JP2009108467A - 後続のセッティング中にテキスタイル繊維またはフィラメントのクリンピングを維持する装置 - Google Patents
後続のセッティング中にテキスタイル繊維またはフィラメントのクリンピングを維持する装置 Download PDFInfo
- Publication number
- JP2009108467A JP2009108467A JP2008273881A JP2008273881A JP2009108467A JP 2009108467 A JP2009108467 A JP 2009108467A JP 2008273881 A JP2008273881 A JP 2008273881A JP 2008273881 A JP2008273881 A JP 2008273881A JP 2009108467 A JP2009108467 A JP 2009108467A
- Authority
- JP
- Japan
- Prior art keywords
- conveyor belt
- plug
- setting
- rails
- crimping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/12—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using stuffer boxes
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
Abstract
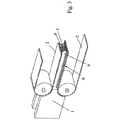
【解決手段】本発明は、クリンピングおよびセッティングによってフィラメントを処理するためのクリンピング機械を有するライン中に配置される装置に関し、この装置はクリンピング機械の出口に接続され、2つの穿孔されたコンベヤーベルトからなり、コンベヤーベルトの間にクリンピング機械から来るテキスタイル繊維またはフィラメントのプラグが供給され、コンベヤーベルトがセッティング炉を通過してフィラメント取り出し領域に到達する。
装置には、クリンピング機械の出口およびセッティング作業全体の間に、テキスタイル繊維またはフィラメントのプラグ上の圧力の連続性を維持するための手段が設けられ、該手段が穿孔されたコンベヤーベルトと協働する。
【選択図】図2
Description
2 コンベヤーベルト
3 テキスタイル繊維またはフィラメントのプラグ
4 セッティング炉
5 フィラメント取り出し領域
6 圧力の連続性を維持するための手段
6’ レール
61、62 ギロチン状のレール
600 連続駆動装置
Claims (18)
- クリンピングおよびセッティングによってフィラメントを処理するためのクリンピング機械(1)を有するライン中に配置され、クリンピング機械(1)の出口に接続され、2つの穿孔されたコンベヤーベルト(2)からなり、コンベヤーベルト(2)の間にクリンピング機械(1)から来るテキスタイル繊維またはフィラメントのプラグ(3)が供給され、コンベヤーベルト(2)がセッティング炉(4)または他のセッティング機械を通過してフィラメント取り出し領域(5)に到達する、後続のセッティング処理の間にテキスタイル繊維またはフィラメントのクリンピングを維持するための装置であって、装置には、クリンピング機械(1)の出口およびセッティング作業全体の間に、テキスタイル繊維またはフィラメントのプラグ(3)上の圧力の連続性を維持するための手段(6)が設けられ、該手段が穿孔されたコンベヤーベルト(2)と協働することを特徴とする、装置。
- クリンピング機械(1)の出口およびセッティング作業全体の間に、テキスタイル繊維またはフィラメントのプラグ(3)上の圧力の連続性を維持するための手段(6)が、穿孔されたコンベヤーベルト(2)の間でテキスタイル繊維またはフィラメントのプラグ(3)の両側に配置された1対のレール(6’)の形をとることを特徴とする、請求項1に記載の装置。
- レール(6’)が、クリンピング機械(1)の出口からセッティング炉(4)または他のセッティング装置を通る通路の長さ全体に延在することを特徴とする、請求項1に記載の装置。
- レール(6’)が、穿孔されたコンベヤーベルト(2)の支持枠上に該枠の部分である支持部によって取り付けられることを特徴とする、請求項2または3に記載の装置。
- レール(6’)が、コンベヤーベルト(2)の間の位置に関して、互いにより近接しおよび/または遠く離れるように、穿孔されたコンベヤーベルト(2)の支持枠の部分である支持部上にレール(6’)を調節可能に搭載することによって調節されることを特徴とする、請求項2から4のいずれか一項に記載の装置。
- レール(6’)の調節可能な搭載が、制御盤から制御される空気ジャックを使用して、またはプログラム可能なロボットによって、またはネジ付きピンとナットを備える方式の機械式制御装置によって達成されることを特徴とする、請求項5に記載の装置。
- クリンピング機械(1)の出口およびセッティング作業全体の間に、テキスタイル繊維またはフィラメントのプラグ(3)上の圧力の連続性を維持するための手段(6)が、穿孔されたコンベヤーベルト(2)の間でテキスタイル繊維またはフィラメントのプラグ(3)の両側に配置された2対のギロチン状レール(61、62)の形をしており、コンベヤーベルト(2)の少なくとも1つが他方に対して垂直方向面内で動くことができることを特徴とする、請求項1に記載の装置。
- 1対のレール(61)が上部の穿孔されたコンベヤーベルト(2)の支持枠に接続され、レール(62)の他の対が下部の穿孔されたコンベヤーベルト(2)の支持枠に接続されることを特徴とする、請求項7に記載の装置。
- 対のレール(61および62)が、同一の形状を有し、各々が対応する穿孔されたコンベヤーベルト(2)上の支持用の一定幅の水平方向フランジと、一方の端部から他の端部に向けて線形に変化する高さを有する垂直方向フランジを有し、これらのレール(61および62)はテキスタイル繊維またはフィラメントのプラグ(3)の両側に互いに対向して配置され、穿孔されたコンベヤーベルト(2)の対応する枠上に設けられた支持部(図示せず)によって該レールの隣接する垂直方向フランジの摩擦で案内されることを特徴とする、請求項7または8に記載の装置。
- 上部の穿孔されたコンベヤーベルト(2)が、該コンベヤーベルトの支持枠上で下部のコンベヤーベルト(2)に対して垂直方向面内で動くように搭載され、該動きの能力が、支持枠とコンベヤーベルト(2)の間にコンベヤーベルト(2)の端部に作用する接続ジャックを提供することによって与えられることを特徴とする、請求項1および7から9のいずれか一項に記載の装置。
- 対のレール(61、62)が、穿孔されたコンベヤーベルト(2)の長手軸に対して横断方向に動くように、穿孔されたコンベヤーベルト(2)の支持枠上に搭載されることを特徴とする、請求項7から10のいずれか一項に記載の装置。
- 各々の側の2対のレール(61、62)の各組のレール(61‐62)が、互いに前後に動き、レール(61または62)の1つには該レールの端部で優先的に作用するジャックの形の横断方向に動くための手段が設けられ、これらのジャックはレール(61)またはレール(62)の支持枠にさらに接続されることを特徴とする、請求項11に記載の装置。
- クリンピング機械(1)の出口においておよびセッティング作業全体の間に、テキスタイル繊維またはフィラメントのプラグ(3)上の圧力の連続性を維持するための手段(6)が、穿孔されたコンベヤーベルト(2)の間でテキスタイル繊維またはフィラメントのプラグ(3)の両側に沿って延在する1対の横方向の連続駆動装置(600)の形をしていることを特徴とする、請求項1に記載の装置。
- 横方向の連続駆動装置(600)が、切り欠きまたは歯を備える平滑なベルトの形であることを特徴とする、請求項13に記載の装置。
- 横方向の連続駆動装置(600)が、該連続駆動装置の戻りプーリーのベアリングを機械式、水圧式、または空気ジャックを備える運動手段上に搭載することによって、穿孔されたコンベヤーベルト(2)の間を動くように搭載されることを特徴とする、請求項13または14に記載の装置。
- 穿孔されたコンベヤーベルト(2)の駆動速度が、セッティング炉(4)または他のセッティング機械中でプラグに加わる圧力を考慮した自動装置によって、テキスタイル繊維またはフィラメントのプラグ(3)のクリンピング機械(1)からの製造速度に応じて調節できることを特徴とする、請求項1、2、4、5、7から11、13および15のいずれか一項に記載の装置。
- テキスタイル繊維またはフィラメントのプラグ(3)に加わる圧力の制御という意味において、レール(6’、61、62)または横方向の連続駆動装置(600)の動きの制御が、テキスタイル繊維またはフィラメントのプラグ(3)の走行中に測定または評価されることのできる異なる要因を考慮した自動装置によって管理されることができることを特徴とする、請求項2から9および11から15のいずれか一項に記載の装置。
- セッティング炉(4)または他のセッティング機械の出口で、フィラメント取り出し領域(5)に到達する前に冷却ゾーン(7)を通過することを特徴とする、請求項1から17のいずれか一項に記載の装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0758688A FR2922900B1 (fr) | 2007-10-30 | 2007-10-30 | Dispositif de maintien du frisage de fibres textiles ou de fils lors du traitement de fixage ulterieur. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009108467A true JP2009108467A (ja) | 2009-05-21 |
| JP2009108467A5 JP2009108467A5 (ja) | 2011-07-21 |
Family
ID=39512572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008273881A Ceased JP2009108467A (ja) | 2007-10-30 | 2008-10-24 | 後続のセッティング中にテキスタイル繊維またはフィラメントのクリンピングを維持する装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8096029B2 (ja) |
| EP (1) | EP2055816B1 (ja) |
| JP (1) | JP2009108467A (ja) |
| CN (1) | CN101424020B (ja) |
| BR (1) | BRPI0804576A2 (ja) |
| CA (1) | CA2643676A1 (ja) |
| FR (1) | FR2922900B1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2963028B1 (fr) * | 2010-07-26 | 2013-05-03 | Superba Sa | Procede et dispositif de texturation de fils pour tapis ou moquette, en amont d'une unite de traitement thermique |
| PL3028856T3 (pl) | 2014-12-04 | 2019-10-31 | Ball Beverage Packaging Europe Ltd | Urządzenie drukujące |
| CN104441605B (zh) * | 2014-12-10 | 2016-06-08 | 陕西科技大学 | 一种鞋靴夹皱机及其夹皱方法 |
| US10376940B2 (en) * | 2016-02-09 | 2019-08-13 | Rexam Beverage Can Company | Method and apparatus for producing two-piece beverage can bodies |
| US10549921B2 (en) | 2016-05-19 | 2020-02-04 | Rexam Beverage Can Company | Beverage container body decorator inspection apparatus |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3354511A (en) * | 1965-01-21 | 1967-11-28 | Internat Wool Dev Company | Textile crimping |
| JPS4926556A (ja) * | 1972-07-05 | 1974-03-09 | ||
| JPS4923149Y1 (ja) * | 1966-06-18 | 1974-06-21 | ||
| JPS5324413A (en) * | 1976-08-13 | 1978-03-07 | Toray Ind Inc | Stabilization of crimp in thermoplastic synthetic fiber tow |
| JPS53103048A (en) * | 1977-02-14 | 1978-09-07 | Kanegafuchi Chemical Ind | Method of and apparatus for continuos heatttreatment of massive crimped tow |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL107077C (ja) * | 1956-12-24 | |||
| US3065519A (en) * | 1957-03-07 | 1962-11-27 | English Rose Ltd | Method of producing crimped thermoplastic yarns |
| US3044145A (en) * | 1958-10-31 | 1962-07-17 | Cocker Machine & Foundry Compa | Apparatus and method for setting yarn and for crimping and setting yarn |
| US3406436A (en) * | 1965-11-30 | 1968-10-22 | Allied Chem | Crimping process |
| GB1322525A (en) * | 1969-10-13 | 1973-07-04 | Teijin Ltd | Loop pile fabric and methods and apparatus for manufacturing same |
| US3798718A (en) * | 1970-05-26 | 1974-03-26 | Bancroft & Sons Co J | Apparatus for stuffer-crimping yarn |
| GB1388829A (en) * | 1971-03-16 | 1975-03-26 | Iws Nominee Co Ltd | Textile crimping |
| US4161054A (en) * | 1975-04-17 | 1979-07-17 | Serracant Jose M | Method for continuously fulling and working textile material in rope form |
| JPS6039470A (ja) * | 1983-08-10 | 1985-03-01 | 株式会社高分子加工研究所 | 連続繊維熱処理方法及び装置 |
| FR2681342B1 (fr) * | 1991-09-18 | 1993-11-19 | Superba Sa | Machine a friser les fils avec entrainement positif des fils. |
| CN1044141C (zh) * | 1993-09-04 | 1999-07-14 | 日本爱克兰工业株式会社 | 保持合成纤维束连续热处理机内压力的方法 |
| US6351877B1 (en) * | 2000-05-31 | 2002-03-05 | Eastman Chemical Company | Synthetic fiber crimper, method of crimping and crimped fiber produced therefrom |
| US6385827B1 (en) * | 2001-03-15 | 2002-05-14 | Shaw Industries, Inc. | Apparatus and method for texturing yarn |
-
2007
- 2007-10-30 FR FR0758688A patent/FR2922900B1/fr not_active Expired - Fee Related
-
2008
- 2008-10-20 BR BRPI0804576-3A patent/BRPI0804576A2/pt not_active IP Right Cessation
- 2008-10-21 EP EP08305706.7A patent/EP2055816B1/fr not_active Not-in-force
- 2008-10-24 JP JP2008273881A patent/JP2009108467A/ja not_active Ceased
- 2008-10-27 CA CA002643676A patent/CA2643676A1/fr not_active Abandoned
- 2008-10-30 CN CN2008101736159A patent/CN101424020B/zh not_active Expired - Fee Related
- 2008-10-30 US US12/290,381 patent/US8096029B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3354511A (en) * | 1965-01-21 | 1967-11-28 | Internat Wool Dev Company | Textile crimping |
| JPS4923149Y1 (ja) * | 1966-06-18 | 1974-06-21 | ||
| JPS4926556A (ja) * | 1972-07-05 | 1974-03-09 | ||
| JPS5324413A (en) * | 1976-08-13 | 1978-03-07 | Toray Ind Inc | Stabilization of crimp in thermoplastic synthetic fiber tow |
| JPS53103048A (en) * | 1977-02-14 | 1978-09-07 | Kanegafuchi Chemical Ind | Method of and apparatus for continuos heatttreatment of massive crimped tow |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2055816B1 (fr) | 2013-11-27 |
| CN101424020A (zh) | 2009-05-06 |
| CN101424020B (zh) | 2013-02-13 |
| US8096029B2 (en) | 2012-01-17 |
| CA2643676A1 (fr) | 2009-04-30 |
| BRPI0804576A2 (pt) | 2011-10-11 |
| FR2922900B1 (fr) | 2009-12-11 |
| FR2922900A1 (fr) | 2009-05-01 |
| US20090106958A1 (en) | 2009-04-30 |
| EP2055816A1 (fr) | 2009-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009108467A (ja) | 後続のセッティング中にテキスタイル繊維またはフィラメントのクリンピングを維持する装置 | |
| RU2665668C2 (ru) | Способ и устройство для вытягивающей правки с гибкой металлических лент | |
| KR102491503B1 (ko) | 연신 시스템 | |
| KR101727992B1 (ko) | 인발유닛 및 그를 이용한 인발 장치 및 방법 | |
| CH652422A5 (it) | Dispositivo di comando di un carro di prelievo in una macchina asportatrice di fiocchi di fibre da una serie di balle di fibre tessili. | |
| JP2766582B2 (ja) | クレープ加工用装置 | |
| JP2009108467A5 (ja) | ||
| CN107901568A (zh) | 一种碳纤维预浸布制备装置 | |
| US3192697A (en) | Apparatus and method for false twisting yarns | |
| CN101214895A (zh) | 纱线储存装置 | |
| DE102011050328B3 (de) | Vorrichtung zur Verfestigung einer Fasern oder Filamente aus einem thermoplastischen Material umfassenden Lage zu einer Vliesbahn | |
| DE69813117T2 (de) | Heizanordnung | |
| JPH04506841A (ja) | 改良型衝撃ブレードを利用した圧縮収縮装置 | |
| KR101417645B1 (ko) | 코크스로의 타이로드 교체장치 | |
| CN207498640U (zh) | 一种花边织带定型机 | |
| CN206308459U (zh) | 一种经纱分绞装置 | |
| KR101008136B1 (ko) | 선재 권취 가이드장치 | |
| KR102202674B1 (ko) | 인발 롤러를 적용한 신선기 | |
| KR20100048256A (ko) | 열처리가 생략가능한 선재의 제조방법, 선재를 제조하기 위한 다이스 및 다이스 배열체 | |
| KR20100062458A (ko) | 압연소재용 이동형 가이드장치 | |
| KR20120136851A (ko) | 스트립 가이드 장치 | |
| CN217920799U (zh) | 一种非组织布生产线防缠装置 | |
| KR20140066694A (ko) | 전단 변형을 일으키는 장치 및 방법 | |
| JP2004510072A (ja) | 鉱物繊維から形成されるフェルト製造方法及び装置 | |
| CN205223637U (zh) | 热轧机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110607 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130304 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130709 |
|
| A045 | Written measure of dismissal of application [lapsed due to lack of payment] |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20131126 |