JP2009293531A - 吸音材及び吸音ダクトシステム - Google Patents
吸音材及び吸音ダクトシステム Download PDFInfo
- Publication number
- JP2009293531A JP2009293531A JP2008148635A JP2008148635A JP2009293531A JP 2009293531 A JP2009293531 A JP 2009293531A JP 2008148635 A JP2008148635 A JP 2008148635A JP 2008148635 A JP2008148635 A JP 2008148635A JP 2009293531 A JP2009293531 A JP 2009293531A
- Authority
- JP
- Japan
- Prior art keywords
- sound absorbing
- absorbing material
- sound
- duct
- nonwoven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
【解決手段】 山部と谷部を有する襞折状とした多孔性シート材を、隣接する襞の表面が互いに接触するようにして板状の吸音材を構成する。襞折の山部の近傍部において、隣接する襞の表面が互いに接触するようにすることが好ましく、襞の表面が互いに接触する状態を保持できるように、多孔性シート材の端部に枠を一体化したり、襞折り方向と交わる方向に延びる樹脂条帯を吸音材の表面に接着したりすることが好ましい。
【選択図】 図1
Description
チャンバー本体3は周知の合成樹脂製ダクトの製造方法、例えば、ブロー成形、射出成形などにより成形される。吸音材2の配置固定を容易にするために、半割れ状に形成された一対の半割れ部材を射出成形などにより成形して、吸音材2を内部に配置・固定した後に、接着や溶着などの接合手段により半割体を一体化してチャンバーを完成することが好ましい。
本発明においては、不織布の厚みtと襞折の山部間隔d(や後述する襞折の形状)を調整して、吸音材2を構成する不織布の隣接する襞の表面が互いに接触するようにしたので、吸音材2全体としての吸音性能を高めることができ、また、吸音材2として十分な保形性能を持たせることができる。
不織布素材等の吸音材を用いた吸音構造においては、通常、ダクトシステム内を音波が伝播しようとする際には、その圧力変動によって、空気が吸音材の内部へ出入りして、エネルギーの消散がおこることで吸音作用が生ずると考えられるが、その吸音性能は、主に不織布そのものの通気特性やいわゆる背後空気層の大きさなどにより決定される。そのため、吸音材の設置スペースが制限されている場合などには、不織布の吸音特性(通気特性)を直接変更して吸音性能を調整する必要が生じ、特性の異なる不織布を別途調製して吸音材の特性の変更を行う必要があった。これは、特に特許文献2に記載の吸音壁構造などにおいて顕著であり、吸音性能の調整が難しかった。
2 吸音材
21 山部
22 谷部
3 チャンバー本体
31,32 ダクト部
33 拡径部(チャンバー)
4 樹脂条帯
5 枠体
6,7,8 吸音材
61、71、81 山部
62、72、82 谷部
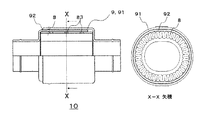
9 ダクト本体
10 吸音ダクト
Claims (5)
- 空気を通流するダクトシステム内に収容保持される吸音材であって、
山部と谷部を有する襞折状とした多孔性シート材を、隣接する襞の表面が互いに接触するようにして構成したことを特徴とする吸音材。 - 通流する空気に吸音材が面する側の山部の近傍部において、隣接する襞の表面が互いに接触するようにしたことを特徴とする請求項1に記載の吸音材。
- 隣接する襞の表面が互いに接触する状態となるように、多孔性シート材の端部に枠を一体化したことを特徴とする請求項1又は請求項2に記載の吸音材。
- 隣接する襞の表面が互いに接触する状態となるように、襞折り方向と交わる方向に延びる樹脂条帯を吸音材の表面に接着したことを特徴とする請求項1又は請求項2に記載の吸音材。
- 請求項1ないし請求項4のいずれかに記載の吸音材を、その内部に収容配置したダクトシステム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008148635A JP2009293531A (ja) | 2008-06-05 | 2008-06-05 | 吸音材及び吸音ダクトシステム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008148635A JP2009293531A (ja) | 2008-06-05 | 2008-06-05 | 吸音材及び吸音ダクトシステム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009293531A true JP2009293531A (ja) | 2009-12-17 |
Family
ID=41541913
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008148635A Pending JP2009293531A (ja) | 2008-06-05 | 2008-06-05 | 吸音材及び吸音ダクトシステム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009293531A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010002147A (ja) * | 2008-06-23 | 2010-01-07 | Tigers Polymer Corp | 通気ダクト |
| JP2012193691A (ja) * | 2011-03-17 | 2012-10-11 | Sekiso:Kk | 吸気ダクト |
| JP2014201271A (ja) * | 2013-04-09 | 2014-10-27 | ヤンマー株式会社 | 船舶用空調装置 |
| CN105122349A (zh) * | 2013-02-11 | 2015-12-02 | 费德罗-莫格尔动力系公司 | 增强的质轻的基布的声音吸收体 |
| CN106110787A (zh) * | 2015-05-07 | 2016-11-16 | 泰贺斯聚合物股份有限公司 | 空气滤清器 |
| WO2017216823A1 (ja) * | 2016-06-14 | 2017-12-21 | タイガースポリマー株式会社 | 通気ダクト |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07163817A (ja) * | 1993-10-21 | 1995-06-27 | Toyobo Co Ltd | 嵩高エレクトレットフィルター及びそのフィルターユニット |
| JP2002361014A (ja) * | 2001-06-08 | 2002-12-17 | Japan Vilene Co Ltd | ケミカルフィルタ |
| JP2006138927A (ja) * | 2004-11-10 | 2006-06-01 | Shikoku Tohcello Co Ltd | 吸音材、吸音材料、吸音ダクトおよび音響装置 |
-
2008
- 2008-06-05 JP JP2008148635A patent/JP2009293531A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07163817A (ja) * | 1993-10-21 | 1995-06-27 | Toyobo Co Ltd | 嵩高エレクトレットフィルター及びそのフィルターユニット |
| JP2002361014A (ja) * | 2001-06-08 | 2002-12-17 | Japan Vilene Co Ltd | ケミカルフィルタ |
| JP2006138927A (ja) * | 2004-11-10 | 2006-06-01 | Shikoku Tohcello Co Ltd | 吸音材、吸音材料、吸音ダクトおよび音響装置 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010002147A (ja) * | 2008-06-23 | 2010-01-07 | Tigers Polymer Corp | 通気ダクト |
| JP2012193691A (ja) * | 2011-03-17 | 2012-10-11 | Sekiso:Kk | 吸気ダクト |
| CN105122349A (zh) * | 2013-02-11 | 2015-12-02 | 费德罗-莫格尔动力系公司 | 增强的质轻的基布的声音吸收体 |
| EP2954512A2 (en) * | 2013-02-11 | 2015-12-16 | Federal-Mogul Powertrain, Inc. | Enhanced, lightweight acoustic scrim absorber |
| JP2016513278A (ja) * | 2013-02-11 | 2016-05-12 | フェデラル−モーグル パワートレイン インコーポレイテッドFederal−Mogul Powertrain, Inc. | 向上された軽量のスクリム吸音材 |
| JP2014201271A (ja) * | 2013-04-09 | 2014-10-27 | ヤンマー株式会社 | 船舶用空調装置 |
| CN106110787A (zh) * | 2015-05-07 | 2016-11-16 | 泰贺斯聚合物股份有限公司 | 空气滤清器 |
| JP2016211406A (ja) * | 2015-05-07 | 2016-12-15 | タイガースポリマー株式会社 | エアクリーナ |
| CN106110787B (zh) * | 2015-05-07 | 2019-10-01 | 泰贺斯聚合物股份有限公司 | 空气滤清器 |
| WO2017216823A1 (ja) * | 2016-06-14 | 2017-12-21 | タイガースポリマー株式会社 | 通気ダクト |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009293531A (ja) | 吸音材及び吸音ダクトシステム | |
| JP6642253B2 (ja) | 内燃機関のエアクリーナ | |
| US8485153B2 (en) | Air intake apparatus | |
| JP5934709B2 (ja) | 吸気ダクト | |
| JP6720819B2 (ja) | 吸気系部品 | |
| WO1999053188A1 (fr) | Conduit d'aspiration | |
| JP6449095B2 (ja) | 通気ダクト | |
| KR20100035112A (ko) | 매트 제품, 매트 제품을 제조하는 방법, 배기 가스 처리 장치 및 소음 장치 | |
| JP6452540B2 (ja) | エアクリーナ | |
| US20180340499A1 (en) | Intake passage component for internal combustion engine | |
| US20040226772A1 (en) | Air intake apparatus | |
| JP2000073895A (ja) | 吸気管 | |
| JP3835117B2 (ja) | 吸気ダクト及びその製造方法 | |
| JP6737144B2 (ja) | プリクリーナ | |
| JP2002266715A (ja) | エアクリーナ | |
| JP3296928B2 (ja) | 吸音壁構造体 | |
| JP2010002147A (ja) | 通気ダクト | |
| JP5052453B2 (ja) | 通気ダクト | |
| JP5091741B2 (ja) | 消音ダクト | |
| JP2010048234A (ja) | 吸気ダクト | |
| JP2010053763A (ja) | ダクト | |
| JP4996535B2 (ja) | 吸音ダクト | |
| KR101979378B1 (ko) | 스플리터 및 이를 포함하는 소음기 | |
| JP2010275916A (ja) | 吸気ダクト | |
| WO2017216824A1 (ja) | エアクリーナ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111212 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120424 |