JP2008201670A - 非酸化物セラミックス焼結体の製造方法 - Google Patents
非酸化物セラミックス焼結体の製造方法 Download PDFInfo
- Publication number
- JP2008201670A JP2008201670A JP2008076589A JP2008076589A JP2008201670A JP 2008201670 A JP2008201670 A JP 2008201670A JP 2008076589 A JP2008076589 A JP 2008076589A JP 2008076589 A JP2008076589 A JP 2008076589A JP 2008201670 A JP2008201670 A JP 2008201670A
- Authority
- JP
- Japan
- Prior art keywords
- chamber
- exhaust pipe
- pressure
- binder
- firing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
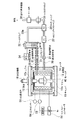
【解決手段】密閉可能なチャンバと、チャンバ内に設けられ、ヒータを備えた加熱室と、チャンバに接続される第1の排気管と、それに接続される第1の真空ポンプと、加熱室に直接接続される第2の排気管と、それに接続される、排ガス中のバインダ成分を捕集する捕集装置と第2の真空ポンプとを有する焼成炉である。また、この焼成炉を用いて、脱脂工程と焼結工程とを連続に行う非酸化物セラミックス焼結体の製造方法である。
【選択図】図1
Description
12 加熱室
14 ヒータ
16 架台
18 圧力機構
18a 上ラム
18b 下ラム
20 真空排気管
21 電磁開閉弁
22 メカニカルブースターポンプ
24 ロータリーポンプ
31、31a 脱脂用排気管
32 コールドトラップ
34 チラー
36 オイルミストトラップ
38 排ガス燃焼装置
40 モールド
50 マスフローコントローラ
52 調節計
54 圧力センサー
Claims (3)
- 密閉可能なチャンバと、チャンバ内に設けられ、ヒータを備えた加熱室と、チャンバ又は加熱室に接続される第1の排気管と、第1の排気管に接続される第1の真空ポンプと、加熱室に直接接続される第2の排気管と、第2の排気管に接続され、排ガス中のバインダ成分を捕集する捕集装置と、捕集装置を介して第2の排気管に接続される第2の真空ポンプと、チャンバ又は加熱室に接続され、チャンバ内に不活性ガスを供給するガス供給管と、チャンバ内の圧力をモニターする圧力計と、チャンバ内の圧力に応じて、チャンバ内への前記不活性ガスの供給量を調整するガス流量制御装置と、加熱室と捕集装置との間の前記第2の排気管を加熱する加熱手段と、捕集装置と前記第2の真空ポンプとを介して第2の排気管に接続され、排ガス中の有機成分を燃焼する燃焼装置と、加熱室内に載置される被焼結材を一軸方向に加圧する加圧機構とを有する焼成炉のチャンバ内にバインダを含む非酸化物セラミックス成形体を導入し、チャンバ内を減圧する、減圧工程と、
チャンバ内に不活性ガスを導入し、不活性ガス雰囲気の減圧条件下で、非酸化物セラミックス成形体をバインダの熱分解に必要な温度に加熱する、脱脂工程と、
不活性ガス雰囲気の減圧条件下で、脱脂後の非酸化物セラミックス成形体を焼結に必要な焼成温度にまで加熱する、昇温工程と、
不活性ガス雰囲気の大気圧より高い加圧条件下で、前記非酸化物セラミックスを前記焼成温度で焼成する、焼結工程と
を有し、脱脂工程と焼結工程を同一チャンバ内で連続して行うことを特徴とする非酸化物セラミックス焼結体の製造方法。 - 脱脂工程後にチャンバ内圧力を大気圧より高くして焼成温度まで昇温し、チャンバ内圧力が大気圧より高い状態で焼成することを特徴とする請求項1に記載の非酸化物セラミックス焼結体の製造方法。
- 脱脂工程後もチャンバ内圧力を減圧状態とし、減圧下で焼成温度まで昇温し、焼成温度に到達後チャンバ内圧力を大気圧より高くして焼成することを特徴とする請求項2に記載の非酸化物セラミックス焼結体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008076589A JP2008201670A (ja) | 2008-03-24 | 2008-03-24 | 非酸化物セラミックス焼結体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008076589A JP2008201670A (ja) | 2008-03-24 | 2008-03-24 | 非酸化物セラミックス焼結体の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003021739A Division JP2004231463A (ja) | 2003-01-30 | 2003-01-30 | 焼成炉および非酸化物セラミックス焼結体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008201670A true JP2008201670A (ja) | 2008-09-04 |
Family
ID=39779552
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008076589A Pending JP2008201670A (ja) | 2008-03-24 | 2008-03-24 | 非酸化物セラミックス焼結体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008201670A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018180155A1 (ja) * | 2017-03-28 | 2018-10-04 | 日本電産株式会社 | 真空脱脂焼結炉 |
| JP2021038893A (ja) * | 2019-09-04 | 2021-03-11 | 島津産機システムズ株式会社 | 熱処理炉 |
| CN113758266A (zh) * | 2020-06-05 | 2021-12-07 | 株式会社岛津制作所 | 脱脂炉及脱脂方法 |
| KR20220091305A (ko) * | 2020-12-23 | 2022-06-30 | 엘티메탈 주식회사 | 압전세라믹 소결체의 제조방법 및 이에 따라 제조된 압전세라믹 소결체 |
| JP7398032B2 (ja) | 2020-02-28 | 2023-12-14 | 島津産機システムズ株式会社 | 工業炉 |
| JP7414205B2 (ja) | 2022-07-28 | 2024-01-16 | 島津産機システムズ株式会社 | 熱処理装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6350272Y2 (ja) * | 1983-12-30 | 1988-12-23 | ||
| JPH0587459A (ja) * | 1991-04-30 | 1993-04-06 | Dia Shinku Kk | 真空熱処理炉 |
| JPH0523540Y2 (ja) * | 1987-09-21 | 1993-06-16 | ||
| JPH0641610A (ja) * | 1992-07-28 | 1994-02-15 | Ishikawajima Harima Heavy Ind Co Ltd | 真空脱脂焼結炉とそれを用いた脱脂方法 |
| JPH07109181A (ja) * | 1993-10-15 | 1995-04-25 | Sumitomo Electric Ind Ltd | C/c複合材の焼成方法及び加圧焼成装置 |
| JPH11311483A (ja) * | 1998-04-28 | 1999-11-09 | Shimazu Mectem Kk | 熱処理炉 |
-
2008
- 2008-03-24 JP JP2008076589A patent/JP2008201670A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6350272Y2 (ja) * | 1983-12-30 | 1988-12-23 | ||
| JPH0523540Y2 (ja) * | 1987-09-21 | 1993-06-16 | ||
| JPH0587459A (ja) * | 1991-04-30 | 1993-04-06 | Dia Shinku Kk | 真空熱処理炉 |
| JPH0641610A (ja) * | 1992-07-28 | 1994-02-15 | Ishikawajima Harima Heavy Ind Co Ltd | 真空脱脂焼結炉とそれを用いた脱脂方法 |
| JPH07109181A (ja) * | 1993-10-15 | 1995-04-25 | Sumitomo Electric Ind Ltd | C/c複合材の焼成方法及び加圧焼成装置 |
| JPH11311483A (ja) * | 1998-04-28 | 1999-11-09 | Shimazu Mectem Kk | 熱処理炉 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018180155A1 (ja) * | 2017-03-28 | 2018-10-04 | 日本電産株式会社 | 真空脱脂焼結炉 |
| CN110494237A (zh) * | 2017-03-28 | 2019-11-22 | 日本电产株式会社 | 真空脱脂烧结炉 |
| CN110494237B (zh) * | 2017-03-28 | 2022-03-08 | 日本电产株式会社 | 真空脱脂烧结炉 |
| JP2021038893A (ja) * | 2019-09-04 | 2021-03-11 | 島津産機システムズ株式会社 | 熱処理炉 |
| JP7238248B2 (ja) | 2019-09-04 | 2023-03-14 | 島津産機システムズ株式会社 | 熱処理炉 |
| JP7398032B2 (ja) | 2020-02-28 | 2023-12-14 | 島津産機システムズ株式会社 | 工業炉 |
| CN113758266A (zh) * | 2020-06-05 | 2021-12-07 | 株式会社岛津制作所 | 脱脂炉及脱脂方法 |
| KR20220091305A (ko) * | 2020-12-23 | 2022-06-30 | 엘티메탈 주식회사 | 압전세라믹 소결체의 제조방법 및 이에 따라 제조된 압전세라믹 소결체 |
| KR102511102B1 (ko) * | 2020-12-23 | 2023-03-16 | 엘티메탈 주식회사 | 압전세라믹 소결체의 제조방법 및 이에 따라 제조된 압전세라믹 소결체 |
| JP7414205B2 (ja) | 2022-07-28 | 2024-01-16 | 島津産機システムズ株式会社 | 熱処理装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008201670A (ja) | 非酸化物セラミックス焼結体の製造方法 | |
| CN103180266B (zh) | 静电卡盘 | |
| JP5023093B2 (ja) | セラミック材料の高周波誘導加熱装置及びこれを利用する非加圧焼結方法 | |
| JP2009173537A (ja) | 高純度・低比抵抗の静電チャック | |
| JP2010257956A (ja) | セラミックヒータ及びその製造方法 | |
| JP2004231463A (ja) | 焼成炉および非酸化物セラミックス焼結体の製造方法 | |
| JP4493264B2 (ja) | 窒化アルミニウム質セラミックス、半導体製造用部材および耐蝕性部材 | |
| WO2010001796A1 (ja) | 希土類元素ホウ化物部材およびその製造方法 | |
| KR101151209B1 (ko) | 머시너블 흑색 세라믹 복합체 및 그 제조방법 | |
| TWI751709B (zh) | 耐火物 | |
| US20160016807A1 (en) | Reaction Bonded Silicon Carbide Bodies Made From High Purity Carbonaceous Preforms | |
| JP2007131936A (ja) | 真空浸炭炉のバーンアウト方法 | |
| WO2017034119A1 (ko) | 열간 가압 소결에 의한 투광성 이트리아의 제조 방법 | |
| JP2002220282A (ja) | 窒化アルミニウム焼結体とその製造方法 | |
| JP4382919B2 (ja) | シリコン含浸炭化珪素セラミックス部材の製造方法 | |
| JP4073558B2 (ja) | 窒化硼素焼結体の製造方法 | |
| JP3998831B2 (ja) | 超硬合金の製造方法 | |
| JPH0465361A (ja) | 炭化珪素ヒーター及びその製造方法 | |
| KR101151208B1 (ko) | 머시너블 세라믹 복합체 및 그 제조방법 | |
| JP5002087B2 (ja) | クロミア焼結体とその製造方法 | |
| JP4336055B2 (ja) | 窒化アルミニウム質焼結体およびその製造方法 | |
| JPH076745B2 (ja) | 熱間静水圧加圧処理装置 | |
| JP4453068B2 (ja) | セラミックス製トレイ | |
| Park et al. | Endothermic reactions between mullite and silicon carbide in an argon plasma environment | |
| JP2024064988A (ja) | 焼結体及びこれを含む部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090629 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110930 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111025 |