JP2009090363A - 角形鋼管の製造設備および製造方法 - Google Patents
角形鋼管の製造設備および製造方法 Download PDFInfo
- Publication number
- JP2009090363A JP2009090363A JP2007266031A JP2007266031A JP2009090363A JP 2009090363 A JP2009090363 A JP 2009090363A JP 2007266031 A JP2007266031 A JP 2007266031A JP 2007266031 A JP2007266031 A JP 2007266031A JP 2009090363 A JP2009090363 A JP 2009090363A
- Authority
- JP
- Japan
- Prior art keywords
- square steel
- steel pipe
- manufacturing
- square
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 78
- 239000010959 steel Substances 0.000 title claims abstract description 78
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 40
- 238000000034 method Methods 0.000 title claims abstract description 11
- 238000005520 cutting process Methods 0.000 claims abstract description 15
- 238000007689 inspection Methods 0.000 claims description 35
- 230000007547 defect Effects 0.000 claims description 29
- 238000001514 detection method Methods 0.000 claims description 5
- 238000003384 imaging method Methods 0.000 claims description 4
- 238000003466 welding Methods 0.000 claims description 4
- 238000007493 shaping process Methods 0.000 abstract 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 238000011179 visual inspection Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 230000001050 lubricating effect Effects 0.000 description 3
- 238000010926 purge Methods 0.000 description 3
- 239000011324 bead Substances 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images


Abstract
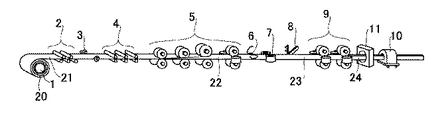
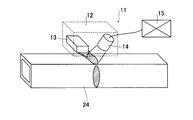
【解決手段】円形管体23を角孔型ロールで整形して角形鋼管24にする定形ロール9と、角形鋼管24を所定長さに切断する切断機10との間に、角形鋼管24の表面欠陥を検査する表面検査装置11を設置する。表面検査装置11の入側に、水切り手段が設けられている。この表面検査装置が検出した表面欠陥の形態と検出位置に基づいて、当該表面欠陥の発生原因を特定し、当該表面欠陥が解消するように、関係する装置を調整することを特徴とする角形鋼管の製造方法。
【選択図】図2
Description
2 レベラ
3 エッジミラー
4 プリフォーマー
5 ロール成形機
6 高周波加熱装置
7 スクイズロール
8 切削バイト
9 定形ロール
10 切断機
11 表面検査装置
12 ライト
13 カメラ
14 画像処理装置
17 水切りロール
18 エアパージ装置
20 鋼帯コイル
21 鋼帯
22 略円形の管状体(オープン管)
23 円形管体
24 角形鋼管(角形電縫鋼管)
Claims (4)
- 鋼帯をロール成形して略円形の管状体にするロール成形装置と、前記略円形の管状体の幅方向両端部を電縫溶接して円形管体にする電縫溶接装置と、前記円形管体を角孔型ロールで整形して角形鋼管にする定形ロール装置と、前記角形鋼管を所定長さに切断する切断装置とを備えた角形鋼管の製造設備において、前記定形ロール装置と前記切断装置との間に、角形鋼管の表面欠陥を検査する表面検査装置を備えていることを特徴とする角形鋼管の製造設備。
- 前記表面検査装置は、角形鋼管の表面を照射する照射手段と、該照射手段で照射された角形鋼管の表面を撮影する撮影手段と、該撮影手段が撮影した画像を処理して表面欠陥を検出する画像処理手段とを備えていることを特徴とする請求項1に記載の角形鋼管の製造設備。
- 前記表面検査装置の入側に水切り手段を備えていることを特徴とする請求項1または2に記載の角形鋼管の製造設備。
- 請求項1〜3のいずれかに記載の角形鋼管の製造設備を用いた角形鋼管の製造方法であって、表面検査装置が検出した表面欠陥の形態と検出位置に基づいて、当該表面欠陥の発生原因を特定し、当該表面欠陥が解消するように、関係する装置を調整することを特徴とする角形鋼管の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007266031A JP5082746B2 (ja) | 2007-10-12 | 2007-10-12 | 角形鋼管の製造設備および製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007266031A JP5082746B2 (ja) | 2007-10-12 | 2007-10-12 | 角形鋼管の製造設備および製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009090363A true JP2009090363A (ja) | 2009-04-30 |
| JP5082746B2 JP5082746B2 (ja) | 2012-11-28 |
Family
ID=40662878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007266031A Active JP5082746B2 (ja) | 2007-10-12 | 2007-10-12 | 角形鋼管の製造設備および製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5082746B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016191598A (ja) * | 2015-03-31 | 2016-11-10 | 株式会社Lixil | 便座装置及びセンサホルダ |
| CN109657743A (zh) * | 2018-11-05 | 2019-04-19 | 广州市水务信息技术保障中心 | 排水设施的数据处理方法和系统 |
| JP2022145596A (ja) * | 2021-03-19 | 2022-10-04 | Jfeスチール株式会社 | 表面疵の発生原因特定システム及び工業製品の製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0327186U (ja) * | 1989-07-26 | 1991-03-19 | ||
| JPH04339517A (ja) * | 1991-05-15 | 1992-11-26 | Nakajima Kokan Kk | 大径角形鋼管の熱間成形工法 |
| JPH0538518A (ja) * | 1991-07-31 | 1993-02-19 | Nakajima Kokan Kk | 大径角形鋼管の成形工法および装置 |
| JPH05192709A (ja) * | 1991-06-04 | 1993-08-03 | Nakajima Kokan Kk | 大径角形鋼管の熱間成形工法 |
| JPH11277146A (ja) * | 1998-03-27 | 1999-10-12 | Kawasaki Steel Corp | 熱間圧延ラインにおける鋼板の表面検査装置 |
| JP2002066627A (ja) * | 2000-08-25 | 2002-03-05 | Aida Engineering Co Ltd | チューブミルライン及びロールフォーミングライン |
| JP2003075358A (ja) * | 2001-09-07 | 2003-03-12 | Daido Steel Co Ltd | 光学式探傷方法 |
| JP2003207322A (ja) * | 2002-01-15 | 2003-07-25 | Aida Engineering Co Ltd | 画像検査システム |
| JP2006233323A (ja) * | 2005-02-28 | 2006-09-07 | Jfe Steel Kk | 角コラムの製造方法 |
-
2007
- 2007-10-12 JP JP2007266031A patent/JP5082746B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0327186U (ja) * | 1989-07-26 | 1991-03-19 | ||
| JPH04339517A (ja) * | 1991-05-15 | 1992-11-26 | Nakajima Kokan Kk | 大径角形鋼管の熱間成形工法 |
| JPH05192709A (ja) * | 1991-06-04 | 1993-08-03 | Nakajima Kokan Kk | 大径角形鋼管の熱間成形工法 |
| JPH0538518A (ja) * | 1991-07-31 | 1993-02-19 | Nakajima Kokan Kk | 大径角形鋼管の成形工法および装置 |
| JPH11277146A (ja) * | 1998-03-27 | 1999-10-12 | Kawasaki Steel Corp | 熱間圧延ラインにおける鋼板の表面検査装置 |
| JP2002066627A (ja) * | 2000-08-25 | 2002-03-05 | Aida Engineering Co Ltd | チューブミルライン及びロールフォーミングライン |
| JP2003075358A (ja) * | 2001-09-07 | 2003-03-12 | Daido Steel Co Ltd | 光学式探傷方法 |
| JP2003207322A (ja) * | 2002-01-15 | 2003-07-25 | Aida Engineering Co Ltd | 画像検査システム |
| JP2006233323A (ja) * | 2005-02-28 | 2006-09-07 | Jfe Steel Kk | 角コラムの製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016191598A (ja) * | 2015-03-31 | 2016-11-10 | 株式会社Lixil | 便座装置及びセンサホルダ |
| CN109657743A (zh) * | 2018-11-05 | 2019-04-19 | 广州市水务信息技术保障中心 | 排水设施的数据处理方法和系统 |
| JP2022145596A (ja) * | 2021-03-19 | 2022-10-04 | Jfeスチール株式会社 | 表面疵の発生原因特定システム及び工業製品の製造方法 |
| JP7468558B2 (ja) | 2021-03-19 | 2024-04-16 | Jfeスチール株式会社 | 表面疵の発生原因特定システム及び工業製品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5082746B2 (ja) | 2012-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2177177C (en) | Dual bias weld for continuous coiled tubing | |
| JP5082746B2 (ja) | 角形鋼管の製造設備および製造方法 | |
| JP5909873B2 (ja) | 溶接欠陥検出システム及び電縫鋼管の製造方法並びに溶接製品の製造方法 | |
| JP6015883B1 (ja) | 電縫溶接管の製造状況監視方法、電縫溶接管の製造状況監視装置、及び電縫溶接管の製造方法 | |
| JP2905157B2 (ja) | 高周波溶接鋼管の検査方法及びその製造装置 | |
| JP2015219124A (ja) | 電縫鋼管の溶接シーム部検出方法及び装置 | |
| JP6142858B2 (ja) | 鍛接鋼管の形状計測方法および装置 | |
| JP5338511B2 (ja) | レーザ溶接鋼管の製造方法 | |
| JP5909872B2 (ja) | 溶接欠陥検出方法及びシステム及び電縫鋼管の製造方法並びに溶接製品の製造方法 | |
| JP4935703B2 (ja) | 溶接部の靭性が良好な電縫鋼管の製造方法 | |
| JP6219075B2 (ja) | 疵検出方法 | |
| JP5909874B2 (ja) | 電縫鋼管の溶接欠陥の検出システム及び電縫鋼管の製造方法 | |
| JP2011056558A (ja) | 電縫溶接部の監視システム | |
| JP6083402B2 (ja) | 電縫鋼管の製造方法 | |
| JP2014065053A (ja) | 電縫溶接管の熱処理方法 | |
| RU2456107C1 (ru) | Способ изготовления стальной трубы лазерной сваркой | |
| JP5909870B2 (ja) | 溶接欠陥検出方法及び電縫鋼管の製造方法並びに溶接製品の製造方法 | |
| JP5881942B2 (ja) | 溶接欠陥検出システム及び電縫鋼管の製造方法並びに溶接製品の製造方法 | |
| JP5258218B2 (ja) | 電縫鋼管の溶接部欠陥の検査方法 | |
| CN105171346A (zh) | 一种方管制造工艺 | |
| JP2006102779A (ja) | 熱間における鋼管の横継ぎ部識別方法及びその装置 | |
| JPH1029014A (ja) | 内径溝付電縫管用板条材表面の欠陥除去方法及びその装置 | |
| JPS63249050A (ja) | 電気抵抗溶接管製造時の非破壊検査法 | |
| JP2006068759A (ja) | 電縫鋼管中継ぎ溶接部の検出方法 | |
| US20100059484A1 (en) | Method and equipment for manufacturing electric resistance welded steel pipe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120207 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120322 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120820 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5082746 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |