii)ゲル
パーミネーションクロマトグラフィー(GPC)によって測定されるスチレン換算の数平均分子量が500〜2500、好ましくは500〜2000、より好ましくは600〜1800である。
本発明で使用されるポリウレタン(A)は、少なくとも上述の(a1)〜(a4)成分
を、以下の条件(1)および(2)を満足する割合で混合して反応させて得られる。すなわち、上記(a1)〜(a4)成分の混合物中における、上記(a1)成分が有するイソシアネート基数をM−1、上記(a2)成分が有する水酸基数をM−2、ならびに上記(a2)、(a3)および(a4)成分が有する水酸基数の合計をM−OHとした場合に、
(1)M−1/M−OHの値が、0.85〜1.10、好ましくは0.90〜1.10、より好ましくは0.90〜1.05の範囲にあり、
(2)M−2/M−OHの値が、0.45〜0.80、好ましくは0.50〜0.70、より好ましくは0.50〜0.60の範囲にある。
、その結果、機械的強度の高い研磨層を有する化学機械研磨パッドを製造することができる。
本発明の研磨層形成用組成物は、架橋剤(B)を含む。架橋剤(B)は、ポリウレタン(A)を架橋するために配合される。これにより、本発明の研磨層形成用組成物を用いて研磨層を形成する際に、該研磨層に架橋構造を持たせることが可能になる。
本発明の研磨層形成用組成物は、さらに水溶性粒子(C)を含んでいてもよい。水溶性粒子(C)は、研磨剤および薬液からなるスラリーと接触することにより、化学機械研磨パッドの研磨層表面から遊離して、該スラリーを保持することのできる空孔(ポア)を形成するために用いられる。
レタン(A)中に均一に分散された状態で存在していることが好ましい。
本発明の研磨層形成用組成物は、ポリウレタン(A)100重量部に対して、架橋剤(B)を好ましくは0.1〜10重量部、より好ましくは0.1〜5重量部、さらに好ましくは0.1〜3重量部含む。架橋剤(B)の含有量が前記範囲にあると、硬度、弾性率お
よび残留ひずみなどの機械的特性に優れる研磨層を有する化学機械研磨パッドが得られる。
本発明の化学機械研磨パッドは、上述の研磨層形成用組成物を架橋して形成される研磨層を有することを特徴とする。本発明の化学機械研磨パッドの構成としては特に限定されず、例えば、前記研磨層と、該研磨層に形成された透光性材料からなる透明性部材とから構成される。また、該研磨層の片面に発泡ポリウレタンなどを成型した緩衝パッドが積層されていてもよい。また、本発明の化学機械研磨パッドは、前記研磨層のみから構成されていてもよい。
粘弾性測定(30℃)により測定される弾性率が、好ましくは50〜500MPaである。また、JIS K6251に準拠した引張試験を行い、{(破断後のサンプルの全長−試験前のサンプルの全長)/試験前のサンプルの全長}×100の式により算出した残留ひずみが、好ましくは10%以下、より好ましくは5%以下である。また、JIS K6253に準拠して測定されるデュロD硬度が、好ましくは30〜90、より好ましくは35〜80である。
本発明の化学機械研磨方法は、上述の化学機械研磨パッドを用いて化学機械研磨を行うことを特徴とする。これにより、研磨速度が高く、被研磨物の平坦性に優れ、被研磨物のスクラッチが少ないなどの研磨特性に優れる化学機械研磨方法を提供することができる。
試験サンプルおよび試験装置はJIS K7311の「10.流れ試験」に準拠して、下記条件にて熱可塑性ポリウレタンの流動開始温度の測定を行った。
試験機:CFT−500((株)島津製作所製)
予熱条件:90℃×4分
昇温速度:3℃/分
開始温度:90℃
試験荷重:98N
使用ダイス:直径1mm、長さ1mm
熱可塑性ポリウレタンからなる試験サンプルを予熱した後、試験荷重を負荷すると同時に昇温を開始し、ダイスから流出し始めた温度を熱可塑性ポリウレタンの流動開始温度(加工温度)とした。
オリゴマーの数平均分子量(Mn)は、ゲルパーミエーションクロマトグラフィー(GPC)(東ソー社製、装置型番「HLC−8120」、カラム型番「TSK−GEL α−M」)を用いて測定した。
測定方法:ゲル・パーミエーション・クロマトグラフィー(GPC)法
標準物質:スチレン標準
装置:東ソー社製 HLC−8120
カラム:東ソー社製 TSK−GEL α−M
溶媒:THF(テトラヒドロフラン)
濃度:0.2質量%
注入量:100μL
流速:1μL/min
圧力:64kgf/cm2
<水溶性粒子(C)の平均粒径>
水溶性粒子(C)の平均粒径は、レーザー回折法により、測定装置:HORIBA LA−500、および分散媒:1−ブタノールを用いて測定した。
化学機械研磨パッドの研磨層の残留ひずみは、JIS K6251に準拠した引張試験を行い、{(破断後のサンプルの全長−試験前のサンプルの全長)/試験前のサンプルの全長}×100の式により算出した。また、前記研磨層のデュロD硬度は、JIS K6253に準拠して測定した。
実施例および比較例で製造された化学機械研磨パッドを用いて、以下の条件で化学機械研磨を行い、以下に記載する項目から該パッドの評価をした。
