JP2009160694A - トランスファ式加工システム - Google Patents
トランスファ式加工システム Download PDFInfo
- Publication number
- JP2009160694A JP2009160694A JP2008000943A JP2008000943A JP2009160694A JP 2009160694 A JP2009160694 A JP 2009160694A JP 2008000943 A JP2008000943 A JP 2008000943A JP 2008000943 A JP2008000943 A JP 2008000943A JP 2009160694 A JP2009160694 A JP 2009160694A
- Authority
- JP
- Japan
- Prior art keywords
- processing
- workpiece
- machining
- head
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Multi-Process Working Machines And Systems (AREA)
- Manipulator (AREA)
Abstract
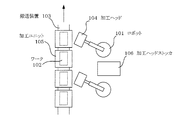
【解決手段】 ワーク搬送装置に沿って複数設けられた加工ユニットを備え、前記加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、前記加工ユニットに着脱する加工ヘッドを搬送する産業用ロボットと、前記加工ヘッドを載置するための加工ヘッドストッカと、を備える。
【選択図】図1
Description
そのため、従来のトランスファ式加工システムは、図5、6、7に示すように、加工ヘッドの交換をすることで加工の自由度を向上させている(例えば、特許文献1参照)。
図5、6、7は、従来のトランスファ式加工システムを示しており、それぞれ側面図、正面図、平面図である。図において、Wはワークであり、左右いずれかの方向から搬送されてくるものである。2は加工ユニットである。6は加工ヘッドであり、キャリア5に保持されワークWを加工するための工具スピンドル35が設けられている。また、加工ヘッド6は、昇降モータ11の駆動により、上下に移動する。4も加工ヘッドであり、同様にキャリア5に保持されている。加工ヘッド4は、加工ヘッド6の工具スピンドル35とは異なる工具スピンドルが設けられている。32は押圧手段であり、キャリア5を紙面左方向へ押圧する。
従来のトランスファ式加工システムは、以上のように構成されているので、加工ヘッド6が上昇した状態で押圧手段32が動作すると、キャリア5が紙面左方向へ押し出され、順次キャリアが水平移動し、加工ヘッドを交換することができる。
このように、従来のトランスファ式加工システムは、加工ユニットの近傍に交換用の加工ヘッドを準備している。
本発明はこのような問題点に鑑みてなされたものであり、産業用ロボットに複数の交換用加工ヘッドを搬送させることで、加工の自由度、汎用性を向上させることができるとともにコンパクトなトランスファ式加工システムを提供することを目的とする。
請求項1に記載の発明は、ワーク搬送装置に沿って複数設けられた加工ユニットを備え、前記加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、前記加工ユニットに着脱可能な加工ヘッドを搬送する産業用ロボットと、前記加工ヘッドを載置するための加工ヘッドストッカと、を備えたことを特徴とするものである。
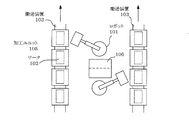
また、請求項2に記載の発明は、第1のワークを加工する第1の複数の加工ユニットと、前記第1の複数の加工ユニットに順次ワークを搬送する第1のワーク搬送装置と、第2のワークを加工する第2の複数の加工ユニットと、前記第1のワーク搬送装置に平行に設けられ、前記第2の複数の加工ユニットに順次ワークを搬送する第2のワーク搬送装置と、を備え、前記第1および第2の加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、前記第1および第2のワーク搬送装置の間に設けられた産業用ロボットと、前記第1および第2のワーク搬送装置の間に設けられ、前記加工ヘッドを載置する加工ヘッドストッカと、を備え、前記産業用ロボットによって、前記第1または第2の複数の加工ユニットに装着する加工ヘッドが交換されることを特徴とするものである。
また、請求項3に記載の発明は、第1のワークを加工する第1の複数の加工ユニットと、前記第1の複数の加工ユニットに順次ワークを搬送する第1のワーク搬送装置と、第2のワークを加工する第2の複数の加工ユニットと、前記第1のワーク搬送装置に平行に設けられ、前記第2の複数の加工ユニットに順次ワークを搬送する第2のワーク搬送装置と、を備え、前記第1および第2の加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、前記第1および第2のワーク搬送装置に平行に設けられた走行装置と、前記走行装置に載置された産業用ロボットと、前記走行装置の端部に設けられ、前記加工ヘッドを載置するための加工ヘッドストッカと、を備え、前記産業用ロボットによって、前記第1または第2の複数の加工ユニットに装着する加工ヘッドが交換されることを特徴とするものである。
また、請求項4に記載の発明は、互いに平行な第1の直線部と第2の直線部とを備えるループ状に構成されたワーク搬送装置と、前記ワーク搬送装置に沿って複数設けられた加工ユニットと、を備え、前記加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、前記第1および第2のワーク搬送装置に平行に設けられた走行装置と、前記走行装置に載置された産業用ロボットと、前記走行装置の端部に設けられ、前記加工ヘッドを載置するための加工ヘッドストッカと、を備え、前記産業用ロボットによって、前記第1または第2の複数の加工ユニットに装着する加工ヘッドが交換されることを特徴とするものである。
また、請求項5に記載の発明は、前記産業用ロボットは、7軸ロボットであることを特徴とするものである。
また、請求項6に記載の発明は、前記産業用ロボットは、天吊りまたは棚置きされていることを特徴とするものである。
図2は、本発明のトランスファ式加工システムの詳細を示す説明図である。図1と符号が同じものは説明を省略する。202は、ロボットの動作を制御するためのコントローラであり、加工システム全体を制御する上位コントローラ(不図示)に接続されている。なお、加工ユニット105およびワーク搬送装置103も上位コントローラに接続されている。201は、加工ユニット105に設けられた送りガイドである。
加工ヘッド104の交換が必要になると、ロボット101は加工ユニット105から、加工ヘッド104を取り出し、加工ヘッドストッカ106の空いている棚に退避させる。なお、棚は、上位コントローラによって管理されている。次に、目的とする加工ヘッド104を加工ヘッドストッカ106から取出し、送りガイド201加工ユニットに挿入する。挿入後、加工ヘッド104をロボットの手先から切り離す。ここで、切り離しのタイミングは、加工ユニット105に設けられた第1の駆動手段と加工ヘッド104とが結合したことを確認する確認センサを加工ユニット105に設けておき、この確認センサの検出信号を上位コントローラ経由でロボットコントローラ202が受け取り、判断する。切り離された加工ヘッド104は、加工ユニット105の第2の駆動手段にも結合される。そして、加工ユニット105は、上位コントローラの指令の下、ワーク搬送装置103によって搬送されてきたワーク102に対して第2の駆動手段を動作させて、工具を回転させるとともに、第1の駆動手段を動作させて加工ヘッド104を送りガイド201に沿ってワーク方向に前進させ、所定の加工を行う。
なお、左右のワーク搬送装置をループ状に結合すれば、さらに工程を増やすことができ、複雑な加工を施すことができると共に、ワークや加工内容に変更があっても、柔軟に対応することができる。
なお、左右のワーク搬送装置をループ状に結合すれば、1つのワークに対してさらに工程を増やすことができ、複雑な加工を施すことができると共に、ワークや加工内容に変更があっても、柔軟に対応することができる。
なお、ロボットは、天吊や棚置きとしてもよく、これによりさらに設置面積の小さいシステムを構成することができる。
102 ワーク
103 ワーク搬送装置
104 加工ヘッド
105 加工ユニット
106 加工ヘッドストッカ
201 送りガイド
202 コントローラ
Claims (6)
- ワーク搬送装置に沿って複数設けられた加工ユニットを備え、前記加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、
前記加工ユニットに着脱可能な加工ヘッドを搬送する産業用ロボットと、
前記加工ヘッドを載置するための加工ヘッドストッカと、を備えたことを特徴とするトランスファ式加工装置。 - 第1のワークを加工する第1の複数の加工ユニットと、前記第1の複数の加工ユニットに順次ワークを搬送する第1のワーク搬送装置と、第2のワークを加工する第2の複数の加工ユニットと、前記第1のワーク搬送装置に平行に設けられ、前記第2の複数の加工ユニットに順次ワークを搬送する第2のワーク搬送装置と、を備え、前記第1および第2の加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、
前記第1および第2のワーク搬送装置の間に設けられた産業用ロボットと、
前記第1および第2のワーク搬送装置の間に設けられ、前記加工ヘッドを載置する加工ヘッドストッカと、を備え、
前記産業用ロボットによって、前記第1または第2の複数の加工ユニットに装着する加工ヘッドが交換されることを特徴とするトランスファ式加工装置。 - 第1のワークを加工する第1の複数の加工ユニットと、前記第1の複数の加工ユニットに順次ワークを搬送する第1のワーク搬送装置と、第2のワークを加工する第2の複数の加工ユニットと、前記第1のワーク搬送装置に平行に設けられ、前記第2の複数の加工ユニットに順次ワークを搬送する第2のワーク搬送装置と、を備え、前記第1および第2の加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、
前記第1および第2のワーク搬送装置に平行に設けられた走行装置と、
前記走行装置に載置された産業用ロボットと、
前記走行装置の端部に設けられ、前記加工ヘッドを載置するための加工ヘッドストッカと、を備え、
前記産業用ロボットによって、前記第1または第2の複数の加工ユニットに装着する加工ヘッドが交換されることを特徴とするトランスファ式加工装置。 - 互いに平行な第1の直線部と第2の直線部とを備えるループ状に構成されたワーク搬送装置と、前記ワーク搬送装置に沿って複数設けられた加工ユニットと、を備え、前記加工ユニットの加工ヘッドが交換可能なトランスファ式加工装置において、
前記第1および第2のワーク搬送装置に平行に設けられた走行装置と、
前記走行装置に載置された産業用ロボットと、
前記走行装置の端部に設けられ、前記加工ヘッドを載置するための加工ヘッドストッカと、を備え、
前記産業用ロボットによって、前記第1または第2の複数の加工ユニットに装着する加工ヘッドが交換されることを特徴とするトランスファ式加工装置。 - 前記産業用ロボットは、7軸ロボットであることを特徴とする請求項1乃至4いずれかに記載のトランスファ式加工装置。
- 前記産業用ロボットは、天吊りまたは棚置きされていることを特徴とする請求項1乃至4いずれかに記載のトランスファ式加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008000943A JP5200545B2 (ja) | 2008-01-08 | 2008-01-08 | トランスファ式加工システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008000943A JP5200545B2 (ja) | 2008-01-08 | 2008-01-08 | トランスファ式加工システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009160694A true JP2009160694A (ja) | 2009-07-23 |
| JP2009160694A5 JP2009160694A5 (ja) | 2012-07-05 |
| JP5200545B2 JP5200545B2 (ja) | 2013-06-05 |
Family
ID=40963884
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008000943A Expired - Fee Related JP5200545B2 (ja) | 2008-01-08 | 2008-01-08 | トランスファ式加工システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5200545B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60197353A (ja) * | 1984-03-21 | 1985-10-05 | Hitachi Seiki Co Ltd | 工具自動供給システム |
| JPH0215208U (ja) * | 1988-07-08 | 1990-01-30 | ||
| JPH0724545U (ja) * | 1993-10-06 | 1995-05-09 | 株式会社三協精機製作所 | 集中ツールストッカを持つ加工システム |
| JP2005169586A (ja) * | 2003-12-12 | 2005-06-30 | Nissan Motor Co Ltd | 工具交換方法および工具交換装置 |
| JP2006011512A (ja) * | 2004-06-22 | 2006-01-12 | Honda Motor Co Ltd | 多軸切削加工ユニットの設計支援装置、工程情報作成装置、及びncプログラム作成装置 |
-
2008
- 2008-01-08 JP JP2008000943A patent/JP5200545B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60197353A (ja) * | 1984-03-21 | 1985-10-05 | Hitachi Seiki Co Ltd | 工具自動供給システム |
| JPH0215208U (ja) * | 1988-07-08 | 1990-01-30 | ||
| JPH0724545U (ja) * | 1993-10-06 | 1995-05-09 | 株式会社三協精機製作所 | 集中ツールストッカを持つ加工システム |
| JP2005169586A (ja) * | 2003-12-12 | 2005-06-30 | Nissan Motor Co Ltd | 工具交換方法および工具交換装置 |
| JP2006011512A (ja) * | 2004-06-22 | 2006-01-12 | Honda Motor Co Ltd | 多軸切削加工ユニットの設計支援装置、工程情報作成装置、及びncプログラム作成装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5200545B2 (ja) | 2013-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107803819B (zh) | 机器人系统 | |
| TWI498185B (zh) | 拆卸系統 | |
| EP2363250A2 (en) | Production system comprising a workpiece stocker, a dual-arm robot and a second robot | |
| US20010047224A1 (en) | Apparatus system and control box for same | |
| JP2001162465A (ja) | 組立加工装置 | |
| JP2018039083A (ja) | 加工システムおよびロボットシステム | |
| CN205363936U (zh) | 钢筋和管件共用型机械抓手 | |
| JP2004276234A (ja) | 垂直作業センター | |
| JP2017170551A (ja) | 全自動ドリル装置 | |
| CN104925458A (zh) | 传送机构 | |
| JPWO2015075775A1 (ja) | ロボットシステム | |
| JP2014073559A (ja) | 竪型工作機械 | |
| JP2009131908A (ja) | 自動生産装置 | |
| JP2007229823A (ja) | 搬送機能を備えた加工機械及びそれを用いた加工ライン | |
| JP2009160694A (ja) | トランスファ式加工システム | |
| JP2006043866A (ja) | パレット交換機能を有する工作機械及びパレット交換方法 | |
| JP2017205822A (ja) | 被加工物保持システム | |
| JP5024025B2 (ja) | 板材搬出設備 | |
| JP6710234B2 (ja) | 搬送装置及び製造システム | |
| JP2006320985A (ja) | 搬送装置 | |
| JP2012139805A (ja) | ワーク搬送装置 | |
| JP2009039727A (ja) | 多工程プレス機のワーク搬送方法およびその装置 | |
| KR20150133493A (ko) | 공작기계용 공작물 인식 장치 | |
| JPS6130388A (ja) | ロボツト−コンベアライン・システム | |
| JP6420578B2 (ja) | ツール割当方法およびツール割当装置並びに対基板作業機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101117 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120314 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120517 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121031 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130128 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160222 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |