JP2009210093A - 軸受装置 - Google Patents
軸受装置 Download PDFInfo
- Publication number
- JP2009210093A JP2009210093A JP2008056141A JP2008056141A JP2009210093A JP 2009210093 A JP2009210093 A JP 2009210093A JP 2008056141 A JP2008056141 A JP 2008056141A JP 2008056141 A JP2008056141 A JP 2008056141A JP 2009210093 A JP2009210093 A JP 2009210093A
- Authority
- JP
- Japan
- Prior art keywords
- oil
- bearing
- adjusting member
- hydraulic pressure
- bearing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Support Of The Bearing (AREA)
Abstract
【課題】 軸受予圧の増加を抑え発熱を小さくできて、主軸精度および主軸剛性の確保が可能な軸受装置を提供する。
【解決手段】 外周に油溝11を有する円筒状の隙間調整部材7を、ハウジング2の内周面に嵌合させ、前記隙間調整部材7の内周に、軸3を支持する転がり軸受4を嵌合させる。前記ハウジング2に、前記油溝11内に圧力油を供給する油路21を設ける。前記隙間調整部材7は、前記油溝11内に供給された圧力油の油圧によって内径面が弾性的に縮径し、前記転がり軸受4と隙間調整部材7との嵌め合い隙間の調整が可能なものとする。
【選択図】 図1
【解決手段】 外周に油溝11を有する円筒状の隙間調整部材7を、ハウジング2の内周面に嵌合させ、前記隙間調整部材7の内周に、軸3を支持する転がり軸受4を嵌合させる。前記ハウジング2に、前記油溝11内に圧力油を供給する油路21を設ける。前記隙間調整部材7は、前記油溝11内に供給された圧力油の油圧によって内径面が弾性的に縮径し、前記転がり軸受4と隙間調整部材7との嵌め合い隙間の調整が可能なものとする。
【選択図】 図1
Description
この発明は、工作機械主軸の支持等に用いられる多列転がり軸受などの軸受装置に関する。
一般に、工作機械主軸の支持に用いられる多列のアンギュラ玉軸受では、主軸回転精度および剛性を得るために予圧を与えた状態で使用される。主軸軸受の配列としては、図3(A)のような通常のDBセット(2列)とする場合のほかに、主軸剛性をより高めるために図3(B)のようなDTBTセット(4列)とする場合が多い。
工作機械主軸には高速回転で使用されるものが多い。そこで、工作機械主軸の支持に用いられる軸受の場合には、回転速度や軸受サイズを考慮して、内輪は数μm〜数十μmの締め代を持って主軸に嵌め合わされ、外輪は数μm〜十数μmの隙間でハウジングに嵌め合わされている。また、この場合の軸受には、組立状態において適度の予圧が与えられ、これにより主軸の振れ精度を抑えると共に主軸剛性を高めている。
なお、上記軸受に与えられる予圧は、主軸回転に伴う発熱および遠心力にによる内輪(および主軸)の膨張によって増加し、その増加割合は高速回転になるほど大きい。また、予圧が増加すると、軸受の発熱も大きくなる。通常、軸受の発熱は、軸受周り部品の熱容量に影響される部分もあって、内輪側の方が外輪側よりも高温となる。このため、軸受の発熱は軸受内部の隙間を減少させ、予圧増加につながる。
一方、軸受の外輪は、回転数増加・予圧増加に伴い温度が上がり、外径寸法がμm単位で膨張する。通常、外輪とハウジングとの隙間として数μm程度が設けられるが、高速回転時にはこの隙間が無くなり、隙間が無くなるとますます予圧が増大して行く。そのため、最悪時には、予圧過大となって軸受にダメージを与えることがある。
そこで、運転時の過大予圧を避けるため、高速回転で使用される主軸では、予め、外輪とハウジングとの隙間を、10数μmから大きい時は20数μmまで広げることで、運転時の予圧上昇・温度上昇を抑えるようにすることがある。
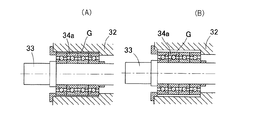
ここで問題となるのが、低速回転時の主軸剛性・主軸精度である。高速運転時には外輪膨張によりハウジングとの隙間がほぼ0となるが、例えば隙間が20数μmと大きい状態では主軸の精度やラジアル方向の剛性に影響を与えることがある。図4(A),(B)は、軸受外輪34aの外径面とハウジング32の内径面との隙間Gが小さい場合と大きい場合とを示す。この場合に、主軸先端に外力が加わると、図5(A),(B)のように主軸33のハウジング32に対する傾きに差が生じる。すなわち、隙間Gが小さい図4(A)の場合には、図5(A)のように主軸33の傾きも小さいが、隙間Gが大きい図4(B)の場合には、図5(B)のように主軸33の傾きも大きくなる。なお、図5では傾き量を誇張して示しており、実際の傾き量はμm単位ではあるが、隙間が大きいとそれだけ主軸33が傾く余地があることに変わりはない。
主軸のハウジングに対する傾き防止や予圧過大防止の対策として、一対の組合せアンギュラ玉軸受における一方の軸受の外輪とハウジングの内径面との隙間を最小限隙間とすると共に、他方の軸受の外輪とハウジングの内径面との隙間を大きくするようにしたものも提案されている(特許文献1)。
特開2002−34681号公報
しかし、特許文献1に開示の構造のものは、温度低下には効果があるものの、アンギュラ玉軸受の配列がDTBT配列(4列)ではないので主軸剛性を高める上で問題がある。
この発明の目的は、軸受予圧の増加を抑え発熱を小さくできて、主軸精度および主軸剛性の確保が可能な軸受装置を提供することである。
この発明の軸受装置は、外周に油溝を有する円筒状の隙間調整部材を、ハウジングの内周面に嵌合させ、前記隙間調整部材の内周に、軸を支持する転がり軸受を嵌合させ、前記ハウジングに、前記油溝内に圧力油を供給する油路を設け、前記隙間調整部材は、前記油溝内に供給された圧力油の油圧によって内径面が弾性的に縮径し前記転がり軸受と隙間調整部材との嵌め合い隙間の調整が可能なものとしている。
この軸受装置を、例えば工作機械の主軸装置に組み込む場合に、転がり軸受と隙間調整部材との嵌め合い隙間を高速運転時に対応した大きな隙間(例えば20μm)として組み立てる。主軸装置の停止状態では、隙間調整部材の油溝内に圧力を供給し、その圧油によって隙間調整部材の内径面を弾性的に縮径させ、転がり軸受と隙間調整部材との嵌め合い隙間を数μm程度に保っておく。主軸装置が所定の高速領域での運転となったとき、前記油溝への圧力油の供給を停止して隙間調整部材を縮径から解放する。これにより、転がり軸受と隙間調整部材の内径面との嵌め合い隙間は組立時の20μmに復帰して、高速運転時に必要な隙間が確保されて、予圧上昇・温度上昇を抑えることができる。また、低速運転時には、前記油溝への圧力油の供給により前記隙間が数μm程度に保たれるので、主軸剛性低下および主軸精度低下を避けることができる。その結果、軸受予圧の増加を抑え発熱を小さくできて、主軸精度および主軸剛性の確保が可能である。
この軸受装置を、例えば工作機械の主軸装置に組み込む場合に、転がり軸受と隙間調整部材との嵌め合い隙間を高速運転時に対応した大きな隙間(例えば20μm)として組み立てる。主軸装置の停止状態では、隙間調整部材の油溝内に圧力を供給し、その圧油によって隙間調整部材の内径面を弾性的に縮径させ、転がり軸受と隙間調整部材との嵌め合い隙間を数μm程度に保っておく。主軸装置が所定の高速領域での運転となったとき、前記油溝への圧力油の供給を停止して隙間調整部材を縮径から解放する。これにより、転がり軸受と隙間調整部材の内径面との嵌め合い隙間は組立時の20μmに復帰して、高速運転時に必要な隙間が確保されて、予圧上昇・温度上昇を抑えることができる。また、低速運転時には、前記油溝への圧力油の供給により前記隙間が数μm程度に保たれるので、主軸剛性低下および主軸精度低下を避けることができる。その結果、軸受予圧の増加を抑え発熱を小さくできて、主軸精度および主軸剛性の確保が可能である。
この発明において、前記隙間調整部材の油溝が螺旋溝であっても良い。螺旋溝であると、隙間調整部材の軸方向長さの全体に対して均等に、油圧による縮径力を生じさせることができる。
また、この発明において、前記隙間調整部材の油溝が、軸方向に並ぶ複数条の円周溝と、隣合う円周溝を連通させた繋ぎ溝とでなるものであっても良い。これら複数条の円周溝と繋ぎ溝とで構成した場合も、隙間調整部材の軸方向長さの全体に対して均等に、油圧による縮径力を生じさせることができる。
この発明において、前記ハウジングの油路から前記油溝内に圧力油を供給する油圧付与手段を設けても良い。これにより、運転中等における運転状況に応じた嵌め合い隙間の調整が可能となる。
この発明において、前記油圧付与手段による前記油溝への油圧の付与を制御する油圧付与制御手段を設けても良い。この構成の場合、転がり軸受と隙間調整部材との嵌め合い隙間の調整を自動的に行うことができる。
この発明において、前記油圧付与制御手段は、所定の軸受回転数以上で前記油圧の付与を停止するものであっても良い。前記所定の軸受回転数は、適宜設定すれば良い。軸受の回転数(回転速度)が上昇すると、外輪の熱膨張により外輪と隙間調整部材間の嵌め合いの隙間量が小さくなるためである。
この発明において、前記油圧付与制御手段は、軸受回転数の増加に応じて前記油圧を減少させるものであっても良い。油圧付与制御手段は、オンオフ制御であっても良いが、軸受回転数の増加に応じて油圧を減少させるようにすれば、より適切な隙間量とできる。
この発明において、前記転がり軸受がアンギュラ玉軸受であっても良い。アンギュラ玉軸受の場合に、隙間調整部材による隙間調整が、より効果的に発揮される。
この発明において、前記軸受装置が工作機械の主軸支持部に用いられるものであっても良い。工作機械の主軸は、加工精度の向上のため、発熱抑制と剛性向上が望まれる。そのため、隙間調整部材を設けたことによる効果が、より効果的に発揮される。
この発明の軸受装置は、外周に油溝を有する円筒状の隙間調整部材を、ハウジングの内周面に嵌合させ、前記隙間調整部材の内周に、軸を支持する転がり軸受を嵌合させ、前記ハウジングに、前記油溝内に圧力油を供給する油路を設け、前記隙間調整部材は、前記油溝内に供給された圧力油の油圧によって内径面が弾性的に縮径し前記転がり軸受と隙間調整部材との嵌め合い隙間の調整が可能なものとしたため、転がり軸受と隙間調整部材との嵌め合い隙間を軸受回転数によって調整することができる。その結果、軸受予圧の増加を抑え発熱を小さくできて、主軸精度および主軸剛性の確保が可能となる。
この発明の一実施形態を図1および図2と共に説明する。図1は、この実施形態の軸受装置が用いられる工作機械の主軸装置の断面図を示す。主軸装置1は高速回転用のものであり、ハウジング2内において、主軸3の前端側が多列の転がり軸受4で、主軸3の後端側が単列の転がり軸受5で回転自在に支持されている。単列の転がり軸受5は、ここではころ軸受からなる。主軸3の中間部には、ビルトインモータ6が設けられ、このビルトインモータ6により主軸3が回転駆動される。ビルトインモータ6は、主軸3に固定されたロータ12と、このロータ12に対向してハウジング2の内周に設けられたステータ13とでなる。
多列の転がり軸受4は、予圧付与状態で複数の転がり軸受4A,4Bを軸方向に配列したものであり、ここではアンギュラ玉軸受からなる2列の転がり軸受4A,4Bが、互いに背面合わせとなるDB配列とされている。2列の転がり軸受4A,4Bの各内輪14a間、および各外輪14b間には間座15,16を介在させている。
ハウジング2の内周面には、外周に油溝11を有する円筒状の隙間調整部材7が嵌合され、この隙間調整部材7の内周に主軸3を支持する前記多列の転がり軸受4が嵌合されている。すなわち、隙間調整部材7はハウジング2に支持され、多列の転がり軸受4の各外輪14aが隙間調整部材7の内径面に嵌め合わせることで支持されている。多列の転がり軸受4の各内輪14aは内輪固定ナット8,9により主軸3に締め付け固定され、多列の転がり軸受4の各外輪14bは外輪押え蓋10により隙間調整部材7内に位置決め固定されている。これにより、多列の転がり軸受4には定位置予圧が与えられる。
図1(A)のB部を拡大して示す図1(B)のように、隙間調整部材7の外周には油溝11が形成されている。これにより、油溝11とこれを覆うハウジング2の内径面とで囲まれる油圧空間20が形成される。この例では、油溝11が、軸方向に並ぶ複数条の円周溝11aと、隣合う円周溝11aを連通させた繋ぎ溝11bとでなる。油溝11としては、このほか、例えば複数周に渡って続く1条の螺旋溝としても良い。隙間調整部材7の外周における前記油溝11の形成領域から軸方向外側に外れた左右両位置には、シール嵌合用円周溝17が設けられ、この円周溝17にOリングなどのシール部材18が嵌合させてある。これにより、隙間調整部材7が縮径・拡径変形しても、前記油圧空間20が密封状態に保たれる。
前記油圧空間20は、ハウジング2に径方向に貫通して設けられた油路21を介して油圧付与手段22に連結されている。油圧付与手段22は、ハウジング2の前記油路21を経て隙間調整部材7の油溝11に圧力油を供給する手段であり、油溝11内に供給された圧力油の油圧によって、多列の転がり軸受4と隙間調整部材7の内径面との嵌め合い隙間が調整可能である。油圧付与手段22は、例えば電磁弁等からなる油圧可変の油圧制御弁(図示せず)等を有するものとされる。この油圧付与手段22は油圧付与制御手段23により制御される。油圧付与制御手段23は、主軸3が所定の高速回転領域での運転となったときに、前記油溝11への油圧付与を停止するように前記油圧付与手段22を制御する手段である。高速回転領域の範囲は、適用機器等に応じて任意に設定すれば良い。なお、その制御方式としては、このほか、主軸3の回転数が増加するに従って徐々に油圧が下がるように油圧付与手段22を制御するものであっても良い。
この主軸装置1と同等の従来の高速主軸装置において、軸受外輪とハウジングとの嵌め合い隙間(ルーズ量)を例えば20μmとして組み立てていたとすると、この主軸装置1では、軸受外輪14bと隙間調整部材7の内径面との嵌め合い隙間(ルーズ量)を20μmとして組み立てる。油圧付与制御手段23は、主軸装置1の停止状態では、油圧付与手段22をオン状態つまり作動状態に設定して、隙間調整部材7の油溝11に所定の油圧を付与しておく。これにより、隙間調整部材7の内径面を弾性的に縮径させて多列の転がり軸受4の軸受外輪14bと隙間調整部材7の内径面との嵌め合い隙間(ルーズ量)を数μm程度に保っておく。
前記油圧と嵌め合い隙間(ルーズ量)との関係は、次の2円筒はめあい式で表すことができる。
P =(E/2)・( δ/d)・((1-(d/D)2)・(1-do/d)2))/(1-(do/D)2)
ただし、do:隙間調整部材内径
d:隙間調整部材外径
D:ハウジング外径
P:嵌め合い面圧
E:ヤング率
δ:締め代
この式によると、嵌め合い面圧P に相当する油圧を前記油溝11へ付与することで、隙間調整部材7の外径は締め代δに相当する量だけ縮径することになる。その縮径に伴い、隙間調整部材7の内径も縮径するので、軸受外輪14bとの嵌め合い隙間(ルーズ量)を調整することが可能である。
P =(E/2)・( δ/d)・((1-(d/D)2)・(1-do/d)2))/(1-(do/D)2)
ただし、do:隙間調整部材内径
d:隙間調整部材外径
D:ハウジング外径
P:嵌め合い面圧
E:ヤング率
δ:締め代
この式によると、嵌め合い面圧P に相当する油圧を前記油溝11へ付与することで、隙間調整部材7の外径は締め代δに相当する量だけ縮径することになる。その縮径に伴い、隙間調整部材7の内径も縮径するので、軸受外輪14bとの嵌め合い隙間(ルーズ量)を調整することが可能である。
主軸装置1が所定の高速領域での運転となったとき、油圧付与制御手段23は油圧付与手段22を停止させるので、前記油溝11への油圧付与が無くなり隙間調整部材7は縮径から解放される。これにより、軸受外輪14bと隙間調整部材7の内径面との嵌め合い隙間(ルーズ量)は組立時の20μmに復帰する。その結果、高速運転時に必要な嵌め合い隙間(ルーズ量)が確保されて、予圧上昇・温度上昇を抑えることができる。
また、低速運転時には、前記油溝11への油圧付与により前記隙間(ルーズ量)が数μm程度に保たれるので、主軸剛性低下および主軸精度低下を避けることができる。
また、低速運転時には、前記油溝11への油圧付与により前記隙間(ルーズ量)が数μm程度に保たれるので、主軸剛性低下および主軸精度低下を避けることができる。
図2は、多列転がり軸受で主軸を支持した場合において、ハウジングとの外輪嵌め合い隙間(ルーズ量)を12μm、22μmとした場合の高速運転時の内輪温度上昇の試験結果のグラフを示す。この場合の試験条件は、次の通りである。
・ 内径φ90アンギュラ玉軸受背面組合せ
・ 最高回転速度150000min-1
・ 組込予圧量15kgf
・ エアオイル潤滑
この試験結果によると、高速運転領域とくに15000min-1においては、外輪嵌め合い隙間が10μm異なると、内輪温度差は約10℃にも及ぶことが分かる。上記実施形態の軸受装置を用いると、前記外輪嵌め合い隙間の差を解消できるので、内外輪温度差が小さくなり、予圧の上昇も抑えられ、過大予圧となることなく安定して高速運転が可能となる。
また、低速運転時においても、上記実施形態の軸受装置では外輪嵌め合い隙間が小さく抑えられていることから、主軸剛性低下および主軸精度低下を避けることができる。
・ 内径φ90アンギュラ玉軸受背面組合せ
・ 最高回転速度150000min-1
・ 組込予圧量15kgf
・ エアオイル潤滑
この試験結果によると、高速運転領域とくに15000min-1においては、外輪嵌め合い隙間が10μm異なると、内輪温度差は約10℃にも及ぶことが分かる。上記実施形態の軸受装置を用いると、前記外輪嵌め合い隙間の差を解消できるので、内外輪温度差が小さくなり、予圧の上昇も抑えられ、過大予圧となることなく安定して高速運転が可能となる。
また、低速運転時においても、上記実施形態の軸受装置では外輪嵌め合い隙間が小さく抑えられていることから、主軸剛性低下および主軸精度低下を避けることができる。
なお、上記実施形態では、多列の転がり軸受4としてDB配列のものを例示したが、他の配列のものを用いても良い。また、この発明の軸受装置は、多列の転がり軸受だけでなく、単列の転がり軸受にも適用でき、同様の効果を得ることができる。
1…主軸装置
2…ハウジング
3…主軸
4…多列転がり軸受
4A,4B…転がり軸受
7…隙間調整部材
11…油溝
11a…円周溝
11b…繋ぎ溝
22…油圧付与手段
23…油圧付与制御手段
2…ハウジング
3…主軸
4…多列転がり軸受
4A,4B…転がり軸受
7…隙間調整部材
11…油溝
11a…円周溝
11b…繋ぎ溝
22…油圧付与手段
23…油圧付与制御手段
Claims (9)
- 外周に油溝を有する円筒状の隙間調整部材を、ハウジングの内周面に嵌合させ、前記隙間調整部材の内周に、軸を支持する転がり軸受を嵌合させ、前記ハウジングに、前記油溝内に圧力油を供給する油路を設け、前記隙間調整部材は、前記油溝内に供給された圧力油の油圧によって内径面が弾性的に縮径し前記転がり軸受と隙間調整部材との嵌め合い隙間の調整が可能なものとした軸受装置。
- 請求項1において、前記隙間調整部材の前記油溝が、螺旋溝である軸受装置。
- 請求項1において、前記隙間調整部材の前記油溝が、軸方向に並ぶ複数条の円周溝と、隣合う円周溝を連通させた繋ぎ溝とでなる軸受装置。
- 請求項1ないし請求項3のいずれか1項において、前記ハウジングの油路から前記油溝内に圧力油を供給する油圧付与手段を設けた軸受装置。
- 請求項4において、前記油圧付与手段による前記油溝への油圧の付与を制御する油圧付与制御手段を設けた軸受装置。
- 請求項5において、前記油圧付与制御手段は、所定の軸受回転数以上で前記油圧の付与を停止するものである軸受装置。
- 請求項5において、前記油圧付与制御手段は、軸受回転数の増加に応じて前記油圧を減少させるものである軸受装置。
- 請求項1ないし請求項7のいずれか1項において、前記転がり軸受がアンギュラ玉軸受である軸受装置。
- 請求項1ないし請求項8のいずれか1項において、工作機械の主軸支持部に用いられる転がり軸受装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008056141A JP2009210093A (ja) | 2008-03-06 | 2008-03-06 | 軸受装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008056141A JP2009210093A (ja) | 2008-03-06 | 2008-03-06 | 軸受装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009210093A true JP2009210093A (ja) | 2009-09-17 |
Family
ID=41183442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008056141A Pending JP2009210093A (ja) | 2008-03-06 | 2008-03-06 | 軸受装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009210093A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62130801U (ja) * | 1986-02-13 | 1987-08-18 | ||
| JPH05138408A (ja) * | 1991-11-13 | 1993-06-01 | Hitachi Seiko Ltd | 高速主軸装置 |
| JPH08174306A (ja) * | 1994-12-27 | 1996-07-09 | Ntn Corp | 予圧可変式軸受ユニット |
-
2008
- 2008-03-06 JP JP2008056141A patent/JP2009210093A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62130801U (ja) * | 1986-02-13 | 1987-08-18 | ||
| JPH05138408A (ja) * | 1991-11-13 | 1993-06-01 | Hitachi Seiko Ltd | 高速主軸装置 |
| JPH08174306A (ja) * | 1994-12-27 | 1996-07-09 | Ntn Corp | 予圧可変式軸受ユニット |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6409049B2 (ja) | 適応型軸受ジャーナルを有する回転機械及び作動方法 | |
| JP6527721B2 (ja) | 主軸装置 | |
| US10001170B2 (en) | Rolling bearing | |
| JP2011163420A (ja) | 軸受構造、及び、ダイレクトドライブ型風力発電装置 | |
| JP2006322496A (ja) | 多列アンギュラ玉軸受 | |
| JP2014062617A (ja) | 軸受装置の冷却構造 | |
| JP2009061571A (ja) | 工作機械主軸用スピンドル装置 | |
| JP2018012142A (ja) | 工作機械主軸の冷却構造 | |
| JP2007321950A (ja) | 円筒ころ軸受 | |
| JP2006326695A (ja) | 工作機械主軸用軸受装置 | |
| TWI680029B (zh) | 主軸裝置 | |
| JP5760498B2 (ja) | 軸受装置、及び工作機械の回転テーブル並びにスピンドル装置 | |
| JP2012026496A (ja) | アンギュラ玉軸受および軸受設置構造 | |
| JP2008019943A (ja) | 組合せ軸受 | |
| JP6729304B2 (ja) | スピンドル装置 | |
| US10920784B2 (en) | Magnetic bearing centrifugal compressor and controlling method thereof | |
| JP5638331B2 (ja) | 転がり軸受の予圧調整構造 | |
| JP2010091066A (ja) | 軸受装置 | |
| JP2006194203A (ja) | エアタービンスピンドル | |
| JP2009210093A (ja) | 軸受装置 | |
| JP5453764B2 (ja) | 軸受装置及びその組立方法 | |
| JP7067637B2 (ja) | モータビルトイン方式のスピンドル装置 | |
| JP5704213B2 (ja) | 軸受装置 | |
| JP2006300079A (ja) | ころ軸受 | |
| JP2012117567A (ja) | 軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110228 |
|
| A977 | Report on retrieval |
Effective date: 20120130 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120214 |
|
| A02 | Decision of refusal |
Effective date: 20120703 Free format text: JAPANESE INTERMEDIATE CODE: A02 |