ヘッド回転数:120rpm
ヘッド荷重:1.5psi(10.3kPa)
定盤回転数:120rpm
化学機械研磨用水系分散体供給速度:200ml/分
化学機械研磨用水系分散体:CMS7401/CMS7452(JSR(株)製)
(1)銅研磨速度の算出
被研磨物として、8インチ熱酸化膜付シリコン基板上に膜厚15000Åの銅膜が設けられた基板を用いて、上述の条件で1分間化学機械研磨を行い、研磨前後の銅膜の膜厚をシート抵抗測定装置(ケーエルエー・テンコール社製、形式「オムニマップRS75」)を用いて測定した。得られた研磨前後の膜厚および研磨時間から研磨速度を算出した。
被研磨物として、「Sematech 854パターンウェハ」(商品名、Sematech社製;種々のパターンが形成された絶縁膜上に、厚さ250Åのタンタル膜および厚さ11000Åの銅膜を順次堆積した研磨試験用のパターン付き基板である。)を用いた。
幅100μmの銅配線部と幅100μmの絶縁体部とが交互に連続したパターンが、該パターンの長さ方向に3.0mm連続した部分について、銅配線部の窪み量(以下、「ディッシング」と記す。)を、精密段差計(ケーエルエー・テンコール社製、形式「HRP−240」)を使用して測定することで、平坦性の指標であるディッシングを評価した。
光学顕微鏡を用いて、暗視野にて、銅配線部における範囲120μm×120μmの単位領域をランダムに200箇所選出し、スクラッチが発生している単位領域の個数をスクラッチ数として測定した。
空気雰囲気下で、撹拌機を備えた2Lの4つ口セパラブルフラスコに、(a4)成分としてポリテトラメチレングリコール(Mn=1000、保土谷化学工業(株)製、商品名「PTMG−1000SN」;以下、「PTMG−1000」と記す。)を31.9重量部、および(a3)成分として末端が水酸基化されたポリブタジエン(Mn=1500、日本曹達(株)製、商品名「NISSO PB G−1000」;以下、「G−1000」と記す。)を35.0重量部投入し、60℃に調温して撹拌した。
フェニルメタンジイソシアネート(日本ポリウレタン工業(株)製、商品名「MILLIONATE MT」;以下、「MDI」と記す。)を27.6重量部加え、10分撹拌・混合した後、(a2)成分として1,4−ブタンジオール(三菱化学(株)製、商品名「14BG」;以下、「14BG」と記す)を5.5重量部加え、撹拌・混合した。
空気雰囲気下で、撹拌機を備えた2Lの4つ口セパラブルフラスコに、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分として上記「PTMG−1000」を30.7重量部、および(a2)成分として上記「14BG」を5.5重量部投入し、80℃に調温して攪拌した。
(a1)成分として上記「MDI」を31.3重量部、(a2)成分として上記「14BG」を6.4重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分としてポリテトラメチレングリコール(Mn=700,保土谷化学工業、商品名「PTMG−650SN」)を27.3重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンCを得た。
(a1)成分として上記「MDI」を27.6重量部、(a2)成分として上記「14BG」を5.5重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分としてポリカーボネートジオール(Mn=1000,日本ポリウレタン工業(株)製、商品名「NIPPOLAN 981」)を31.9重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンDを得た。
(a1)成分として上記「MDI」を21.8重量部、(a2)成分として上記「14BG」を4.4重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分としてポリテトラメチレングリコール(Mn=2000、三菱化学(株)製、商品名「PTMG2000」)を38.8重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンEを得た。
(a1)成分として上記「MDI」を27.3重量部、(a2)成分として上記「14BG」を6.2重量部、(a3)成分として末端が水酸基化されたポリイソプレン(Mn=2500、出光興産(株)製、商品名「Poly ip」)を36.0重量部、(a4)成分として上記「PTMG−1000」を30.5重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンFを得た。
(a1)成分として上記「MDI」を27.0重量部、(a2)成分として上記「14BG」を5.0重量部、(a3)成分として末端が水酸基化されたポリブタジエン(Mn=2000、日本曹達(株)製、商品名「NISSO PB G−2000」を46.0重量部、(a4)成分として上記「PTMG−1000」を22.0重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンGを得た。
(a1)成分として上記「MDI」を26.0重量部、(a2)成分としてエチレングリコール(三菱化学(株)製)を3.2重量部、(a3)成分として上記「G−1000」を34.3重量部、(a4)成分として上記「PTMG−1000」を36.5重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンHを得た。
(a1)成分としてトリレンジイソシアネート(三井化学ポリウレタン(株)製、商品名「コスモネートT−100」)を19.0重量部、(a2)成分として上記「14BG」を5.9重量部、(a3)成分として上記「G−1000」を52.5重量部、(a4)成分として上記「PTMG−1000」を22.6重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンIを得た。
(a1)成分として上記「MDI」を33.9重量部、(a2)成分として上記「14BG」を6.9重量部、(a3)成分として上記「G−1000」を35.7重量部、(a4)成分としてポリエチレングリコール(Mn=550、三洋化成工業(株)製、商品名「PEG1500」)を23.5重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンJを得た。
(a1)成分として上記「MDI」を31.1重量部、(a2)成分として上記「14BG」を5.2重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分として上記「PTMG−1000」を28.7重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンKを得た。
(a1)成分として上記「MDI」を43.5重量部、(a2)成分として上記「14BG」を13.7重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分として上記「PTMG−1000」を7.8重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンLを得た。
(a1)成分として上記「MDI」を25.1重量部、(a2)成分として上記「14BG」を5.9重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分として上記「PTMG−1000」を34.0重量部投入したこと以外は製造
例1と同様にして、熱可塑性ポリウレタンMを得た。
(a1)成分として上記「MDI」を24.4重量部、(a2)成分として上記「14BG」を4.2重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分として上記「PTMG−1000」を36.4重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンNを得た。
(a1)成分として上記「MDI」を23.5重量部、(a2)成分として上記「14BG」を4.6重量部、(a3)成分として末端が水酸基化されたポリブタジエン(Mn=3000、日本曹達(株)製、商品名「NISSO PB G−3000」;以下、「G−3000」と記す。)を35.0重量部、(a4)成分として上記「PTMG−1000」を36.9重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンOを得た。
(a1)成分として上記「MDI」を18.7重量部、(a2)成分として上記「14BG」を3.7重量部、(a3)成分として上記「G−1000」を35.0重量部、(a4)成分としてポリテトラメチレングリコール(Mn=3000、保土谷化学工業製、商品名「PTMG−3000SN」)を42.6重量部投入したこと以外は製造例1と同様にして、熱可塑性ポリウレタンPを得た。
(1)研磨層形成用組成物の製造
ポリウレタン(A)として上記熱可塑性ポリウレタンA100重量部と、水溶性粒子(C)としてβ−サイクロデキストリン(塩水港精糖(株)製、商品名「デキシパールβ−100」、平均粒径20μm;以下、「β−CD」と記す。)2重量部とを140℃に調温されたルーダーにより混練した。
(2−1)研磨層基体の製造
上記研磨層形成用組成物を、プレス金型内にて160℃で7分間架橋反応させ、直径790mm、厚さ3.2mmの円柱状の成形体を得た。次いでエンドミル((株)加藤機械製)を用い、前記成形体の中心から105mmの箇所を中心として、半径方向の長さが58mm、接線方向の長さが22mmである矩形の貫通孔を形成し、孔部を有する研磨層基体を製造した。
1,2−ポリブタジエン(JSR(株)、商品名「JSR RB830」)100重量部および水溶性粒子(C)として上記「β−CD」3重量部を、140℃に加熱したルーダーにて混練した。
上記(2−1)で製造した研磨層基体をプレス金型内に再びセットし、該研磨層基体の孔部に上記(2−2)で調製した透明性部材の原料組成物を充填した。
上記で製造したパッドを切削加工機(加藤機械(株)製)の定盤上に、吸引圧力20kPaで吸引固定した。この状態で、幅0.5mm、深さ1mmの同心円状の溝群を中心から半径10mm以遠の所にピッチ2mmで形成し、さらに、同機械を用いて、中心から254mmのところを切削することで、直径508mm、厚さ2.5mmの化学機械研磨パッドを製造した。
上記(2)で製造した化学機械研磨パッドの溝を形成していない面へ3M社製両面テープ#422をラミネートした後、化学機械研磨装置(アプライドマテリアルズ社製、形式「Mirra」)に装着して化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例1において、ポリウレタン(A)として上記熱可塑性ポリウレタンBを100重量部、水溶性粒子(C)として上記「β−CD」を34重量部用いたこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例1において、ポリウレタン(A)として上記熱可塑性ポリウレタンCを100重量部、水溶性粒子(C)として硫酸カリウム(大塚化学(株)製;以下「硫酸カリウム」と記す。)を171重量部用いたこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例1において、ポリウレタン(A)として上記熱可塑性ポリウレタンDを100重量部、架橋剤(B)として上記「D−40」を0.75重量部(純ジクミルパーオキサイド換算で0.3重量部に相当)、水溶性粒子(C)として上記「β−CD」を15重量部用いたこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例1において、ポリウレタン(A)として上記熱可塑性ポリウレタンEを100重量部、架橋剤(B)として上記「D−40」を7重量部(純ジクミルパーオキサイド換算で2.8重量部に相当)、水溶性粒子(C)として上記「β−CD」を58重量部用いたこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例1において、ポリウレタン(A)として上記熱可塑性ポリウレタンFを100重量部、架橋剤(B)として上記「D−40」を8重量部(純ジクミルパーオキサイド換算で3.2重量部に相当)、水溶性粒子(C)として上記「β−CD」を90重量部用いたこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例1において、ポリウレタン(A)として上記熱可塑性ポリウレタンGを100重量部、水溶性粒子(C)として上記「硫酸カリウム」を110重量部用いたこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例2において、ポリウレタン(A)として上記熱可塑性ポリウレタンHを100重量部用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例2において、ポリウレタン(A)として上記熱可塑性ポリウレタンIを100重量部用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例2において、ポリウレタン(A)として上記熱可塑性ポリウレタンJを100重量部、架橋剤(B)として2,5−ジメチル−2,5−ビス(t−ブチルペルオキシ)ヘキサン(日油(株)製、商品名「パーヘキサ25B40」)を1重量部(純パーオキサイド換算で0.4重量部に相当)用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表2に示す。
実施例1において、架橋剤(B)として上記「D−40」を2重量部(純ジクミルパーオキサイド換算で0.8重量部に相当)を用い、水溶性粒子(C)を用いなかったこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研
磨を行い、研磨特性を評価した。評価結果を表2に示す。
熱可塑性ポリウレタンとして上記熱可塑性ポリウレタンAを100重量部、水溶性粒子(C)として上記「β−CD」を34重量部用い、140℃に調温されたルーダーにより混練してペレットを得た。前記ペレットを、プレス金型内にて150℃で5分間加熱圧縮し、その後金型を室温まで冷却することにより、直径790mm、厚さ3.2mmの円柱状の成形体を得た。
熱可塑性ポリウレタンとして上記熱可塑性ポリウレタンKを100重量部、水溶性粒子(C)として上記「β−CD」を34重量部用い、180℃に調温されたルーダーにより混練してペレットを得た。前記ペレットを用いて、比較例1と同様にして、化学機械研磨パッドを製造した。製造された化学機械研磨パッドを用いて実施例1と同様にして化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
熱可塑性ポリウレタンとして上記熱可塑性ポリウレタンLを100重量部、水溶性粒子(C)として上記「β−CD」を34重量部用い、200℃に調温されたルーダーにより混練してペレットを得た。前記ペレットを用いて、比較例1と同様にして、化学機械研磨パッドを製造した。製造された化学機械研磨パッドを用いて実施例1と同様にして化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
実施例2において、上記熱可塑性ポリウレタンBに代えて上記熱可塑性ポリウレタンMを用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
実施例2において、上記熱可塑性ポリウレタンBに代えて上記熱可塑性ポリウレタンNを100重量部、水溶性粒子(C)として上記「硫酸カリウム」を257重量部用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
実施例2において、上記熱可塑性ポリウレタンBに代えて上記熱可塑性ポリウレタンO
を用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
実施例1において、上記熱可塑性ポリウレタンAに代えて上記熱可塑性ポリウレタンPを用い、水溶性粒子(C)を用いなかったこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
実施例2において、上記熱可塑性ポリウレタンBに代えて上記熱可塑性ポリウレタンKを用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
実施例2において、上記熱可塑性ポリウレタンBに代えて上記熱可塑性ポリウレタンLを用いたこと以外は実施例2と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
実施例1において、ポリウレタン(A)として上記熱可塑性ポリウレタンPを100重量部、架橋剤(B)として上記「D−40」を2.5重量部(純ジクミルパーオキサイド換算で1.0重量部に相当)用い、水溶性粒子(C)を用いなかったこと以外は実施例1と同様にして、化学機械研磨パッドを製造し、該パッドを用いて化学機械研磨を行い、研磨特性を評価した。評価結果を表3に示す。
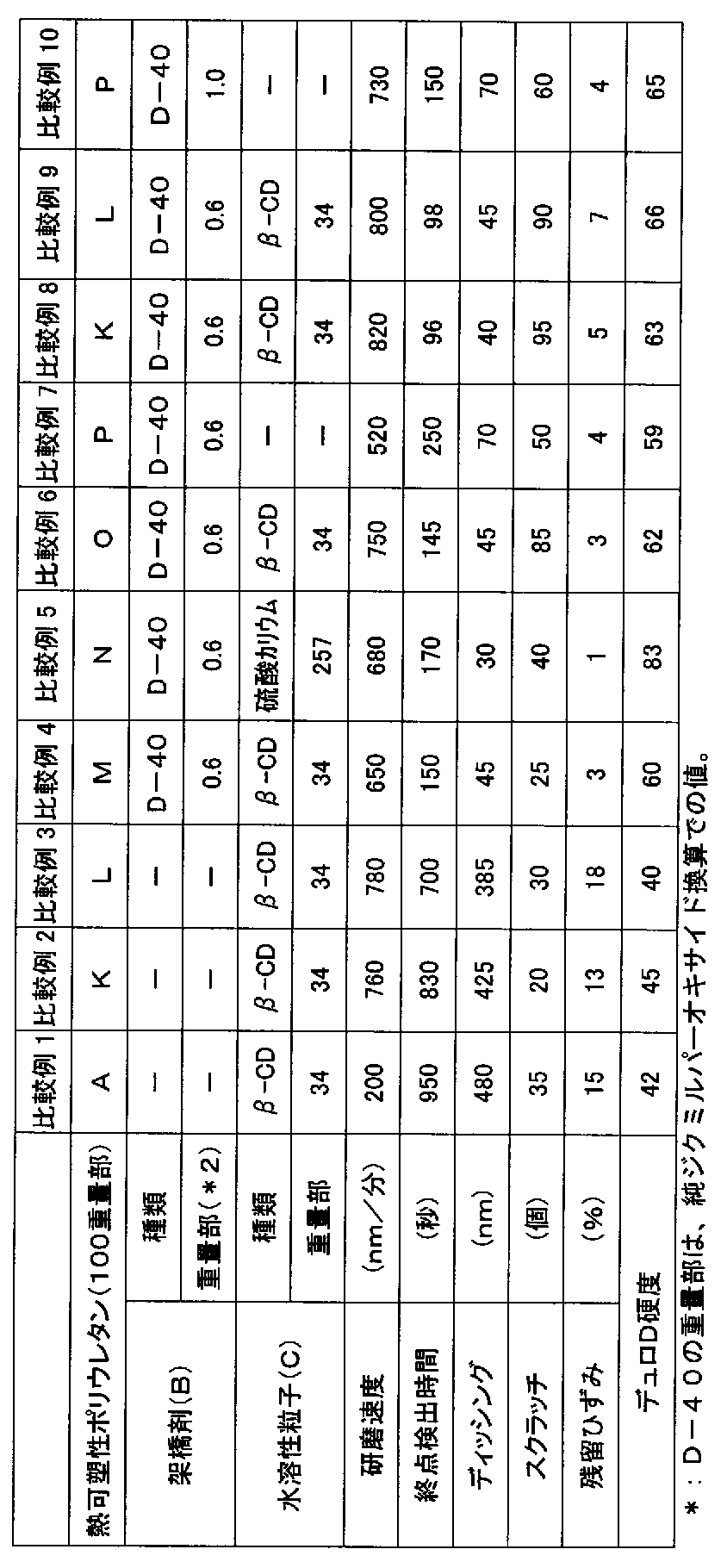
50個以下であれば、研磨特性は特に良好である。表2によれば、本発明の研磨層形成用組成物から得られた実施例1〜11の化学機械研磨パッドは良好な研磨特性を有し、実施例1〜10の化学機械研磨パッドは特に良好な研磨特性を有することが明らかになった。
Claims (7)
- 〔1〕少なくとも下記(a1)〜(a4)成分を、〔2〕下記(1)および(2)の条件を満足する割合で混合して反応させて得られる熱可塑性ポリウレタン(A)と、架橋剤(B)とを含む、化学機械研磨パッドの研磨層形成用組成物。
〔1〕(a1)2個のイソシアネート基を有するモノマー、
(a2)2個の水酸基を有するモノマー、
(a3)1個以上の水酸基および1個以上の炭素−炭素二重結合を有する、数平均分子量が500〜2500であるオリゴマー、
(a4)前記(a3)成分を除く、2個以上の水酸基を有し、エーテル結合および/またはエステル結合を有する、数平均分子量が500〜2500であるオリゴマー、
〔2〕前記(a1)成分が有するイソシアネート基数をM−1、前記(a2)成分が有する水酸基数をM−2、ならびに前記(a2)、(a3)および(a4)成分が有する水酸基数の合計をM−OHとした場合に、
(1)M−1/M−OHの値が0.85〜1.10であり、
(2)M−2/M−OHの値が0.45〜0.80である。 - 前記熱可塑性ポリウレタン(A)が、ビニル基およびアリル基から選ばれる少なくとも1種の官能基を有する、請求項1に記載の化学機械研磨パッドの研磨層形成用組成物。
- 前記熱可塑性ポリウレタン(A)が、共役ジエン系(共)重合体骨格を有する、請求項1または2に記載の化学機械研磨パッドの研磨層形成用組成物。
- 前記熱可塑性ポリウレタン(A)が、ポリブタジエン骨格を有する、請求項1〜3の何れか1項に記載の化学機械研磨パッドの研磨層形成用組成物。
- 水溶性粒子(C)をさらに含む、請求項1〜4の何れか1項に記載の化学機械研磨パッドの研磨層形成用組成物。
- 請求項1〜5の何れか1項に記載の化学機械研磨パッドの研磨層形成用組成物を架橋して形成される研磨層を有する化学機械研磨パッド。
- 請求項6に記載の化学機械研磨パッドを用いて化学機械研磨を行う化学機械研磨方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009115525A JP5549111B2 (ja) | 2008-05-22 | 2009-05-12 | 化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008134238 | 2008-05-22 | ||
| JP2008134238 | 2008-05-22 | ||
| JP2009115525A JP5549111B2 (ja) | 2008-05-22 | 2009-05-12 | 化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000595A true JP2010000595A (ja) | 2010-01-07 |
| JP5549111B2 JP5549111B2 (ja) | 2014-07-16 |
Family
ID=41582725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009115525A Expired - Fee Related JP5549111B2 (ja) | 2008-05-22 | 2009-05-12 | 化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5549111B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112105667A (zh) * | 2018-05-11 | 2020-12-18 | 株式会社可乐丽 | 聚氨酯的改性方法、聚氨酯、抛光垫及抛光垫的改性方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11073187B2 (en) * | 2019-03-29 | 2021-07-27 | Advics Co., Ltd. | Brake pad and under-layer material composition |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02138364A (ja) * | 1988-11-18 | 1990-05-28 | Japan Carlit Co Ltd:The | 高分子固体電解質及びその製造法 |
| JP2003100682A (ja) * | 2001-09-25 | 2003-04-04 | Jsr Corp | 半導体ウエハ用研磨パッド |
| JP2005068175A (ja) * | 2003-08-21 | 2005-03-17 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2005340795A (ja) * | 2004-04-28 | 2005-12-08 | Jsr Corp | 化学機械研磨パッド、その製造方法及び半導体ウエハの化学機械研磨方法 |
| JP2006111700A (ja) * | 2004-10-14 | 2006-04-27 | Jsr Corp | 研磨パッド |
| US20060148391A1 (en) * | 2000-12-01 | 2006-07-06 | Koichi Ono | Polishing pad and cushion layer for polishing pad |
| JP2007049197A (ja) * | 2006-10-31 | 2007-02-22 | Jsr Corp | 研磨パッド用組成物及びこれを用いた研磨パッド |
| WO2007024464A1 (en) * | 2005-08-19 | 2007-03-01 | Cabot Microelectronics Corporation | Surface textured microporous polishing pads |
| WO2007034980A1 (ja) * | 2005-09-22 | 2007-03-29 | Kuraray Co., Ltd. | 高分子材料、それから得られる発泡体及びこれらを用いた研磨パッド |
| JP2007326217A (ja) * | 2007-09-03 | 2007-12-20 | Jsr Corp | 研磨パッド |
-
2009
- 2009-05-12 JP JP2009115525A patent/JP5549111B2/ja not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02138364A (ja) * | 1988-11-18 | 1990-05-28 | Japan Carlit Co Ltd:The | 高分子固体電解質及びその製造法 |
| US20060148391A1 (en) * | 2000-12-01 | 2006-07-06 | Koichi Ono | Polishing pad and cushion layer for polishing pad |
| JP2003100682A (ja) * | 2001-09-25 | 2003-04-04 | Jsr Corp | 半導体ウエハ用研磨パッド |
| JP2005068175A (ja) * | 2003-08-21 | 2005-03-17 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2005340795A (ja) * | 2004-04-28 | 2005-12-08 | Jsr Corp | 化学機械研磨パッド、その製造方法及び半導体ウエハの化学機械研磨方法 |
| JP2006111700A (ja) * | 2004-10-14 | 2006-04-27 | Jsr Corp | 研磨パッド |
| WO2007024464A1 (en) * | 2005-08-19 | 2007-03-01 | Cabot Microelectronics Corporation | Surface textured microporous polishing pads |
| JP2009504426A (ja) * | 2005-08-19 | 2009-02-05 | キャボット マイクロエレクトロニクス コーポレイション | 表面織り目加工微小孔性研磨パッド |
| WO2007034980A1 (ja) * | 2005-09-22 | 2007-03-29 | Kuraray Co., Ltd. | 高分子材料、それから得られる発泡体及びこれらを用いた研磨パッド |
| JP2007049197A (ja) * | 2006-10-31 | 2007-02-22 | Jsr Corp | 研磨パッド用組成物及びこれを用いた研磨パッド |
| JP2007326217A (ja) * | 2007-09-03 | 2007-12-20 | Jsr Corp | 研磨パッド |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112105667A (zh) * | 2018-05-11 | 2020-12-18 | 株式会社可乐丽 | 聚氨酯的改性方法、聚氨酯、抛光垫及抛光垫的改性方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5549111B2 (ja) | 2014-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5347524B2 (ja) | 化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 | |
| JP5725300B2 (ja) | 研磨層形成用組成物、ならびに化学機械研磨用パッドおよびそれを用いた化学機械研磨方法 | |
| TWI403387B (zh) | 高分子材料、由它得到之發泡體及使用它之研磨墊 | |
| WO2016067588A1 (ja) | 研磨層用非多孔性成形体,研磨パッド及び研磨方法 | |
| CN101681825A (zh) | 金属膜抛光用垫和使用该金属膜抛光用垫的金属膜的抛光方法 | |
| TWI802694B (zh) | 硏磨墊及硏磨墊之改質方法 | |
| JP5549111B2 (ja) | 化学機械研磨パッドの研磨層形成用組成物、化学機械研磨パッドおよび化学機械研磨方法 | |
| US20240383097A1 (en) | Polishing pad | |
| WO2021117834A1 (ja) | ポリウレタン、研磨層、研磨パッド及び研磨方法 | |
| EP4410478A1 (en) | Thermoplastic polyurethane for polishing layer, polishing layer, and polishing pad | |
| JP7621860B2 (ja) | 研磨パッド及び研磨パッドの製造方法 | |
| WO2022210037A1 (ja) | 研磨パッド及び研磨パッドの製造方法 | |
| US20240375239A1 (en) | Polishing pad | |
| JP7733464B2 (ja) | 研磨パッド及び研磨パッドの製造方法 | |
| JP2023146016A (ja) | 研磨パッド及び研磨パッドの製造方法 | |
| IL314429A (en) | The polishing layer, the polishing pad, a method for producing the polishing pad and the polishing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120213 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140505 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5549111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |