JP2009255149A - 非鉄金属成形体の製造方法 - Google Patents
非鉄金属成形体の製造方法 Download PDFInfo
- Publication number
- JP2009255149A JP2009255149A JP2008109491A JP2008109491A JP2009255149A JP 2009255149 A JP2009255149 A JP 2009255149A JP 2008109491 A JP2008109491 A JP 2008109491A JP 2008109491 A JP2008109491 A JP 2008109491A JP 2009255149 A JP2009255149 A JP 2009255149A
- Authority
- JP
- Japan
- Prior art keywords
- small convex
- mold
- preform
- convex portion
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 50
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 title claims abstract description 18
- 229910052751 metal Inorganic materials 0.000 title claims description 17
- 239000002184 metal Substances 0.000 title claims description 17
- 239000007769 metal material Substances 0.000 claims abstract description 15
- 238000005266 casting Methods 0.000 claims abstract description 12
- 238000000465 moulding Methods 0.000 claims description 14
- 229910000861 Mg alloy Inorganic materials 0.000 claims description 12
- 238000004512 die casting Methods 0.000 claims description 12
- 229910052782 aluminium Inorganic materials 0.000 claims description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 7
- 238000012545 processing Methods 0.000 claims description 6
- 229910000838 Al alloy Inorganic materials 0.000 claims description 5
- 229910001297 Zn alloy Inorganic materials 0.000 claims description 4
- 238000010119 thixomolding Methods 0.000 claims description 3
- 101001108245 Cavia porcellus Neuronal pentraxin-2 Proteins 0.000 claims description 2
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 2
- 239000000463 material Substances 0.000 description 32
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 17
- 239000011777 magnesium Substances 0.000 description 17
- 229910052749 magnesium Inorganic materials 0.000 description 16
- 238000009497 press forging Methods 0.000 description 12
- 239000000758 substrate Substances 0.000 description 9
- 238000005242 forging Methods 0.000 description 6
- 239000000956 alloy Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000012778 molding material Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000010273 cold forging Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- -1 ferrous metals Chemical class 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K23/00—Making other articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
Abstract
【解決手段】凹部31を有する金型30a,30bを用いて非鉄金属材料を塑性加工して、凹部31に対応する形状の凸部12,13を有する成形体10を成形する方法である。略板状体からなり、該板状体の少なくとも一方の面のうち凹部31に対応する位置に小凸部22a,22bを有する予備成形体20を鋳造法によって成形する。次に、小凸部22a,22bが凹部31に対向するように、予備成形体20を金型30aに設置し、金型30aによって予備成形体20を塑性加工する。
【選択図】図3
Description
略板状体からなり、該板状体の少なくとも一方の面のうち前記凹部に対応する位置に小凸部を有する予備成形体を鋳造法によって成形し、
前記予備成形体の平面視での前記小凸部の形成位置が前記金型の前記凹部に対向するように、該予備成形体を該金型に設置し、該金型によって該予備成形体を塑性加工して、該小凸部を該凹部内に塑性流動させ、該凹部に対応する形状の凸部を有する成形体を成形することを特徴とする非鉄金属成形体の製造方法を提供するものである。
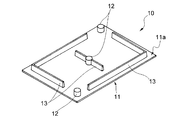
マグネシウム合金(AM60)からなる図1に示す成形体10を、ダイカスト鋳造法で製造した図2に示す予備成形体20を用い、プレス鍛造によって成形した。図3に示す第1の金型30aとして、目的とする成形体10におけるボス12の下端での直径が3mm、高さが3mm、側面の傾斜角が87度となり、リブ13の下端での幅が0.7mm、高さが3mm、側面の傾斜角が87度となるように設計したものを用いた。予備成形体20に関しては、平板部21の厚みは0.5mmとした。第1の面21a側に形成されている第1の小凸部22aの平面視での直径は4.8mm、高さは1.5mmとした(体積は46.0mm3)。第1の面21a側に形成されている第2の小凸部22bは、直径2.0mm、高さ5.0mmの半円柱を横臥させた形状のものとした(体積は47.1mm3)。第2の面側に形成されている第1の小凸部の平面視での直径は5.1mm、高さは1.4mmとした(体積は49.2mm3)。第2の面側に形成されている第2の小凸部は、直径2.4mm、高さ5.0mmの半円柱を横臥させた形状のものとした(体積は67.9mm3)。予備成形体20における小凸部の体積は、対応する第1の金型30a凹部の体積の78%とした。
・第1の金型30aの温度:300℃
・第2の金型30bの温度:300℃
・成形荷重:約530N/mm2
・成形速度:10mm/秒
・下死点での停止時間:5秒
金型30a,30bの温度をそれぞれ350(実施例2)及び400℃(実施例3)とする以外は、実施例1と同様にして成形体10を得た。得られた成形体について、実施例1と同様の評価を行った。その結果を表1に示す。
実施例1で用いた予備成形体20に代えて、これと同材質の平板状圧延材(厚み0.5mm)を用いる以外は、実施例1と同様にして成形体10を得た。得られた成形体について、実施例1と同様の評価を行った。その結果を表1に示す。

11 基板
12 ボス
13 リブ
20 予備成形体
21 平板部
21a 第1の面
22a 第1小凸部
22b 第2小凸部
30a 第1の金型
30b 第2の金型
31 凹部
Claims (11)
- 凹部を有する金型を用いて非鉄金属材料を塑性加工して、該凹部に対応する形状の凸部を有する成形体を成形する非鉄金属成形体の製造方法において、
略板状体からなり、該板状体の少なくとも一方の面のうち前記凹部に対応する位置に小凸部を有する予備成形体を鋳造法によって成形し、
前記予備成形体の平面視での前記小凸部の形成位置が前記金型の前記凹部に対向するように、該予備成形体を該金型に設置し、該金型によって該予備成形体を塑性加工して、該小凸部を該凹部内に塑性流動させ、該凹部に対応する形状の凸部を有する成形体を成形することを特徴とする非鉄金属成形体の製造方法。 - 前記鋳造法がダイカスト鋳造法又はチクソモールディング法である請求項1記載の製造方法。
- 前記小凸部が前記金型の前記凹部に対向するように、前記予備成形体を前記金型に設置するか、又は前記小凸部が形成されている面と反対側の面における前記予備成形体の平面視での該小凸部の形成位置が前記金型の前記凹部に対向するように、前記予備成形体を前記金型に設置する請求項1又は2記載の製造方法。
- 前記予備成形体の各面における同位置に、同一の又は異なる形状の小凸部を形成した請求項1又は2記載の製造方法。
- 前記予備成形体における前記小凸部が形成された側を、前記金型の凹部に対向させ、該凹部に対向する該小凸部の一部又は全体を該凹部に嵌挿させて、該予備成形体を塑性加工する請求項1ないし4のいずれかに記載の製造方法。
- 前記小凸部はその縦断面が角部を有さない形状である請求項1ないし5のいずれかに記載の製造方法。
- 前記非鉄金属材料が、マグネシウム合金、アルミニウム合金、亜鉛合金又は銅合金である請求項1ないし6のいずれかに記載の製造方法。
- 前記非鉄金属材料が、アルミニウムを1〜10重量%含むマグネシウム合金である請求項7記載の製造方法。
- 前記マグネシウム合金が、AM60、AM50、AM30、AM20、AZ91、AZ61又はAZ31である請求項8に記載の製造方法。
- 前記塑性加工を100〜400℃で行う請求項1ないし9のいずれかに記載の製造方法。
- 請求項1ないし10のいずれかに記載の製造方法によって製造された非鉄金属成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008109491A JP2009255149A (ja) | 2008-04-18 | 2008-04-18 | 非鉄金属成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008109491A JP2009255149A (ja) | 2008-04-18 | 2008-04-18 | 非鉄金属成形体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009255149A true JP2009255149A (ja) | 2009-11-05 |
Family
ID=41383257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008109491A Pending JP2009255149A (ja) | 2008-04-18 | 2008-04-18 | 非鉄金属成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009255149A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106513622A (zh) * | 2016-11-10 | 2017-03-22 | 无锡市明盛强力风机有限公司 | 一种am50镁合金的真空压铸工艺 |
| KR20180063996A (ko) * | 2016-12-05 | 2018-06-14 | 주식회사 엠에스 오토텍 | 이종 금속간 성형효율이 향상된 다이캐스팅 장치 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6297724A (ja) * | 1985-10-24 | 1987-05-07 | Toyota Motor Corp | 位置決め用凹凸形状の成形方法 |
| JPH0455034A (ja) * | 1990-06-26 | 1992-02-21 | Kobe Steel Ltd | 精密鍛造法 |
| JPH07195135A (ja) * | 1993-12-29 | 1995-08-01 | Odashima Kibutsu Seisakusho:Kk | 金属製魔法瓶の製造方法 |
| JPH07227639A (ja) * | 1993-12-24 | 1995-08-29 | Nissan Motor Co Ltd | 鍛造品の製造方法 |
| JP2001047171A (ja) * | 1999-08-06 | 2001-02-20 | Nippon Light Metal Co Ltd | 隆起部をもつ薄板状アルミニウム鍛造製品の製造方法 |
| JP2003039130A (ja) * | 2001-07-30 | 2003-02-12 | Hitachi Metals Ltd | 軽合金製薄肉成形体の製造方法および軽合金製薄肉成形体 |
| JP2003268513A (ja) * | 2002-03-12 | 2003-09-25 | Takata Corp | マグネシウム合金の成形方法 |
-
2008
- 2008-04-18 JP JP2008109491A patent/JP2009255149A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6297724A (ja) * | 1985-10-24 | 1987-05-07 | Toyota Motor Corp | 位置決め用凹凸形状の成形方法 |
| JPH0455034A (ja) * | 1990-06-26 | 1992-02-21 | Kobe Steel Ltd | 精密鍛造法 |
| JPH07227639A (ja) * | 1993-12-24 | 1995-08-29 | Nissan Motor Co Ltd | 鍛造品の製造方法 |
| JPH07195135A (ja) * | 1993-12-29 | 1995-08-01 | Odashima Kibutsu Seisakusho:Kk | 金属製魔法瓶の製造方法 |
| JP2001047171A (ja) * | 1999-08-06 | 2001-02-20 | Nippon Light Metal Co Ltd | 隆起部をもつ薄板状アルミニウム鍛造製品の製造方法 |
| JP2003039130A (ja) * | 2001-07-30 | 2003-02-12 | Hitachi Metals Ltd | 軽合金製薄肉成形体の製造方法および軽合金製薄肉成形体 |
| JP2003268513A (ja) * | 2002-03-12 | 2003-09-25 | Takata Corp | マグネシウム合金の成形方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106513622A (zh) * | 2016-11-10 | 2017-03-22 | 无锡市明盛强力风机有限公司 | 一种am50镁合金的真空压铸工艺 |
| KR20180063996A (ko) * | 2016-12-05 | 2018-06-14 | 주식회사 엠에스 오토텍 | 이종 금속간 성형효율이 향상된 다이캐스팅 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103415360B (zh) | 向后冷挤压锻造用冲头和锻造装置 | |
| CN103282531B (zh) | 制动活塞用毛坯的制造方法 | |
| JP2008173687A (ja) | 鍛造成形品およびその製造方法 | |
| WO2016147674A1 (ja) | 鍛造クランク軸の製造方法 | |
| CN101850396B (zh) | 具有内凸微结构的金属薄壳件两道次冲锻成形方法 | |
| JP2009255149A (ja) | 非鉄金属成形体の製造方法 | |
| JP2016215233A (ja) | 鍛造クランク軸の製造方法 | |
| JP2004337935A (ja) | マグネシウム合金部品とその製造方法および金型 | |
| JP2007052616A (ja) | 電子機器用筐体およびその製造方法 | |
| JP2016215234A (ja) | 鍛造クランク軸の製造方法 | |
| CN110539797B (zh) | 车辆用支承结构体及其制造方法 | |
| JP4666659B2 (ja) | マグネシウム合金製鍛造薄肉筐体およびその製造方法 | |
| JP6112226B2 (ja) | プレス成形方法、及びプレス成形部品の製造方法 | |
| JP2008212981A (ja) | マグネシウム及びマグネシウム合金構造体及びその製造方法 | |
| JP2006043770A (ja) | 成形品製造方法、鍛造用金型、成形品、および鍛造生産システム | |
| WO2009142061A1 (ja) | 鍛造用金型および鍛造方法 | |
| JP4843302B2 (ja) | 鍛造成形品、その製造方法および鍛造用金型 | |
| JP2004351485A (ja) | 金属の加工法および加工成形品 | |
| JPWO2005061151A1 (ja) | 部材の成形方法、バルブガイド及びその成形方法、筒状部材の成形方法 | |
| KR101741543B1 (ko) | 디프렌셜 어셈블리의 디프렌셜 커버 제조방법 | |
| JP5170717B1 (ja) | ダイカスト金型用入子及びダイカスト金型 | |
| JP2010247783A (ja) | 摺動受け部材およびその製造方法並びに製造装置 | |
| JP4683900B2 (ja) | 鍛造製品の製造方法 | |
| JP3929033B2 (ja) | マグネシウム合金部品とその製造方法 | |
| JP2004098112A (ja) | 鍛造ピストンおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120321 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120521 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120828 |