JP2009190856A - 整列搬送装置 - Google Patents
整列搬送装置 Download PDFInfo
- Publication number
- JP2009190856A JP2009190856A JP2008034469A JP2008034469A JP2009190856A JP 2009190856 A JP2009190856 A JP 2009190856A JP 2008034469 A JP2008034469 A JP 2008034469A JP 2008034469 A JP2008034469 A JP 2008034469A JP 2009190856 A JP2009190856 A JP 2009190856A
- Authority
- JP
- Japan
- Prior art keywords
- conveyor
- plastic
- plastics
- aligned
- width direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Sorting Of Articles (AREA)
- Attitude Control For Articles On Conveyors (AREA)
Abstract
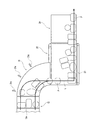
【解決手段】投入されたプラスチックは、供給部10及び第1の整列部20における第1段階において、上下に重なった状態が解消されつつ、搬送経路の幅方向一方側に寄せられて整列され、第2の整列部30における第二段階において、搬送経路の幅方向一方側に一列に整列されなかったプラスチックが搬送経路から脱落することにより、搬送経路の幅方向一方側に一列に整列されたプラスチックのみが下流側に搬送される。
【選択図】図1
Description
Claims (7)
- 投入されたプラスチックを搬送経路に沿って一列に整列させて搬送する整列搬送装置において、プラスチックを搬送する搬送手段と、搬送経路上で上下に重なった状態にあるプラスチックのうち、上側のプラスチックに力を作用させて重なりを解消させる第1の整列手段と、搬送経路上のプラスチックを搬送経路の幅方向一方側に寄せる第2の整列手段と、第1及び第2の整列手段により整列されたプラスチックのうち、搬送経路の幅方向一方側に一列に整列されなかったプラスチックを搬送経路から脱落させる第3の整列手段と、第1及び第2の整列手段により整列されたプラスチックのうち、搬送経路の幅方向一方側に一列に整列されたプラスチックが搬送経路から脱落しないよう、該プラスチックを上方から押さえ付けて搬送手段とで挟持する挟持手段とを備えることを特徴とする整列搬送装置。
- 幅方向に傾斜して配置されるコンベアと、コンベアの幅方向一方側であってコンベアに沿って配置され、コンベアの搬送面よりも所定高さで上方に突出するガイド体とを備え、この傾斜コンベアが搬送手段の一部を構成すると共に、この傾斜コンベア及びガイド体が第1及び第2の整列手段を構成する請求項1に記載の整列搬送装置。
- プラスチックが一列分だけ乗り得る幅に切り替わるコンベアを備え、この狭い幅のコンベアが第3の整列手段を構成する請求項1又は2に記載の整列搬送装置。
- 狭い幅のコンベアの上方に沿って配置されるコンベアであって、無端回転する帯状搬送体が長く形成されて下方が弛んだ状態となるコンベアを備え、この弛みコンベアが挟持手段を構成する請求項3に記載の整列搬送装置。
- 弛みコンベアに定期的又は不定期に振動を与える振動付与手段を備える請求項4に記載の整列搬送装置。
- 振動付与手段は、帯状搬送体の内面に定期的又は不定期に接触するダンサーローラである請求項5に記載の整列搬送装置。
- 投入されたプラスチックを搬送経路に沿って一列に整列させて搬送する整列搬送方法において、搬送経路上で上下に重なった状態にあるプラスチックのうち、上側のプラスチックに力を作用させて重なりを解消させると共に、搬送経路上のプラスチックを搬送経路の幅方向一方側に寄せることにより、プラスチックを第一段階として整列させ、しかる後、該整列されたプラスチックのうち、搬送経路の幅方向一方側に一列に整列されなかったプラスチックについては、搬送経路から脱落させる一方、搬送経路の幅方向一方側に一列に整列されたプラスチックについては、搬送経路から脱落しないよう上下で挟持しつつ搬送することにより、プラスチックを第二段階として整列させることを特徴とする整列搬送方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008034469A JP5346474B2 (ja) | 2008-02-15 | 2008-02-15 | 整列搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008034469A JP5346474B2 (ja) | 2008-02-15 | 2008-02-15 | 整列搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009190856A true JP2009190856A (ja) | 2009-08-27 |
| JP5346474B2 JP5346474B2 (ja) | 2013-11-20 |
Family
