JP2008281101A - 流体動圧軸受機構およびモータ - Google Patents
流体動圧軸受機構およびモータ Download PDFInfo
- Publication number
- JP2008281101A JP2008281101A JP2007125498A JP2007125498A JP2008281101A JP 2008281101 A JP2008281101 A JP 2008281101A JP 2007125498 A JP2007125498 A JP 2007125498A JP 2007125498 A JP2007125498 A JP 2007125498A JP 2008281101 A JP2008281101 A JP 2008281101A
- Authority
- JP
- Japan
- Prior art keywords
- sleeve
- bearing mechanism
- fluid dynamic
- shaft
- dynamic pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/10—Sliding-contact bearings for exclusively rotary movement for both radial and axial load
- F16C17/102—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure
- F16C17/107—Sliding-contact bearings for exclusively rotary movement for both radial and axial load with grooves in the bearing surface to generate hydrodynamic pressure with at least one surface for radial load and at least one surface for axial load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/103—Construction relative to lubrication with liquid, e.g. oil, as lubricant retained in or near the bearing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/106—Details of distribution or circulation inside the bearings, e.g. details of the bearing surfaces to affect flow or pressure of the liquid
- F16C33/107—Grooves for generating pressure
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/16—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields
- H02K5/167—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using sliding-contact or spherical cap bearings
- H02K5/1675—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using sliding-contact or spherical cap bearings radially supporting the rotary shaft at only one end of the rotor
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Power Engineering (AREA)
- Sliding-Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
- Sealing Of Bearings (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
Abstract
【課題】流体動圧を利用する軸受機構内の潤滑油の量を削減するとともにスリーブハウジングの製造コストを削減する。
【解決手段】電動式モータに用いられる軸受機構2は円筒状のスリーブ21、スリーブ21に挿入されて下端部にスラストプレート23が取り付けられたシャフト、および、略有底円筒状のスリーブハウジングを備え、内部の間隙および流路に潤滑油が連続して充填される。スリーブハウジングはスリーブ21の外側面を覆う略円筒状のハウジング本体241、並びに、スラストプレート23の下面およびハウジング本体241の円筒部2411を覆う有底円筒状の下キャップ242を備える。プレス加工により形成されるハウジング本体241の下端部はスラストプレート23の外側面に向かって折り曲げられて内側に突出する折曲部2415を有し、これにより、軸受機構2内の潤滑油の量が削減されるとともにスリーブハウジングの製造コストが削減される。
【選択図】図16
【解決手段】電動式モータに用いられる軸受機構2は円筒状のスリーブ21、スリーブ21に挿入されて下端部にスラストプレート23が取り付けられたシャフト、および、略有底円筒状のスリーブハウジングを備え、内部の間隙および流路に潤滑油が連続して充填される。スリーブハウジングはスリーブ21の外側面を覆う略円筒状のハウジング本体241、並びに、スラストプレート23の下面およびハウジング本体241の円筒部2411を覆う有底円筒状の下キャップ242を備える。プレス加工により形成されるハウジング本体241の下端部はスラストプレート23の外側面に向かって折り曲げられて内側に突出する折曲部2415を有し、これにより、軸受機構2内の潤滑油の量が削減されるとともにスリーブハウジングの製造コストが削減される。
【選択図】図16
Description
本発明は、電動式のモータに用いられる流体動圧軸受機構に関する。
記録ディスク装置等に用いられている小型のスピンドルモータ(以下、「モータ」という。)には、多くの場合、流体動圧を利用した軸受機構が利用されている。流体動圧軸受機構において潤滑油の漏洩を防止することは、周辺の装置を清浄に保つとともに流体動圧軸受機構を長寿命化するために重要となる。流体動圧軸受機構内に充填される潤滑油の線膨張率は金属等に比べて大きく、潤滑油量が多くなると、軸受機構内部の温度が上昇したときに潤滑油が膨張により漏洩する可能性が高くなる。
そこで、従来より流体動圧軸受機構において潤滑油の体積を制限するための技術が提案されている。例えば、特許文献1では、軸受部容量に対して毛細管シール部の容量を大きくして潤滑油の体積の変化による潤滑油の漏れを防止する技術が開示されている。
なお、小型モータの軸受機構として、例えば、特許文献2ないし4に開示された軸受機構のように、シャフトの下端にスリーブの下面に対向するスラストプレートを設け、スリーブおよびスラストプレートを覆う有底円筒状のスリーブハウジングを設けたものが知られている。特許文献2の軸受機構ではスリーブハウジングおよびスリーブの下面に対向するフランジ部がシャフトの下端に設けられ、スリーブハウジングの内径がフランジ部の周囲にて小さくされる。特許文献3ではスラストプレートの外側面の間隙をスラストプレートの厚さに比べて一定以下の微小間隙とする技術が開示されており、特許文献4ではスラストプレートとスリーブハウジングの内側面との間の間隙を部分的に狭くする技術が開示されている。
特許2937833号公報
特開2005−282779号公報
米国特許5,357,163号明細書
特許2966725号公報
ところで、仮に流体動圧軸受機構の内部に充填される潤滑油の量を削減するために、特許文献2ないし4に示されるような複雑な形状のスリーブハウジングを採用した場合、切削加工等が必要となり、コストの削減が困難となってしまう。
本発明は上記課題に鑑みなされたものであり、流体動圧軸受機構内の潤滑油の量を削減するとともにスリーブハウジングの製造コストを削減することを主たる目的としている。
請求項1に記載の発明は、電動式のモータに用いられる流体動圧軸受機構であって、円筒状のスリーブと、前記スリーブに挿入されて上端が前記スリーブから突出するシャフトと、前記シャフトの下端に位置し、前記スリーブの下面と対向する円板状のスラストプレートと、前記スリーブの外側面のうち少なくとも下部を覆う略円筒状のハウジング本体と、前記ハウジング本体の下部の外側面および前記スラストプレートの下面を覆う有底円筒状の下キャップとを備え、前記ハウジング本体の下端部が、前記スラストプレートの外側面に向かって折り曲げられて内側に突出する折曲部を有し、前記シャフトの外側面と前記スリーブの内側面との間、前記スリーブの前記下面と前記スラストプレートの上面との間、前記スラストプレートの前記外側面と前記折曲部との間、および、前記スラストプレートの前記下面と前記下キャップの内底面との間に潤滑油が連続して充填されている。
請求項2に記載の発明は、請求項1に記載の流体動圧軸受機構であって、前記折曲部がプレス加工による折り曲げおよび切断により形成されたものであり、前記折曲部の前記スラストプレートの前記外側面に対向する面が前記切断により形成された円筒面状の切断面である。
請求項3に記載の発明は、請求項1または2に記載の流体動圧軸受機構であって、前記シャフトの前記外側面と前記スリーブの前記内側面との間のラジアル間隙の上方に、前記ラジアル間隙から連続する潤滑油を前記シャフトの周囲に設けられたテーパ状の間隙にて保持するテーパシール部をさらに備える。
請求項4に記載の発明は、請求項1または2に記載の流体動圧軸受機構であって、前記シャフトの前記上端が挿入される開口を有し、前記スリーブの上面および前記外側面の上部を覆う上キャップをさらに備え、前記ハウジング本体および前記上キャップと前記スリーブとの間に、前記スリーブの前記下面と前記スラストプレートの前記上面との間のスラスト間隙から潤滑油を前記スリーブの前記外側面に沿って上方へと導き、さらに前記スリーブの前記上面に沿って前記シャフトの前記外側面と前記スリーブの前記内側面との間のラジアル間隙へと導く流路が設けられ、前記シャフトの前記外側面と前記上キャップの前記開口の内側面との間に、テーパ状の間隙にて潤滑油を保持するテーパシール部が設けられる。
請求項5に記載の発明は、請求項1ないし4のいずれかに記載の流体動圧軸受機構であって、前記スリーブが焼結金属体である。
請求項6に記載の発明は、請求項1ないし5のいずれかに記載の流体動圧軸受機構であって、前記下キャップが前記ハウジング本体に接着剤により固定され、前記下キャップの内側面と前記折曲部との間のテーパ状の間隙に、前記接着剤の余剰部分が保持されている。
請求項7に記載の発明は、電動式のモータであって、請求項1ないし6のいずれかに記載の流体動圧軸受機構と、前記シャフトの前記上端に取り付けられたロータ部と、前記流体動圧軸受機構が固定されるステータ部とを備える。
本発明によれば、潤滑油の量を削減して温度変化による潤滑油の漏れを抑制することができるとともに、低コストにてハウジング本体を製造することができる。また、ハウジング本体の剛性を向上することができる。
請求項6の発明では、下キャップを固定する際に接着剤がスラストプレート側へと進入することを防止することができる。
図1は本発明の一の実施の形態に係るアウタロータ型の電動式モータ1(以下「モータ1」という。)を示す縦断面図である。モータ1は回転組立体であるロータ部11、固定組立体であるステータ部12、および、ロータ部11をステータ部12に対して回転可能に支持する流体動圧軸受機構2(以下、「軸受機構2」という。)を備える。以下の説明では、便宜上、中心軸J1に沿ってロータ部11側を上側、ステータ部12側を下側として説明するが、中心軸J1は必ずしも重力方向と一致する必要はない。
ロータ部11は、記録ディスク13が固定される略有蓋円筒状のロータハブ111、および、ロータハブ111に取り付けられて中心軸J1の周囲に配置される界磁用磁石112を備える。ステータ部12は、中央に穴部が形成されたベース部であるベースブラケット121、および、穴部の周囲にてベースブラケット121に取り付けられた電機子122を備え、電機子122は多極着磁された円環状の界磁用磁石112との間で中心軸J1を中心とする回転力(トルク)を発生する。軸受機構2は、ベースブラケット121の穴部に熱硬化性の接着剤により固定される。
図2は、モータ1の流体動圧を利用する軸受機構2を示す縦断面図である。軸受機構2は円筒状のスリーブ21、スリーブ21に挿入されるシャフト22、シャフト22の下端に取り付けられ、スリーブ21の下面に対向するスラストプレート23、スラストプレート23の下面およびスリーブ21の外側面を覆うスリーブハウジング24、並びに、スリーブ21の上面および外側面の上部を覆う上キャップ25を備える。
スリーブハウジング24は、スリーブ21の外側面を覆う略円筒状のハウジング本体241にハウジング本体241の下部の外側面およびスラストプレート23の下面を覆う有底円筒状の下キャップ242が嵌合されて接着により固定されたものとなっている。上キャップ25は、スリーブ21から突出するシャフト22の上端が挿入される開口部2511を有し、図1に示すようにシャフト22の上端がロータ部11に固定されることにより、ロータ部11がステータ部12に対して回転可能に支持される。
図3、図4および図5はそれぞれスリーブ21の平面図、縦断面図および底面図である。スリーブ21は上面211に径方向に伸びる複数の上面溝2111、外側面212に中心軸J1に平行な方向に伸びる複数の外側面溝2121、および、下面213にスパイラル形状のスラスト動圧溝2131(平行斜線を付して示す。)を有する。上面溝2111は周方向において等間隔に3カ所に位置しており、上面溝2111の位置と同じ周方向の位置に外側面溝2121が形成されている。上面溝2111の深さは上面211の外縁に設けられた面取部および上面211の内縁に設けられた面取部の軸方向の幅より小さく、外側面溝2121の深さは上面211の外縁の面取部の径方向の幅より小さい。なお、スリーブ21は多孔質の焼結金属体であり、プレス成形時に上面溝2111、外側面溝2121およびスラスト動圧溝2131が形成される。
図6はシャフト22の正面図であり、シャフト22は、外側面に形成されたラジアル動圧溝221、ラジアル動圧溝221の上方に形成された中心軸J1を中心とする環状凹部222、および、下端面に中心軸J1に沿う雌ネジ223を有する。ラジアル動圧溝221は、軸方向において離れた2カ所に形成され、シャフト22の回転によりスリーブ21の内側面との間のラジアル間隙261(図2参照)にラジアル動圧を発生させ、これにより、シャフト22が潤滑油を介してスリーブ21により非接触にてラジアル方向に支持される。ラジアル動圧溝221の上側の溝(の集合)2211および下側の溝(の集合)2212はそれぞれヘリングボーン形状であり、溝2211の上側の直線部分は下側の直線部分より長く、ラジアル動圧と同時に潤滑油をラジアル間隙261内において下方に送る動圧を発生する。溝2212では上下の直線部分の長さが等しく、ラジアル動圧のみを発生する。環状凹部222は下側にテーパ面2221を有し、テーパ面2221は下方から上方へと向かってシャフト22の外径が小さくなるように傾斜している。
図7および図8はスラストプレート23の正面図および底面図であり、スラストプレート23は図7に示すように円板状のプレート部231およびプレート部231の中心から上方に突出する雄ネジ232を有し、シャフト22の雌ネジ223(図6参照)との螺合によりシャフト22の下端部に固定される。また、図8に示すように、プレート部231は下面にスパイラル形状のスラスト動圧溝2311(平行斜線を付して示す。)を有する。
図2に示すように、シャフト22およびスラストプレート23が回転すると、潤滑油はラジアル間隙261からスリーブ21の下面213とスラストプレート23の上面との間の第1スラスト間隙262へと流入する。一方、下面213のスラスト動圧溝2131(図5参照)により第1スラスト間隙262にスラスト動圧が発生する。スラストプレート23と下キャップ242との間の第2スラスト間隙263にも潤滑油が充填されており、スラストプレート23の下面のスラスト動圧溝2311(図8参照)により第2スラスト間隙263にてスラスト動圧が発生し、第1スラスト間隙262および第2スラスト間隙263のスラスト動圧によりシャフト22がスラスト方向に支持される。また、スラストプレート23の外側面とスリーブハウジング24の内側面および内底面との間には、第1スラスト間隙262と第2スラスト間隙263とを連通する間隙264が設けられ、これらの間隙には潤滑油が連続して充填されている。
図9はスリーブハウジング24の略円筒状のハウジング本体241の縦断面図である。ハウジング本体241は下部がスリーブ21の外側面の下部を覆う円筒部2411とされ、上部が下方から上方に向かって漸次径が増大する環状テーパ部2412とされる。環状テーパ部2412の下端部における内径は円筒部2411の内径よりも大きく、円筒部2411と環状テーパ部2412との間は段差部2413となっている。
図10はスリーブハウジング24の下キャップ242の平面図であり、図11は図10中の矢印Aにて示す位置での断面図である。下キャップ242は円板状の底部2421および円筒状の側部2422を有し、下キャップ242はハウジング本体241の円筒部2411(図9参照)に下から嵌合されて接着剤にて接着される。底部2421は中心軸J1を中心とする環状であって上方に僅かに突出する凸部2423を有し、図2に示すように凸部2423がスラストプレート23の下面との間の間隙を局所的に狭めることにより第2スラスト間隙263におけるスラスト動圧が高められる。
図11に示すように側部2422の内側面には接着剤を保持するための周方向に伸びる細い溝2424が軸方向における2カ所に設けられ、側部2422の上端部には上方に突出する3つの爪部2425が周方向に等間隔に設けられる。図2に示すようにスリーブ21はハウジング本体241の円筒部2411の内側面に圧入されて固定され、スリーブ21の外側面溝2121(図3参照)により、スリーブ21の外側面と円筒部2411の内側面との間に、第1スラスト間隙262からの潤滑油を上方へと導く流路265(以下、「外側下部流路265」という。)が形成される。
図12は略有蓋円筒状の上キャップ25の底面図であり、図13は図12中の矢印Bにて示す位置での断面図である。上キャップ25は環状かつ板状の上部251および上部251の外周から下方に伸びる円筒部252を有し、図2に示すように、中央の円形の開口部2511にシャフト22の上端が挿入され、円筒部252にスリーブ21の上部が圧入される。開口部2511の内径はシャフト22の外径よりも大きく、図13に示すように開口部2511の内側面2513は中心軸J1に平行な円筒面とされる。
図14は軸受機構2の上部を拡大して示す図である。図12ないし図14に示すように、上キャップ25の上部251の下面には4つの円形の突起である凸部2512が周方向に等間隔に設けられ、図14に示すように凸部2512はスリーブ21の上面211に当接する。図12および図13に示すように、円筒部252の内側面には下端部から上部251の下面まで中心軸J1に平行に伸びる4つの凹部2521が周方向に等間隔に設けられ、各凹部2521は周方向において2つの凸部2512の中間に位置する。上部251の凸部2512の周方向の幅は図3に示すスリーブ21の上面溝2111の周方向の幅よりも大きくされ、これにより、凸部2512が上面溝2111に嵌りこむことが防止される。凹部2521はスリーブ21の外側面212に対向する溝となっており、隣り合う凹部2521の間の部位の周方向の幅は図3に示すスリーブ21の外側面溝2121の幅よりも大きくされ、凹部2521間の部位が外側面溝2121に嵌りこむことが防止される。
図14に示すように、スリーブ21の外側面212と上キャップ25の円筒部252の内側面との間には、スリーブ21の外側面溝2121および上キャップ25の内側面の凹部2521により外側上部流路266が形成され、スリーブ21の上面211と上キャップ25の上部251の下面との間には、上キャップ25の凸部2512がスリーブ21の上面211に当接することにより設けられる間隙2514と、スリーブ21の上面溝2111とにより上側流路267が形成される。潤滑油は外側下部流路265から外側上部流路266に流入し、スリーブ21の外側面212に沿って上方へと流れて上側流路267へと流入し、スリーブ21の上面211に沿って中央のラジアル間隙261へと戻る。
図2に示すように、軸受機構2内ではラジアル間隙261、第1スラスト間隙262、外側下部流路265、外側上部流路266および上側流路267により循環路26が形成され、潤滑油は循環路26内に連続して充填されてシャフト22の回転に伴って発生する動圧により循環する。一方、上キャップ25の外周には毛細管シール部である第1テーパシール部271が設けられ、上キャップ25の内周にも毛細管シール部である第2テーパシール部272が設けられ、これらのテーパシール部271,272により潤滑油が保持される。
図15は第1テーパシール部271および第2テーパシール部272を拡大して示す図である。第1テーパシール部271は、ハウジング本体241の環状テーパ部2412の内側面2414および環状テーパ部2412の内側に位置する上キャップ25の円筒部252の外側面によるテーパ状の間隙2712(以下、「第1テーパ間隙2712」という。)に形成される。第1テーパ間隙2712は上方に向かって漸次拡大しており、第1テーパシール部271では第1テーパ間隙2712により下方に向かう毛細管力が発生し、内部の圧力と釣り合う位置に第1界面2711が形成されて潤滑油が保持される。第1テーパ間隙2712の上部には撥油剤が塗布され、潤滑油の漏出が防止される。
第2テーパシール部272は、ラジアル間隙261の上方においてシャフト22のテーパ面2221および上キャップ25の開口部2511(図13参照)の内側面2513によるテーパ状の間隙2722(以下、「第2テーパ間隙2722」という。)に形成される。第2テーパ間隙2722は上方に向かって漸次拡大しており、第2テーパシール部272では第2テーパ間隙2722により下方へ向かう毛細管力が発生し、内部の圧力と釣り合う位置に第2界面2721が形成されてラジアル間隙261から連続する潤滑油が保持される。シャフト22のテーパ面2221の上側および上キャップ25の上面には撥油剤が塗布され、潤滑油の漏出が防止される。
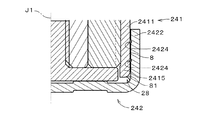
図16は、軸受機構2の下部の拡大図である。ハウジング本体241は円筒部2411の下端部にスラストプレート23の外側面に向かって折り曲げられて内側に突出する折曲部2415を有し、折曲部2415の端面2416は中心軸J1方向に平行な円筒面状となっており、スラストプレート23の外側面に対向する。したがって、端面2416の内径はスリーブ21の外径(すなわち、スリーブ21の外側面と当接する部位における円筒部2411の内径)よりも小さくなっている。スラストプレート23の外径は、スリーブ21の下面の外縁に設けられた面取部を除く下面の外径より僅かに大きく、スラストプレート23の外側面は面取部の下方に位置する。ここで、スラストプレート23の外周部とスリーブ21、ハウジング本体241および下キャップ242との間に形成される間隙264の容積は端面2416の内径とスラストプレート23の外径との差に依存するため、軸受機構2では折曲部2415が内側に突出していることにより折曲部2415が無い場合に比べて間隙264の容積が縮小される。
その結果、軸受機構2内に保持されるの潤滑油の量が削減され、温度変化による潤滑油の漏れが抑制される。特に、スリーブ21が微小孔を多数有する焼結金属体である場合には潤滑油の量が多くなって潤滑油の漏出の可能性が高くなるため、折曲部2415による油量の削減が重要となる。また、ハウジング本体241の円筒部2411の下端部が径方向に厚さを増すことにより、ハウジング本体241の剛性を向上することができ、組立または加工時に部品の形状精度を維持することができる。
一方、軸受機構2では、既述のようにハウジング本体241に下キャップ242が嵌合され、接着剤により固定されるが、余剰の接着剤が軸受機構2の内部に進入して軸受性能が低下することを防止するためにスリーブハウジング24の下部に接着剤を保持する構造が設けられる。具体的には、図16に示すように、ハウジング本体241の外側面の下端は中心軸J1を含む面による断面が略円弧となる形状(以下、「R形状」と呼ぶ。)を有し、下キャップ242の底部2421の外縁と側部2422の下部とが連続する部分の内側の面も折り曲げによるR形状となっており、折曲部2415の凸状のR形状の曲率半径は下キャップ242の内側の面の凹状のR形状の曲率半径以下とされる(ただし、折曲部2415の下端と下キャップ242の内底面とが十分に離れている場合は、2つのR形状の曲率半径の大小は重要とはならない)。
2つのR形状(特に、折曲部2415のR形状)により、折曲部2415と下キャップ242の内側面との間にテーパ状の間隙28(以下、「テーパ間隙28」という。)が形成される。なお、折曲部2415の外側面と下キャップ242の側部2422の内側面の下部の間のみならず、折曲部2415のR形状と下キャップ242の内底面との間の空間も含めてテーパ間隙28と捉えられてもよい。余剰の接着剤は毛細管現象を利用してテーパ間隙28に安定して保持され、スラストプレート23側にはみ出すことが防止される。
図17および図18はハウジング本体241を下キャップ242に取り付ける工程を示す図であり、ハウジング本体241の円筒部2411、スリーブ21、シャフト22の下部、スラストプレート23、および、下キャップ242を拡大して示している。説明の都合上、図17および図18では各部材の上下方向を図16と同様の向きで示しているが、実際の作業ではシャフト22およびスラストプレート23の保持を容易とするために図17および図18の上側が重力方向下方とされる。したがって、図17および図18を参照する以下の説明では、下側が重力方向上方であり、上側が重力方向下方となる。
下キャップ242の取付では、まず、図17に示すように、下キャップ242の内側面の2つの溝2424より上側(開口側)の位置に全周に渡って嫌気性を有する接着剤8が塗布される。そして、スラストプレート23の下面と下キャップ242の内底面(すなわち、底部2421の上面)とを中心軸J1に沿って対向させ、円筒部2411が下キャップ242の側部2422内にすきまばめの関係にて挿入される。このとき、円筒部2411の下端部である折曲部2415の外周のR形状の面が接着剤8に接触し、接着剤244が下方に引き伸ばされる。
挿入が完了すると、図18に示すように下キャップ242の側部2422の内側面と円筒部2411の外側面との間に薄く引き伸ばされた接着剤が介在する状態となり、さらに、2つの溝2424に接着剤が保持される。また、折曲部2415と下キャップ242の内側面(凹状のR形状部分が含まれてもよい。)との間にテーパ間隙28が形成され、テーパ間隙28には接着剤8の余剰部分81が滞留し、毛細管力により安定して保持される。このとき、下キャップ242の爪部2425(図11参照)により、下キャップ242は円筒部2411に仮固定の状態とされる。その後、図18の状態でハウジング本体241および下キャップ242が所定の時間だけ保持されて嫌気性の接着剤8が硬化することにより、ハウジング本体241に下キャップ242が固定される。なお、接着剤8は嫌気性のものには限定されず、熱硬化性、嫌気性および熱硬化性、あるいは、紫外線硬化性および熱硬化性を有するもの等であってもよい。
以上に説明したように軸受機構2では、ハウジング本体241と下キャップ242との間のテーパ間隙28にて接着剤8の余剰部分81を保持することができ、下キャップ242の取り付け時に接着剤8がスラストプレート23側へと進入することを防止することができ、軸受機構2の歩留まりを向上することができる。また、テーパ状の間隙に接着剤8を保持することにより、下キャップ242の固定強度およびハウジング本体241と下キャップ242との間のシールの信頼性を高めることができる。接着剤8の余剰部分81は軸受機構2内に保持されるため、軸受機構2内の潤滑油の量を削減することができる。さらに、接着工程において溝2424が接着剤8を保持することにより、接着剤8の周方向の分布の均一性を向上することも実現される。
図19は、折曲部2415を有するハウジング本体241の製造の概要を説明するための図であり、ハウジング本体241を形成する材料の一部を二点鎖線にて示している。ハウジング本体241の加工前の元部材は平板であり、まず、ハウジング本体241の円筒部2411および環状テーパ部2412と同様の形状が、元部材をプレス加工にて(主として)伸張しつつ折り曲げることにより成形され、次に、円筒部2411の底部を閉塞する円板状の部位91が打抜加工により切断される。部位91が切断される位置は円筒部2411の内側面より僅かに内側寄りとされ、中心軸に平行に切断されることにより、内側(すなわち、中心軸側)に突出するとともに円筒面状の切断面である端面2416を有する折曲部2415が形成される。さらに、ハウジング本体241を環状テーパ部2412の外縁から僅かに外側の位置にて外側の部位92から打抜加工で切断することにより、ハウジング本体241が完成する。なお、本実施の形態では元部材としてSPCEが使用され、ハウジング本体の形状が成形された後にニッケルメッキを施してハウジング本体241が得られる。ハウジング本体の元部材としては、ステンレス鋼(磁性であっても非磁性であってもよい。)、アルミニウム、アルミニウム合金、銅合金、SPCC、SPCD等が採用されてもよい。
以上に説明したように、板状の部材のプレス加工による折り曲げおよび切断により低コストにて折曲部2415を有するハウジング本体241を製造することができ、低コストにて潤滑油の削減が実現される。また、プレス加工の際の切断により端面2416が形成されるため、さらにコストの削減が可能とされる。
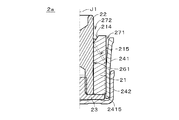
図20は、軸受機構2の他の例を示す図である。図20に示す軸受機構2aでは図2に示す軸受機構2と比べて、上キャップ25が省略され、ハウジング本体241の上部の環状テーパ部とスリーブ21の外側面との間に第1テーパシール部271が形成される。また、シャフト22から環状凹部222が省略され、スリーブ21の内側面の上端に中心軸J1に対して傾斜するテーパ面214が設けられ、シャフト22の外側面とテーパ面214との間のテーパ状の間隙に第2テーパシール部272が設けられる。第1テーパシール部271と第2テーパシール部272との間には、これらのテーパシール部を連絡する連通路215がスリーブ21の内部に設けられる。軸受機構2aの他の構成は図2の軸受機構2と同様であり、同様の構成に同符号を付している。
軸受機構2aのように、上キャップ25が存在しなくてもシャフト22の外側面とスリーブ21の内側面との間のラジアル間隙261の上方に、ラジアル間隙261から連続する潤滑油をシャフト22の周囲に設けられたテーパ状の間隙にて保持する第2テーパシール部272を設けることが可能であり、軸受機構2aにおいてもハウジング本体241の下部に折曲部2415を設けることにより、スラストプレート23の周囲において潤滑油の量を削減することが実現される。
以上、本発明の実施の形態について説明してきたが、本発明は上記実施の形態に限定されるものではなく、様々な変形が可能である。
例えば、図16に示すスラストプレート23の外径は、スリーブ21の下面の外縁に設けられた面取部を含まない領域の外径よりも小さくされてもよく、この場合、回転時のロストルクを減少することができる。また、スラストプレート23とシャフト22とは単一部材から構成されてもよい。
また、図2の軸受機構2において、シャフト22にテーパ面2221(図6参照)を設けるのではなく、上キャップ25の開口部2511の内側面が中心軸J1に対して傾斜するテーパ面とされることにより、シャフト22の外側面と上キャップ25の開口部2511の内側面との間にテーパ状の間隙を形成して第2テーパシール部272が設けられてもよい。さらに、第1テーパシール部271やスリーブ21の外側面の流路等が省略されて潤滑油の循環が行われず、潤滑油が第2テーパシール部272のみにより保持されてもよい。この場合、ハウジング本体241はスリーブ21の外側面の全体を覆ってもよい。すなわち、ハウジング本体241は、軸受機構においてスリーブ21の外側面のうち少なくとも下部を覆う略円筒状の部材として設けられる。
図2に示すラジアル間隙261において、シャフト22に形成されたラジアル動圧溝221(図6参照)に代えて、スリーブ21の内側面にラジアル動圧溝が形成されてもよい。また、第1スラスト間隙262において、スリーブ21の下面213のスラスト動圧溝2131(図5参照)に代えてスラストプレート23の上面にスラスト動圧溝が形成されてもよく、第2スラスト間隙263において、スラストプレート23の下面のスラスト動圧溝2311(図8参照)に代えてスリーブハウジング24の底面にスラスト動圧溝が形成されてもよい。
図1のモータ1はアウタロータ型のモータに限定されず、インナロータ型のモータであってもよい。モータ1は記録ディスク駆動装置以外の用途に用いられてもよい。
1 モータ
2,2a 軸受機構
11 ロータ部
12 ステータ部
21 スリーブ
22 シャフト
23 スラストプレート
25 上キャップ
211 (スリーブの)上面
212 (スリーブの)外側面
213 (スリーブの)下面
241 ハウジング本体
242 下キャップ
244 接着剤
261 ラジアル間隙
262 第1スラスト間隙
263 第2スラスト間隙
264 間隙
265 外側下部流路
266 外側上部流路
267 上側流路
272 第2テーパシール部
2415 折曲部
2416 端面
2511 開口部
2513 内側面
2722 第2テーパ間隙
2731 (接着保持用の)テーパ間隙
J1 中心軸
2,2a 軸受機構
11 ロータ部
12 ステータ部
21 スリーブ
22 シャフト
23 スラストプレート
25 上キャップ
211 (スリーブの)上面
212 (スリーブの)外側面
213 (スリーブの)下面
241 ハウジング本体
242 下キャップ
244 接着剤
261 ラジアル間隙
262 第1スラスト間隙
263 第2スラスト間隙
264 間隙
265 外側下部流路
266 外側上部流路
267 上側流路
272 第2テーパシール部
2415 折曲部
2416 端面
2511 開口部
2513 内側面
2722 第2テーパ間隙
2731 (接着保持用の)テーパ間隙
J1 中心軸
Claims (7)
- 電動式のモータに用いられる流体動圧軸受機構であって、
円筒状のスリーブと、
前記スリーブに挿入されて上端が前記スリーブから突出するシャフトと、
前記シャフトの下端に位置し、前記スリーブの下面と対向する円板状のスラストプレートと、
前記スリーブの外側面のうち少なくとも下部を覆う略円筒状のハウジング本体と、
前記ハウジング本体の下部の外側面および前記スラストプレートの下面を覆う有底円筒状の下キャップと、
を備え、
前記ハウジング本体の下端部が、前記スラストプレートの外側面に向かって折り曲げられて内側に突出する折曲部を有し、
前記シャフトの外側面と前記スリーブの内側面との間、前記スリーブの前記下面と前記スラストプレートの上面との間、前記スラストプレートの前記外側面と前記折曲部との間、および、前記スラストプレートの前記下面と前記下キャップの内底面との間に潤滑油が連続して充填されていることを特徴とする流体動圧軸受機構。 - 請求項1に記載の流体動圧軸受機構であって、
前記折曲部がプレス加工による折り曲げおよび切断により形成されたものであり、前記折曲部の前記スラストプレートの前記外側面に対向する面が前記切断により形成された円筒面状の切断面であることを特徴とする流体動圧軸受機構。 - 請求項1または2に記載の流体動圧軸受機構であって、
前記シャフトの前記外側面と前記スリーブの前記内側面との間のラジアル間隙の上方に、前記ラジアル間隙から連続する潤滑油を前記シャフトの周囲に設けられたテーパ状の間隙にて保持するテーパシール部をさらに備えることを特徴とする流体動圧軸受機構。 - 請求項1または2に記載の流体動圧軸受機構であって、
前記シャフトの前記上端が挿入される開口を有し、前記スリーブの上面および前記外側面の上部を覆う上キャップをさらに備え、
前記ハウジング本体および前記上キャップと前記スリーブとの間に、前記スリーブの前記下面と前記スラストプレートの前記上面との間のスラスト間隙から潤滑油を前記スリーブの前記外側面に沿って上方へと導き、さらに前記スリーブの前記上面に沿って前記シャフトの前記外側面と前記スリーブの前記内側面との間のラジアル間隙へと導く流路が設けられ、
前記シャフトの前記外側面と前記上キャップの前記開口の内側面との間に、テーパ状の間隙にて潤滑油を保持するテーパシール部が設けられることを特徴とする流体動圧軸受機構。 - 請求項1ないし4のいずれかに記載の流体動圧軸受機構であって、
前記スリーブが焼結金属体であることを特徴とする流体動圧軸受機構。 - 請求項1ないし5のいずれかに記載の流体動圧軸受機構であって、
前記下キャップが前記ハウジング本体に接着剤により固定され、
前記下キャップの内側面と前記折曲部との間のテーパ状の間隙に、前記接着剤の余剰部分が保持されていることを特徴とする流体動圧軸受機構。 - 電動式のモータであって、
請求項1ないし6のいずれかに記載の流体動圧軸受機構と、
前記シャフトの前記上端に取り付けられたロータ部と、
前記流体動圧軸受機構が固定されるステータ部と、
を備えることを特徴とするモータ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007125498A JP2008281101A (ja) | 2007-05-10 | 2007-05-10 | 流体動圧軸受機構およびモータ |
| PCT/JP2008/058744 WO2008140075A1 (ja) | 2007-05-10 | 2008-05-12 | 流体動圧軸受およびモータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007125498A JP2008281101A (ja) | 2007-05-10 | 2007-05-10 | 流体動圧軸受機構およびモータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008281101A true JP2008281101A (ja) | 2008-11-20 |
Family
ID=40002265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007125498A Withdrawn JP2008281101A (ja) | 2007-05-10 | 2007-05-10 | 流体動圧軸受機構およびモータ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2008281101A (ja) |
| WO (1) | WO2008140075A1 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2966725B2 (ja) * | 1994-05-17 | 1999-10-25 | 株式会社三協精機製作所 | 動圧軸受装置 |
| JP2937833B2 (ja) * | 1994-11-15 | 1999-08-23 | 株式会社三協精機製作所 | 軸受のシール装置 |
| JPH10205528A (ja) * | 1996-11-19 | 1998-08-04 | Sankyo Seiki Mfg Co Ltd | 動圧軸受装置及びその製造方法 |
| JP4219903B2 (ja) * | 2002-04-05 | 2009-02-04 | Ntn株式会社 | 動圧軸受装置 |
| JP4215453B2 (ja) * | 2002-05-17 | 2009-01-28 | 日本電産株式会社 | 動圧軸受装置 |
| JP4788163B2 (ja) * | 2005-03-09 | 2011-10-05 | 日本電産株式会社 | 流体動圧軸受及びスピンドルモータ |
| JP4762757B2 (ja) * | 2006-02-24 | 2011-08-31 | Ntn株式会社 | 流体軸受装置 |
-
2007
- 2007-05-10 JP JP2007125498A patent/JP2008281101A/ja not_active Withdrawn
-
2008
- 2008-05-12 WO PCT/JP2008/058744 patent/WO2008140075A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008140075A1 (ja) | 2008-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5212690B2 (ja) | 流体動圧軸受機構、モータおよび記録ディスク駆動装置 | |
| US7391139B2 (en) | Spindle motor and rotation apparatus | |
| JP2012193842A (ja) | モータおよびディスク駆動装置 | |
| US9135947B2 (en) | Spindle motor having sealing cap with curved part and hard disk drive including the same | |
| JP2003235199A (ja) | スピンドルモータ | |
| US8508883B2 (en) | Motor including hydrodynamic bearing and disk drive apparatus including same | |
| JP2007155093A (ja) | 軸受機構、モータ、記録ディスク駆動装置およびスリーブ部材の製造方法 | |
| KR101412886B1 (ko) | 스핀들 모터 및 이를 포함하는 하드 디스크 드라이브 | |
| JP4248176B2 (ja) | 動圧軸受 | |
| JP3939987B2 (ja) | スピンドルモータ | |
| JPH11122867A (ja) | スピンドルモータ | |
| JP2009008160A (ja) | 流体動圧軸受機構、流体動圧軸受機構の製造方法およびモータ | |
| KR20140035651A (ko) | 스핀들 모터 및 이를 포함하는 하드 디스크 드라이브 | |
| JP2008039124A (ja) | 軸受けユニットおよびモータ | |
| US20140126846A1 (en) | Fluid dynamic bearing device | |
| JP2008281101A (ja) | 流体動圧軸受機構およびモータ | |
| JP2012247052A (ja) | 流体動圧軸受装置 | |
| JP4326299B2 (ja) | モータ | |
| JP2009030780A (ja) | 軸受部および流体動圧軸受機構の製造方法、並びに、流体動圧軸受機構およびモータ | |
| US8995083B2 (en) | Spindle motor and hard disk drive including the same | |
| US20150214808A1 (en) | Spindle motor and hard disk drive including the same | |
| US8824097B2 (en) | Motor and disk drive apparatus | |
| US9341214B2 (en) | Sleeve, fluid dynamic pressure bearing including the sleeve, spindle motor including the fluid dynamic pressure bearing and electronic equipment including the spindle motor | |
| JP2007185073A (ja) | 軸受機構、モータおよび記録ディスク駆動装置 | |
| JP2008303989A (ja) | 流体動圧軸受機構およびモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100209 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110106 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20120113 |