JP2009240073A - 同期電動機およびその製造方法 - Google Patents
同期電動機およびその製造方法 Download PDFInfo
- Publication number
- JP2009240073A JP2009240073A JP2008083492A JP2008083492A JP2009240073A JP 2009240073 A JP2009240073 A JP 2009240073A JP 2008083492 A JP2008083492 A JP 2008083492A JP 2008083492 A JP2008083492 A JP 2008083492A JP 2009240073 A JP2009240073 A JP 2009240073A
- Authority
- JP
- Japan
- Prior art keywords
- core
- stator
- inner core
- synchronous motor
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
【解決手段】 固定子コアの内コアの連結部を、内コアの内径側へ凸形状に構成し、内コア、外コアをモールド固着後、旋盤等にて切除することにより、連結部への磁束の漏れが無くなり、高トルク、高出力化を阻害する要因を排除する。また、製造工程においても、モールド固着工程で固定子コアの内コアと外コアを一体に保持できることから、固定子コアの取扱いが容易になり、作業効率が改善される。
【選択図】 図1
Description
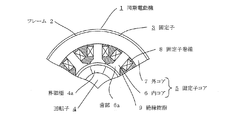
図4は、従来の同期電動機の要部を示す部分正断面図である。
図4において、1は同期電動機、2は同期電動機の例えば円筒状のフレーム、3は前記フレームの内部に焼嵌めや接着で固着された円筒状の固定子、4は前記固定子3の内部に配置された回転子で、例えば、表面に永久磁石からなる界磁極4a(ポール)を有している。5は前記固定子3を構成する固定子コアで、放射状に設けられた複数の歯部6aからなる内コア6と、前記内コア6の外周部に嵌合固着されたリング状の外コア7とで構成されている。8は前記外コア7を前記内コア6に嵌合固着する前に、前記内コア6の歯部6aに装着された固定子巻線、9は前記外コアの内部において隣り合う歯部との間に形成された空間(スロット)内にモールドされた絶縁樹脂である。
このような同期電動機1においては、前記内コア6は、前記歯部6aに外周部側から固定子巻線8を巻装するために、あるいは固定子巻線8を装着した図示しないボビンを装着するために、内コア6の外周部には、歯部6a間に開口部を設けている。また、前記内コア6の内周部には、歯部が個々に分割されないように、製作の容易さを考慮して隣り合う歯部6aどおしを連結する連結部6bを設けている(例えば、特許文献1参照)。
(2)また、図6に示すように、各歯部6aを分割して構成した固定子コア構造の場合、連結部がないため、上記磁束の漏れの影響が極めて少なく、同期電動機の効率を低下させることはない。しかしながら、複数の歯部6aそれぞれが完全に独立して構成されるので、各歯部6aの円周方向の位置決め精度等の制約が出来、製造工程が複雑化し、作業効率が非常に悪い。
本発明は、このような問題点に解決するためのなされたもので、電動機の効率を低下させることなく、かつ製造工程を簡易化することができる同期電動機、およびその製造方法を提供することを目的とするものである。
請求項1に記載の同期電動機の発明は、固定子と回転子を備え、前記固定子は、放射状に設けられた複数の歯部からなる内コアと、前記内コアの外周部に嵌合固着されたリング状の外コアとからなる固定子コアと、前記内コアの歯部に装着された固定子巻線と、
前記外コアの内部において隣り合う歯部との間に形成された空間内にモールドされた絶縁樹脂とを備えて構成され、前記回転子は、前記固定子コアの内部に、空隙を介して配置されるとともに、回転子の表面に永久磁石を配置して構成された同期電動機において、前記固定子は、前記内コアの内周部に、それぞれの歯部を繋ぐ連結部を設けるとともに、前記連結部を、少なくとも一部が内コアの内周面から前記回転子の中心部方向へ向かって突出する凸部形状で構成し、前記内コアの前記歯部にコイルを装着し、前記コイルが装着された前記内コアの外周部に、前記外コアを嵌合固定して固定子コアを形成するとともに、絶縁樹脂で固定子鉄心をモールドし、かつ、前記絶縁樹脂でモールドされている前記内コアの凸部を切除して構成されていることを特徴とするものである。
請求項2に記載の発明は、前記凸部の形状が、矩形状であることを特徴とするものである。
請求項3に記載の発明は、前記凸部の形状が、三角形状であることを特徴とするものである。
請求項4に記載の発明は、前記凸部の形状が、円弧形状であることを特徴とするものである。
請求項5に記載の発明は、前記内コアの連結部が全て切除されていることを特徴とするものである。
請求項6に記載の発明は、前記内コアの連結部が、一部が僅かに残されて切除されていることを特徴とするものである。
請求項7に記載の同期電動機の製造方法の発明は、固定子と回転子を備え、前記固定子は、放射状に設けられた複数の歯部からなる内コアと、前記内コアの外周部に嵌合固着されたリング状の外コアとからなる固定子コアと、前記内コアの歯部に装着された固定子巻線と、前記外コアの内部において隣り合う歯部との間に形成された空間内にモールドされた絶縁樹脂とを備えて構成され、前記回転子は、前記固定子コアの内部に、エアーギャップを介して配置されるとともに、回転子の表面に永久磁石を配置して構成された同期電動機の製造方法において、前記内コアの内周部に、それぞれの歯部を繋ぐ連結部を設けるとともに、前記連結部を、少なくとも一部が内コアの内周面から前記回転子の中心部方向へ向かって突出する凸部形状で構成し、前記内コアの前記歯部にコイルを装着し、前記コイルを装着した後、前記内コアの外周部に、前記外コアを嵌合固定して固定子コアを形成するとともに、絶縁樹脂で固定子鉄心をモールドし、かつ、前記絶縁樹脂でモールドされている前記内コアの凸部を切除することを特徴とするものである。
請求項1から5に記載の発明によると、固定子内コア部において、隣り合う歯部の連結部を残さずに切除することから、隣り合う歯部間が磁気的に絶縁されるため、連結部による漏れ磁束の影響が極めて少なくなり、同期電動機を高効率化することができる。また、各歯部を分割し構成した固定子コア構造の場合と比較して、構成部品が少なくでき、モールド固着工程で固定子鉄心の内コア、外コアを一体に保持できることから、固定子コアの取扱いが容易になり、固定子の製造を容易にすることが可能となる。
請求項6に記載の発明によると、内コアの隣り合う歯部の連結部を僅かに残して切除することから、連結部による漏れ磁束の影響が非常に少なくなり、かつ固定子内コアの内周面を連続したものとすることによって、万一、歯部6a間の絶縁樹脂9が経年劣化をしたとしても、歯部6aの内径側の先端間は、僅かに残した連結部6bによって閉じられているので、劣化した絶縁樹脂が剥離して固定子と回転子との空隙内に入り込むことを防ぐことができる。
請求項7に記載の同期電動機の製造方法の発明によると、内コアの隣り合う歯部間の連結部を残さずに、あるいは僅かに残して切除することから、隣り合う歯部間の連結部による漏れ磁束の影響が非常に少ない高効率の同期電動機を製造することができる。
固定子コア5の内コア6は、連結部6bに、内径側に向かう凸部6cを設けて、プレス等で帯状鋼板から打ち抜かれる。
固定子製造工程において、内コア6の歯部6aに固定子巻線8を巻装し、外コア7を、固定子巻線8を巻装した内コア6に焼き嵌めする。あるいは、圧入や接着などで嵌め合わせる。その後、絶縁樹脂9にて内コア6と外コア7をモールド固着し、内コア6の凸部6cを、図2の様に、旋盤等で完全に切削し、回転子4を、固定子3の内部に配置することができるようにする。
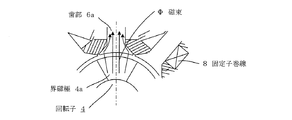
本発明が従来技術と異なる部分は、隣り合う歯部12の連結部6bに、内径側に向かう凸部6cを設け、固定子コア5の内コア6と外コア7を、絶縁樹脂9でモールド固着後、凸部6cを切削し固定子3を製造する点である。
このようにすることにより、連結部6bへの磁束φの漏れが無くなり、高トルク、高出力化を阻害する要因を排除することができる。また、製造工程においても、モールド固着工程で固定子コア5の内コア6と外コア7を一体に保持できることから、固定子コア5の取扱いが容易になり、作業効率を改善することができる。
なお、前記凸部6cの形状は、矩形状でも、三角形状でも、あるいは円弧形状でもよい。
また、前記凸部6cは、前記連結部6bを僅かに残して切除してもよい。この場合でも、連結部6bへの磁束の漏れを極めて僅かにする効果を得て、固定子コア5の取扱いを容易して作業効率を改善することができる。さらに、万一、歯部6a間の絶縁樹脂9が経年劣化をしたとしても、歯部6aの内径側の先端間は、僅かに残した連結部6bによって閉じられているので、劣化した絶縁樹脂が剥離して固定子と回転子との空隙内に入り込むのを防ぐことができる。
2 フレーム
3 固定子
4 回転子
5 固定子コア
6 内コア
6a 歯部
6b 連結部
6c 凸部
7 外コア
8 固定子巻線
9 絶縁樹脂
φ 磁束
Claims (7)
- 固定子と回転子を備え、
前記固定子は、
放射状に設けられた複数の歯部からなる内コアと、前記内コアの外周部に嵌合固着されたリング状の外コアとからなる固定子コアと、
前記内コアの歯部に装着された固定子巻線と、
前記外コアの内部において隣り合う歯部との間に形成された空間内にモールドされた絶縁樹脂とを備えて構成され、
前記回転子は、前記固定子コアの内部に、空隙を介して配置されるとともに、回転子の表面に永久磁石を配置して構成された同期電動機において、
前記固定子は、
前記内コアの内周部に、それぞれの歯部を繋ぐ連結部を設けるとともに、前記連結部を、少なくとも一部が内コアの内周面から前記回転子の中心部方向へ向かって突出する凸部形状で構成し、
前記内コアの前記歯部にコイルを装着し、
前記コイルが装着された前記内コアの外周部に、前記外コアを嵌合固定して固定子コアを形成するとともに、絶縁樹脂で固定子鉄心をモールドし、かつ、前記絶縁樹脂でモールドされている前記内コアの凸部を切除して構成されていることを特徴とする同期電動機。 - 前記凸部の形状が、矩形状であることを特徴とする請求項1に記載の同期電動機。
- 前記凸部の形状が、三角形状であることを特徴とする請求項1に記載の同期電動機。
- 前記凸部の形状が、円弧形状であることを特徴とする請求項1に記載の同期電動機。
- 前記内コアは、連結部が全て切除されていることを特徴とする請求項1に記載の同期電動機。
- 前記内コアは、連結部が、一部が僅かに残されて切除されていることを特徴とする請求項1に記載の同期電動機。
- 固定子と回転子を備え、
前記固定子は、
放射状に設けられた複数の歯部からなる内コアと、前記内コアの外周部に嵌合固着されたリング状の外コアとからなる固定子コアと、
前記内コアの歯部に装着された固定子巻線と、
前記外コアの内部において隣り合う歯部との間に形成された空間内にモールドされた絶縁樹脂とを備えて構成され、
前記回転子は、前記固定子コアの内部に、エアーギャップを介して配置されるとともに、回転子の表面に永久磁石を配置して構成された同期電動機の製造方法において、
前記内コアの内周部に、それぞれの歯部を繋ぐ連結部を設けるとともに、前記連結部を、少なくとも一部が内コアの内周面から前記回転子の中心部方向へ向かって突出する凸部形状で構成し、
前記内コアの前記歯部にコイルを装着し、
前記コイルを装着した後、前記内コアの外周部に、前記外コアを嵌合固定して固定子コアを形成するとともに、絶縁樹脂で固定子鉄心をモールドし、かつ、前記絶縁樹脂でモールドされている前記内コアの凸部を切除することを特徴とする同期電動機の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008083492A JP2009240073A (ja) | 2008-03-27 | 2008-03-27 | 同期電動機およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008083492A JP2009240073A (ja) | 2008-03-27 | 2008-03-27 | 同期電動機およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009240073A true JP2009240073A (ja) | 2009-10-15 |
| JP2009240073A5 JP2009240073A5 (ja) | 2011-09-15 |
Family
ID=41253353
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008083492A Pending JP2009240073A (ja) | 2008-03-27 | 2008-03-27 | 同期電動機およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009240073A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015173555A (ja) * | 2014-03-12 | 2015-10-01 | セイコーエプソン株式会社 | モーター及びロボット |
| JP2019080470A (ja) * | 2017-10-27 | 2019-05-23 | トヨタ自動車株式会社 | レゾルバステータ |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002204560A (ja) * | 2001-01-05 | 2002-07-19 | Nsk Ltd | ブラシレスモータ |
| JP2006254617A (ja) * | 2005-03-11 | 2006-09-21 | Aisin Seiki Co Ltd | モータの積層コア |
-
2008
- 2008-03-27 JP JP2008083492A patent/JP2009240073A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002204560A (ja) * | 2001-01-05 | 2002-07-19 | Nsk Ltd | ブラシレスモータ |
| JP2006254617A (ja) * | 2005-03-11 | 2006-09-21 | Aisin Seiki Co Ltd | モータの積層コア |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015173555A (ja) * | 2014-03-12 | 2015-10-01 | セイコーエプソン株式会社 | モーター及びロボット |
| JP2019080470A (ja) * | 2017-10-27 | 2019-05-23 | トヨタ自動車株式会社 | レゾルバステータ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100624730B1 (ko) | 모터 | |
| US9935510B2 (en) | Axial-type rotary electric machine | |
| JP2008187778A (ja) | 永久磁石埋込型モータの回転子及び送風機及び圧縮機 | |
| US20070200450A1 (en) | Stator of motor | |
| JP2007259541A (ja) | 永久磁石式電動機 | |
| JP5313935B2 (ja) | 回転電機の固定子の製造方法および回転電機の固定子 | |
| JP2011244674A (ja) | 分割型ステータ | |
| JP6641966B2 (ja) | 回転電機 | |
| JP2011147200A (ja) | モータの電機子 | |
| JP2006271142A (ja) | 回転機 | |
| JP2009100489A (ja) | スロットレス形回転電機 | |
| JP5771958B2 (ja) | ポンプ装置 | |
| JP2009240073A (ja) | 同期電動機およびその製造方法 | |
| JP2008236978A (ja) | クローポールモータ | |
| JP2008067528A (ja) | モータ | |
| JPWO2007123058A1 (ja) | モータ | |
| JP2003102135A (ja) | ギャップワインディングモータ | |
| JP5712852B2 (ja) | 回転電機固定子 | |
| JP2009296745A (ja) | 多極アキシャルギャップ型コンデンサ電動機とその製造方法 | |
| JP2008017645A (ja) | 永久磁石埋込型電動機 | |
| JP2005094959A (ja) | 永久磁石式回転電機 | |
| JP2006340496A (ja) | 回転電機のフレーム | |
| JP5531773B2 (ja) | 回転電機 | |
| TW201737596A (zh) | 軸流間隙型旋轉電機 | |
| JP4680875B2 (ja) | ステータコアの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110119 |
|
| A521 | Written amendment |
Effective date: 20110803 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120302 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120921 |
|
| A02 | Decision of refusal |
Effective date: 20130201 Free format text: JAPANESE INTERMEDIATE CODE: A02 |