JP2008052738A - クロックタイムの最適化、プロセスの最適化及び/又は機械の最適化のための自動化システム及びその方法 - Google Patents
クロックタイムの最適化、プロセスの最適化及び/又は機械の最適化のための自動化システム及びその方法 Download PDFInfo
- Publication number
- JP2008052738A JP2008052738A JP2007216187A JP2007216187A JP2008052738A JP 2008052738 A JP2008052738 A JP 2008052738A JP 2007216187 A JP2007216187 A JP 2007216187A JP 2007216187 A JP2007216187 A JP 2007216187A JP 2008052738 A JP2008052738 A JP 2008052738A
- Authority
- JP
- Japan
- Prior art keywords
- clock time
- time
- set value
- clock
- data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4155—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by programme execution, i.e. part programme or machine function execution, e.g. selection of a programme
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36301—Optimisation of sequence of operations
Abstract
【解決手段】各データ処理レベルに割当てられ各データ処理レベルにおける部分システムのクロックタイムを検出するためのクロックタイム検出手段(120〜124)と、各データ処理レベル毎に求められたクロックタイムの比較と時間的関係付けを行うための手段とを設ける。
【選択図】図3
Description
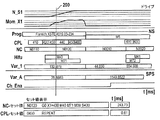
*スタートジョブ102:これは該当するNCファンクションの呼び出しの際にのみ一回だけ処理される
*モードジョブ104:これは新規に読み出された各NCセット値と共に新たに呼出される(さらなるNCコマンドによって除去されるまで)
*イグジットジョブ102:これは該当するファンクションの取り消しの際に一度だけ処理される。
記録の終了と共にNCはイグジットジョブ(106)OscOffIpoBlkを実行し、それによって例えば一次メモリが再び開放される。
120〜124 クロック
150 セット値供給部
159 中間記憶メモリ
160 補間回路機能部
Claims (8)
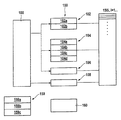
- CNC制御部を備えた自動化システムであって、少なくとも2つのデータ処理レベル、特にデータセット値供給部レベル(150)とデータセット値処理レベル(160)が含まれている形式のものにおいて、
各データ処理レベルに割当てられ各データ処理レベルにおける部分システムのクロックタイムを検出するためのクロックタイム検出手段(120〜124)と、各データ処理レベル毎に求められたクロックタイムの比較と時間的関係付けのための手段とが設けられていることを特徴とする自動化システム。 - 求められたクロックタイムをビジュアル化するための手段を有している、請求項1記載の自動化システム。
- クロックタイムを新たに求めることができるように、クロックタイム検出手段の規則的又は選択的な印加及び/又は問合せのための手段が設けられている、請求項1または2記載の自動化システム。
- 前記部分システムは、ドライブ、SPS、及び/又はRCシステムを含んでいる、請求項1から3いずれか1項記載の自動化システム。
- 前記クロックタイム検出手段(120〜124)は相互に同期化されるクロックとして構成されている、請求項1から4のいずれか1項記載の自動化システム。
- 自動化システム、特にデータセット値供給部レベル(150)とデータセット値処理レベル(160)を含んでいるシステムにおける少なくとも2つのデータ処理レベルのクロックタイム、プロセス、及び/又は機械の最適化のための方法において、各データ処理レベルにおける部分システムの、各データ処理レベルに割当てられたクロックタイムが求められており、
さらに各データ処理レベル毎に求められたクロックタイムが相互に比較されて時間的に関係付けられるようにしたことを特徴とする方法。 - 求められたクロックタイムはビジュアル化される、請求項6記載の方法。
- クロックタイムが規則的又は選択的に新たに求められる、請求項6または7記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006039244A DE102006039244A1 (de) | 2006-08-22 | 2006-08-22 | Automatisierungssystem und Verfahren zur Taktzeit-, Prozess- und/oder Maschinenoptimierung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008052738A true JP2008052738A (ja) | 2008-03-06 |
| JP2008052738A5 JP2008052738A5 (ja) | 2010-07-01 |
Family
ID=38686745
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007216187A Pending JP2008052738A (ja) | 2006-08-22 | 2007-08-22 | クロックタイムの最適化、プロセスの最適化及び/又は機械の最適化のための自動化システム及びその方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9547302B2 (ja) |
| EP (1) | EP1892598A3 (ja) |
| JP (1) | JP2008052738A (ja) |
| DE (1) | DE102006039244A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2434357B1 (de) * | 2010-09-22 | 2020-02-12 | Siemens Aktiengesellschaft | Tracesystem für Technologiedaten und/oder Programmereignisse |
| EP2434360B1 (de) * | 2010-09-22 | 2020-01-08 | Siemens Aktiengesellschaft | Bewegungssteuerungssystem |
| CN108490876B (zh) * | 2018-02-11 | 2020-10-23 | 西南交通大学 | 一种提高数控加工监控阈值与信号同步精确性的方法 |
| US11351669B2 (en) * | 2019-10-29 | 2022-06-07 | Kyndryl, Inc. | Robotic management for optimizing a number of robots |
| CN115421447A (zh) * | 2022-08-20 | 2022-12-02 | 山东科技大学 | 数控机床时间-能量效率评估与控制方法、系统及装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01131905A (ja) * | 1987-10-09 | 1989-05-24 | Yokogawa Hewlett Packard Ltd | ロボット・ジョイント制御方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4310878A (en) * | 1970-12-28 | 1982-01-12 | Hyatt Gilbert P | Digital feedback control system |
| JPS5942248A (ja) * | 1982-09-03 | 1984-03-08 | Mitsubishi Electric Corp | 数値制御加工方式 |
| US5483468A (en) * | 1992-10-23 | 1996-01-09 | International Business Machines Corporation | System and method for concurrent recording and displaying of system performance data |
| DE19746130B4 (de) * | 1997-10-18 | 2006-01-26 | Index-Werke Gmbh & Co. Kg Hahn & Tessky | Werkzeugmaschine |
| US6993695B2 (en) * | 2001-06-06 | 2006-01-31 | Agilent Technologies, Inc. | Method and apparatus for testing digital devices using transition timestamps |
| US6788218B2 (en) * | 2001-07-19 | 2004-09-07 | Lancer Partnership, Ltd. | Pseudo real-time diagnostic and process monitoring system |
| US6757583B2 (en) * | 2002-06-27 | 2004-06-29 | Joe Giamona | Interpolated motion control over a serial network |
| US7580037B1 (en) * | 2003-09-05 | 2009-08-25 | Altera Corporation | Techniques for graphical analysis and manipulation of circuit timing requirements |
| US7500152B2 (en) * | 2003-12-05 | 2009-03-03 | Freescale Semiconductor, Inc. | Apparatus and method for time ordering events in a system having multiple time domains |
| DE10357824A1 (de) * | 2003-12-09 | 2005-07-14 | Kuka Roboter Gmbh | Verfahren und Vorrichtung zum Betreiben zusammenarbeitender unterschiedlicher Geräte |
| DE102004052555A1 (de) * | 2004-10-29 | 2006-05-04 | Bosch Rexroth Ag | Verfahren zum Austauschen von Daten zwischen Teilnehmern aus verschiedenen Netzwerken |
| US8090972B2 (en) * | 2007-11-26 | 2012-01-03 | Vestas Wind Systems A/S | Method and system for registering events in wind turbines of a wind power system |
| US7453910B1 (en) * | 2007-12-18 | 2008-11-18 | International Business Machines Corporation | Synchronization of independent clocks |
-
2006
- 2006-08-22 DE DE102006039244A patent/DE102006039244A1/de not_active Ceased
-
2007
- 2007-05-23 EP EP07010198A patent/EP1892598A3/de not_active Withdrawn
- 2007-08-01 US US11/832,011 patent/US9547302B2/en active Active
- 2007-08-22 JP JP2007216187A patent/JP2008052738A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01131905A (ja) * | 1987-10-09 | 1989-05-24 | Yokogawa Hewlett Packard Ltd | ロボット・ジョイント制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080052554A1 (en) | 2008-02-28 |
| EP1892598A3 (de) | 2010-03-03 |
| US9547302B2 (en) | 2017-01-17 |
| DE102006039244A1 (de) | 2008-03-06 |
| EP1892598A2 (de) | 2008-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8588955B2 (en) | Method and apparatus for optimizing, monitoring, or analyzing a process | |
| WO2015097886A1 (ja) | 加工情報管理装置および工具経路生成装置 | |
| JP2008052738A (ja) | クロックタイムの最適化、プロセスの最適化及び/又は機械の最適化のための自動化システム及びその方法 | |
| US20040210868A1 (en) | Icons and icon representation of process steps for graphic visualization of task-oriented steps | |
| JP2005011203A (ja) | 数値制御装置 | |
| JP2009122852A (ja) | パステーブル運転時の運転履歴を記憶する数値制御装置 | |
| JP6638979B2 (ja) | 加工工程管理機能付き数値制御装置および加工工程管理プログラム | |
| US6829518B2 (en) | Numerical control apparatus | |
| JP2023181497A (ja) | 情報処理方法、プログラム、記録媒体、情報処理装置、製造システム、および物品の製造方法 | |
| JP6392817B2 (ja) | シミュレーション装置 | |
| JPH07191717A (ja) | 制御プログラム自動作成装置 | |
| KR20100135513A (ko) | 그래픽 기반의 사용자 인터페이스를 갖는 수치제어시스템 | |
| JP4562591B2 (ja) | 工具軌跡描画方法及び装置 | |
| JP2009080591A (ja) | 数値制御装置、制御プログラム及び記録媒体 | |
| JP4198374B2 (ja) | 設備のシミュレーション方法および設備のシミュレーションプログラム | |
| JP2010176309A (ja) | 工作機械およびその動作時間提示方法 | |
| US11287802B2 (en) | Simulation method for simulating a real control for an industrial process, a system, or a machine, and simulation system for carrying out such a simulation method | |
| EP4006663A1 (en) | Control system, analysis method, and program | |
| KR20090036287A (ko) | 통합 제어시스템의 실시간 제어장치 및 방법 | |
| JPS58119006A (ja) | 数値制御工作機械に於けるプログラム制御方法 | |
| WO2022249713A1 (ja) | 制御システム、システムプログラムおよびデバッグ方法 | |
| KR20190125303A (ko) | 모니터 지원 장치, 모니터 지원 방법 및 모니터 지원 프로그램 | |
| JP2012048471A (ja) | 数値制御装置およびマクロプログラム実行方法 | |
| EP3633471B1 (en) | Program development support device, program development support system, program development support method, and program development support program | |
| JPS60118336A (ja) | 数値制御装置付パンチプレス機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100517 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100517 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120210 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120508 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120511 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120626 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121221 |