ID=41073217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008034469A Active JP5346474B2 (ja) | 2008-02-15 | 2008-02-15 | 整列搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5346474B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018172185A (ja) * | 2017-03-31 | 2018-11-08 | マツダエース株式会社 | 食品配列装置 |
| KR20230040653A (ko) * | 2021-09-16 | 2023-03-23 | 김기삼 | 파우치 정렬장치 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08282825A (ja) * | 1995-04-14 | 1996-10-29 | Yanmar Agricult Equip Co Ltd | 作物選別装置における搬送装置 |
| JP2000007141A (ja) * | 1998-06-25 | 2000-01-11 | Ishii Ind Co Ltd | 物品供給装置 |
| JP2000308855A (ja) * | 1999-02-26 | 2000-11-07 | Nkk Corp | 廃棄プラスチックの選別装置 |
-
2008
- 2008-02-15 JP JP2008034469A patent/JP5346474B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08282825A (ja) * | 1995-04-14 | 1996-10-29 | Yanmar Agricult Equip Co Ltd | 作物選別装置における搬送装置 |
| JP2000007141A (ja) * | 1998-06-25 | 2000-01-11 | Ishii Ind Co Ltd | 物品供給装置 |
| JP2000308855A (ja) * | 1999-02-26 | 2000-11-07 | Nkk Corp | 廃棄プラスチックの選別装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018172185A (ja) * | 2017-03-31 | 2018-11-08 | マツダエース株式会社 | 食品配列装置 |
| KR20230040653A (ko) * | 2021-09-16 | 2023-03-23 | 김기삼 | 파우치 정렬장치 |
| KR102606511B1 (ko) * | 2021-09-16 | 2023-11-24 | 김기삼 | 파우치 정렬장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5346474B2 (ja) | 2013-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016539883A (ja) | 固い小包および小さい小包の大きなバッグのためのシンギュレータコンベアシステム | |
| JPH09301310A (ja) | 箱詰め装置 | |
| JP5728741B2 (ja) | カートナー | |
| JP5878727B2 (ja) | 包装体の集積装置 | |
| JP5346474B2 (ja) | 整列搬送装置 | |
| JP2019058220A (ja) | 錠剤印刷装置 | |
| JP2007230751A (ja) | グルーピング装置 | |
| JP6038624B2 (ja) | 重量選別装置 | |
| JP2008013227A (ja) | 搬送装置およびこれを備えた箱詰め装置 | |
| JP5819101B2 (ja) | 物品分離供給装置及びそれを用いた搬送システム | |
| JP2009233581A (ja) | 選別装置 | |
| JP5785693B2 (ja) | 増列装置 | |
| JP2008155962A (ja) | 被搬送物の移載装置及び被搬送物の移載システム | |
| JP6143564B2 (ja) | 物品仕分装置 | |
| JP2010037064A (ja) | 物品搬送装置 | |
| JP4773752B2 (ja) | 棒状物品段積み装置 | |
| JP6782883B2 (ja) | 搬送装置および検査装置 | |
| JP3659478B2 (ja) | 廃棄プラスチックの多数列整列装置および方法並びにこの廃棄プラスチックの多数列整列装置を用いた廃棄プラスチックの選別装置 | |
| JP2006016068A (ja) | スライス食パンの包装方法及び包装設備 | |
| TWI787738B (zh) | 搬送裝置及搬送方法 | |
| JPH09208035A (ja) | 回収びんなどの供給装置 | |
| JP6173051B2 (ja) | 物品仕分装置 | |
| JPH06227650A (ja) | 球形または楕円形製品の搬送装置 | |
| JP2564261Y2 (ja) | 被包装物供給装置 | |
| JP4684615B2 (ja) | 商品集積・移載装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130702 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130819 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5346474 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |