JP2007302008A - 断熱容器の製造装置 - Google Patents
断熱容器の製造装置 Download PDFInfo
- Publication number
- JP2007302008A JP2007302008A JP2007190108A JP2007190108A JP2007302008A JP 2007302008 A JP2007302008 A JP 2007302008A JP 2007190108 A JP2007190108 A JP 2007190108A JP 2007190108 A JP2007190108 A JP 2007190108A JP 2007302008 A JP2007302008 A JP 2007302008A
- Authority
- JP
- Japan
- Prior art keywords
- sleeve
- container
- cup
- curl
- cup body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
















Landscapes
- Making Paper Articles (AREA)
Abstract
【課題】断熱容器を効率よく製造できる装置を提供する。
【解決手段】容器本体2の端縁に設けられたカール部を受けるカール受け部材および前記容器本体2の側壁をその内側から受ける側壁受け部材105aを備えた容器保持具100と、前記容器本体2の前記カール部を前記カール受け部材に押し付けて変形させるカール加工装置34と、前記容器本体2の前記側壁を前記側壁受け部材に押し付けて変形させるリブ加工装置32と、カール加工装置34およびリブ加工装置34による加工をそれぞれ受けた前記容器本体2の外周に接着剤を塗布する接着剤塗布装置と、前記接着剤が塗布された前記容器本体2の外周に前記スリーブを被せるスリーブ供給装置とを備えたものである。
【選択図】図9
【解決手段】容器本体2の端縁に設けられたカール部を受けるカール受け部材および前記容器本体2の側壁をその内側から受ける側壁受け部材105aを備えた容器保持具100と、前記容器本体2の前記カール部を前記カール受け部材に押し付けて変形させるカール加工装置34と、前記容器本体2の前記側壁を前記側壁受け部材に押し付けて変形させるリブ加工装置32と、カール加工装置34およびリブ加工装置34による加工をそれぞれ受けた前記容器本体2の外周に接着剤を塗布する接着剤塗布装置と、前記接着剤が塗布された前記容器本体2の外周に前記スリーブを被せるスリーブ供給装置とを備えたものである。
【選択図】図9
Description
本発明は、容器本体の外周にスリーブを組み付けて断熱容器を完成する製造装置に関する。
熱湯等の注入に適した紙容器として、例えば特許文献1、特許文献2に記載されているように、容器本体の外周にスリーブを被せて断熱性を向上させたものが知られている。
実開昭52−97282号公報
特開平4−201840号公報
上述した断熱容器を製造する場合、熱湯等の注入物の適量位置を示すピーター線や容器本体を補強するリブの加工、あるいは容器本体のカール部をフィルム状の蓋材の接着に適した形状に加工する等の種々の処理が必要であり、それらの一連の作業を効率よく処理できる装置の開発が望まれている。
本発明は、上述した断熱容器を効率よく製造できる装置を提供することを目的とする。
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
請求項1の発明は、容器本体(2)の外周にスリーブ(3)を組み合わせて断熱容器(1)を製造する製造装置(10)であって、前記容器本体の端縁に設けられたカール部(2c)を受けるカール受け部材(106)および前記容器本体の側壁(2a)をその内側から受ける側壁受け部材(105a)を備えた容器保持具(100)と、前記容器本体の前記カール部を前記カール受け部材に押し付けて変形させるカール加工装置(34)と、前記容器本体の前記側壁を前記側壁受け部材に押し付けて変形させるリブ加工装置(32)と、前記カール加工装置および前記リブ加工装置による加工をそれぞれ受けた前記容器本体の外周に接着剤(4)を塗布する接着剤塗布装置(40)と、前記接着剤が塗布された前記容器本体の外周に前記スリーブを被せるスリーブ供給装置(50)とを備えた断熱容器の製造装置により、上述した課題を解決する。
この発明によれば、容器本体のカール部の加工や側壁に対するリブ等の加工と、それらの加工を受けた容器本体とスリーブの貼り合わせとが同一の装置内で続けて行われるので、断熱容器を効率よく製造できる。
請求項2の発明は、請求項1に記載の製造装置において、前記スリーブ供給装置(50)にて供給されたスリーブ(3)を前記容器保持具(100)上に保持された前記容器本体(2)に向かって押し込むスリーブ合わせ装置(60)が設けられていることを特徴とする。従って、容器本体に対してスリーブを正しい位置に装着して両者を確実に接合させることができる。
請求項3の発明は、請求項2に記載の製造装置において、前記スリーブ合わせ装置(60)による処理後に、前記容器本体(2)と前記スリーブ(3)との組み合わせの良否を検査する組み合わせ検査装置(70)が設けられていることを特徴とする。従って、スリーブの組み付け不良を検出して適切な対策を講じることができる。
請求項4の発明は、請求項2または3に記載の製造装置において、前記スリーブ合わせ装置(60)による処理後に、前記スリーブ(3)の成形の良否を検査するスリーブ検査装置(70)が設けられていることを特徴とする。従って、スリーブの成形不良を検出して適切な対策を講じることができる。
請求項5の発明は、請求項1に記載の製造装置において、前記容器保持具(100)を所定の搬送経路に沿って搬送する搬送装置(12,13)を具備し、前記カール加工装置(34)、前記リブ加工装置(32)、前記接着剤塗布装置(40)および前記スリーブ供給装置(50)が前記搬送経路に沿って設けられていることを特徴とする。従って、カール加工装置、リブ加工装置、接着剤塗布装置およびスリーブ供給装置を搬送経路に沿って互いに邪魔にならないように配置して各装置による処理を効率よく連携させることができる。
以上に説明したように、本発明の製造装置によれば、容器本体のカール部の加工や側壁に対するリブ等の加工と、それらの加工を受けた容器本体とスリーブの貼り合わせとが同一の装置内で続けて行われるので、断熱容器を効率よく製造できる。
図1は本発明により製造される断熱容器としての紙カップを、図2はその紙カップの製造手順の概略をそれぞれ示している。
これらの図に示すように、紙カップ1は、容器本体としてのカップ本体2とその外周を覆うスリーブ3とを組み合わせて構成される。カップ本体2は側壁2aと底部2bとを有する略円錐台形に形成される。カップ本体2の口部には外側に向かってカール部2cが形成される。カール部2cの成形後、側壁2aにリブ2d,2eがそれぞれカップ本体2の半径方向内側または外側に膨らむように形成される。リブ2dはカップ本体2への注入物(例えば湯)の適量位置を示すピーター線として設けられている。一方、リブ2eはカップ本体2を補強するために設けられる。リブ2eはリブ2dよりも幾らか大きく形成される。リブ2d,2eはスリーブ3の内面と接触しないようにそれぞれの突出量が定められる。カップ本体2の素材には例えば坪量150〜400g/m2の紙が使用され、少なくともその内面は耐熱性や耐水性を高めるための被覆層(例えばポリエチレン層)にて覆われる。なお、リブ2dはカップ本体2の外側に突出させてもよく、リブ2eはカップ本体2の内側に突出させてもよい。
スリーブ3は紙カップ1の断熱性を高めるために設けられる。図2から明らかなように、扇形のブランク3′の両端部3c、3cを貼り合わせ、下端に内向きのカール部3aを形成してスリーブ3が形成される。そして、カップ本体2のカール部2cの直下に設定された所定の接着範囲(図2のハッチング領域)BDに接着剤4を塗布してカップ本体2とスリーブ3とを組み合わせ、スリーブ3の上端部3bとカップ本体2の側壁2aとを相互に接着して紙カップ1が形成される。なお、リブ2dがカップ本体2の半径方向外側に膨らむ場合には、接着範囲BDがリブ2dを含まないように設定される。スリーブ3の素材には例えば坪量150〜400g/m2の紙が用いられる。スリーブ3が湯や水に触れるおそれがない場合、カップ本体2のような被覆層をスリーブ3に設ける必要はない。
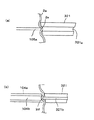
図3に示すように、カール部2cの断面形状は、真円をカップ2の軸線方向(図3の上下方向)に押し潰したような形状、換言すればカップ2の軸線方向と直交する方向に扁平な形状であり、その外周端には罫線2fが薄く生じている。そして、カップ本体2の厚さをtとしたとき、カール部2cの軸線方向の高さAと、それに直交する方向の幅Bとの間には下式(1)の関係がある。
(数1)
2t<A<B ……(1)
すなわち、カール部2cの高さAは、カップ本体2の厚さtの2倍よりも大きくカール部2cの幅Bよりも小さい。このようにカール部2cを扁平な形状に形成すれば、カール部2cにフィルム状の蓋材7を貼り付けるとき、カール部2cと蓋材7とが接着剤4を介して接合される幅Cを拡大して蓋材7を所定の強度で確実に接合することができる。なお、接合強度の好適範囲はカップ本体2の内部に収容される物品の種類に応じて変化する。一例として、即席麺のように蓋材7を一部剥がした状態でカップ本体2内に熱湯を注ぎ、一定時間経過後に蓋材7を取り除く場合には、蓋材7を剥離する力が400〜900gf/15mm幅となるように接合強度を設定するとよい。
2t<A<B ……(1)
すなわち、カール部2cの高さAは、カップ本体2の厚さtの2倍よりも大きくカール部2cの幅Bよりも小さい。このようにカール部2cを扁平な形状に形成すれば、カール部2cにフィルム状の蓋材7を貼り付けるとき、カール部2cと蓋材7とが接着剤4を介して接合される幅Cを拡大して蓋材7を所定の強度で確実に接合することができる。なお、接合強度の好適範囲はカップ本体2の内部に収容される物品の種類に応じて変化する。一例として、即席麺のように蓋材7を一部剥がした状態でカップ本体2内に熱湯を注ぎ、一定時間経過後に蓋材7を取り除く場合には、蓋材7を剥離する力が400〜900gf/15mm幅となるように接合強度を設定するとよい。
図4〜図6は、図2に示した紙カップ1の製造工程のうち、カップ本体2に対するリブ2d,2eの成形と、カップ本体2に対するスリーブ3の組み付けとを行う装置を示しており、図4は平面図、図5は図4のV方向からの側面図、図6は図5のVI方向からの側面図である。
装置10は、工場の床面上に設置されるフレーム11と、フレーム11上に支持されたターンテーブル12と、ターンテーブル12をその中心線の周りに水平に回転させる駆動機構13とを有している。駆動機構13は、例えば原動機14の回転運動をチェーンやギア等の伝達手段を用いて減速しつつターンテーブル12まで伝達する。ターンテーブル12の外周には、容器保持具として、12個のカップ保持具100…100が周方向に等しい間隔をおいて取り付けられている。カップ保持具100はカップ本体2をその内側から上下に反転させた状態で保持する。詳細は後述する。
駆動機構13は、一回につき30°の割合でターンテーブル12を図4の矢印F方向に間欠的に駆動する。これにより、ターンテーブル12の周囲にはカップ保持具100と同数のステーション(保持具100の停止位置)ST…STが規定される。そして、幾つかのステーションSTには、カップ1の製造に必要な装置として、カップ供給装置20、加工装置30A,30B、糊付け装置40、スリーブ供給装置50、スリーブ合わせ装置60、検査装置70および排出装置80が設けられている。各装置20〜80はターンテーブル12の回転駆動に同期してそれぞれの装置に割り当てられた作業を実行する。各装置の概略は次の通りである。
カップ供給装置20は、ターンテーブル12が停止してその下方に空のカップ保持具100が繰り出されると、それに同期してマガジン21(図6参照)の下端から1個のカップ本体2を取り出してカップ保持具100に供給する。なお、マガジン21に装着されるカップ本体2はリブ2d,2eがなく、かつカール部2cがほぼ真円の断面形状を有しているものである。
加工装置30A,30Bは、ターンテーブル12が停止すると、その前方に供給された保持具100上のカップ本体2に対してリブ2dまたは2eを形成する。また、加工装置30Aはカール部2cの加工も行う。糊付け装置40は、カップ本体2とスリーブ3とを接合するための接着剤4(図2参照)をカップ本体2の外周の所定位置に吹き付ける。スリーブ供給装置50は、糊が付されたカップ本体2の外周にスリーブ3を供給する。スリーブ合わせ装置60は、カップ本体2に被せられたスリーブ3をカップ本体2に対して芯合わせしつつカップ本体2の開口端側に押し込む。検査装置70はカップ本体2とスリーブ3とが正しく組み合わされているか否か、およびスリーブ3が正しく成形されているか否かを検査する。そして、排出装置80は、カップ保持具100から紙カップ1を取り外して装置外へ送り出す。
図7および図8はカップ供給装置20の詳細を示している。カップ供給装置20は、カップ本体2を蓄積する上述したマガジン21と、マガジン21の下端に配置された3つの取り出しローラ22…22と、各ローラ22をそれぞれの軸線の周りに回転駆動する駆動機構23とを有している。マガジン21は、ベース210の貫通孔210aの周囲に6本のロッド211…211を取り付けて構成され、その内部にはカップ本体2が上下方向に反転させた状態で重ね合わせて収容される(図6参照)。ローラ22は、貫通孔210aから一部を突出させた状態でベース210に取り付けられている(図8参照)。マガジン21の下端に収容されたカップ本体2のカール部2cがローラ22の上面に乗り上げてマガジン21内のカップ本体2が上下方向に支持される。
駆動機構23は、駆動源としてのモータ230と、そのモータ230の出力軸230aに取り付けられた1次プーリ231と、ベース210に回転自在に取り付けられた2次プーリ232およびアイドラー233とを有している。プーリ231,232およびアイドラー233の間にはベルト234が巻き掛けられ、2次プーリ232はベース210に回転自在に支持された連結軸235を介してローラ22と同軸に連結される。
ターンテーブル12が回転して空のカップ保持具100が供給装置20の下方に繰り出されると、モータ230の出力軸230aが所定量回転駆動される。この回転に連動して各ローラ22は同一方向に同一速度で一定量回転する。ローラ22が回転すると、それらローラ22上に支持されていたカップ本体2のカール部2cが各ローラ22の外周に形成された螺旋溝220に係合し、それによりカップ本体2がマガジン21から引き出され、貫通孔210aからその下方のカップ保持具100へと供給される。
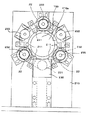
図9は、加工装置30Aおよびカップ保持具100の詳細を示している。カップ保持具100は、ターンテーブル12の外周に取り付けられて鉛直方向に延びる支持軸101と、その支持軸101の外周に取り付けられた回転筒(回転体)102と、その回転筒102の外周に取り付けられたスペーサ103およびカラー104,105とを有している。回転筒102は不図示のベアリングを介して支持軸101に取り付けられて支持軸101の周りに自由に回転可能である。カラー104,105は回転筒102と一体に回転可能である。回転筒102の下端には、カール受け部材として機能する円盤状のホイール106が一体に設けられている。ホイール106の上面にカップ本体2のカール部2cが当接してカップ本体2が上下方向に支持される。カラー104,105の外周にはフランジ104a,105aが一体に設けられている。フランジ104a,105aの外周はリブ2d,リブ2eの形成位置にてカップ本体2の側壁2aにほぼ接触し、これにより、カップ本体2が半径方向に支持される。すなわち、フランジ104a,105aは、それぞれ側壁受け部材として機能する。なお、支持軸101の上端は回転筒102の上方に突出する。そして、支持軸101の中心には、支持軸101を軸線方向に貫通するエアー流路(不図示)が形成されている。
図9および図10に示すように、加工装置30Aには、カップ保持具100に装着されたカップ本体2を回転させるための回転駆動機構31と、その回転中のカップ本体2をフランジ105aに押し付けてリブ2eを加工するためのリブ加工機構32と、加工中のカップ本体2の抜けを防止する抜け止め機構33と、カール部2cをホイール106に押さえ付けて図3に示したように変形させるカール部加工機構34とが設けられる。
回転駆動機構31は、駆動源としてのモータ310と、それによって回転駆動される駆動ホイール311とを備えている。ターンテーブル12が回転してカップ保持具100が加工装置30Aの前面に繰り出されると、駆動ホイール311がカップ保持具100のホイール106に接触してカップ保持具100の回転筒102が支持軸101の周りに回転駆動される。
リブ加工機構32は、型駆動手段としてのエアーシリンダ320と、そのエアーシリンダ320によりカップ保持具100の半径方向に駆動される型押しローラ(型押し部材)321とを備えている。型押しローラ321は、エアーシリンダ320のピストンロッド320aに取り付けられたホルダ322によって鉛直方向の軸323の周りに回転自在に支持されている。図11(a)に示したように、型押しローラ321の外周にはフランジ105aの外周と相補的な断面形状を有する凹溝321aが設けられている。
カップ保持具100の回転筒102が回転駆動機構31により回転駆動されると、それに同期してエアーシリンダ320により型押しローラ321が駆動されてカップ本体2の側壁2aに押し付けられる。これにより、図11(a)に示すように側壁2aの一部がフランジ105aと型押しローラ321との間に挟まれて側壁2aにリブ2eが徐々に形成される。型押しローラ321が側壁2aを少なくとも一周すると型押しローラ321がカップ本体2から離されてリブ2eの加工が終了する。
抜け止め機構33は、エアーシリンダ330と、そのエアーシリンダ330により上下方向に駆動される抜け止めプレート331とを備えている。抜け止めプレート331はエアーシリンダ330のピストンロッド330aにベアリング332を介して取り付けられ、ピストンロッド330aの中心線の周りに回転自在である。リブ加工機構32の型押しローラ321がカップ本体2に向かって駆動されると、それに同期して抜け止めプレート331が下方に駆動されてカップ本体2の糸尻2g(図1参照)に当接する。これにより、リブ加工機構32によるリブ2eの形成中、カップ保持具100に対するカップ本体2の浮き上がりが防がれる。リブ2eの形成が終了すると抜け止めプレート331が上方へ駆動される。
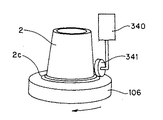
カール部加工機構34は、プレス駆動手段としてのエアーシリンダ340と、そのエアーシリンダ340により上下方向に駆動されるプレス部材としてのプレスローラ341とを有している。エアーシリンダ340のピストンロッド340aにはローラホルダ342が取り付けられている。このローラホルダ342により、プレスローラ341は保持具100上のカップ本体2の半径方向に延びる軸線の周りに回転自在に支持されている。プレスローラ341とカール部2cとの接触位置は、型押しローラ321と側壁2aとの接触位置に対してカップ本体2の周方向にほぼ180°ずれている。換言すれば、プレスローラ341とカール部2cとの接触位置は、型押しローラ321と側壁2aとの接触位置に対してカップ本体2の半径方向反対側に設定されている。
リブ加工機構32の型押しローラ321がカップ本体2の側壁2aに押し当てられるとき、それに同期して図12に示すようにプレスローラ341がエアーシリンダ340により下方に駆動されてカール部2cに押し付けられる。これにより、カール部2cがプレスローラ341とホイール106との間に挟み込まれる。この状態でカップ本体2が回転することにより、カール部2cが図3に示す断面形状へと徐々に変形する。プレスローラ341がカール部2cを一周以上すると、エアーシリンダ340によりプレスローラ341が上方へ駆動されてカール部2cの加工が終了する。
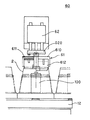
なお、プレスローラ341は図13に示すように複数設けてもよい。プレスローラ341をモータ等の駆動手段にて回転駆動してもよい。プレスローラ341をエアーシリンダ340以外の型駆動手段にて駆動してもよい。但し、エアーシリンダ340をプレス駆動手段として利用した場合には、カップ本体2の側壁2aの貼り合わせ部分に連なるカール部2cの段差をプレスローラ341が乗り越える際に、エアーシリンダ340の内部に蓄えられた空気がピストンロッド340aに対してクッションとして働いてプレスローラ341がカール部2cから遠ざかる方向に微小量変位できるため、そのカール部2cの段差部分に過剰な押し付け力が作用せず、カール部2cが必要以上に潰されるおそれがない。従って、エアーシリンダ340以外の手段にてプレスローラ341を駆動する場合には、ばね等をその駆動力の伝達経路に介在させることにより、プレスローラ341がカール部2cの段差を乗り越える際の変位を許容することが望ましい。
加工装置30Bは、リブ加工機構32の型押しローラ321がカップ本体2をフランジ104aに押し付けてリブ2dを形成するように調整されている点、およびカール部加工機構34が省略されている点を除いて加工装置30Aと同一である。なお、リブ2dはカップ本体2の内側に膨らむため、図11(b)に示すように加工装置30Bの型押しローラ321の外周にはリブ2dを形成するための突条321bが、フランジ104aの外周にはその突条321bと相補的な断面形状を有する凹溝104bがそれぞれ形成される。
図14は糊付け装置40の詳細を示している。糊付け装置40は、カップ本体2の側壁2aの接着範囲BDに向けて接着剤4(図2参照)を吹き付けるスプレーガン41と、そのスプレーガン41のノズル410から接着剤4が正常にスプレーされているか否かを検査するための検査装置42とを有している。なお、図14ではカップ本体2のカール部2cを真円状に簡略化して描いている。
検査装置42は、ノズル410とカップ本体2の側壁2aとの間に設定された撮影範囲420におけるスプレーパターンを撮影するカメラ421と、そのカメラ421から出力されるアナログ信号を所定の条件に従ってデジタル信号に変換するAD変換器422と、AD変換器422から出力された信号に基づいて所定の演算を行う演算回路423と、その演算回路423の演算結果に基づいてスプレーパターンの良否を判定する判定回路424と、その判定回路424の判定結果を表示するモニタ425とを有している。
スプレーガン41から吐出される接着剤4が白色のため、撮影範囲420の背後には黒色の背景板(不図示)が設置されている。AD変換器422において、カメラ421から出力される撮影範囲420の画像データが適当な閾値で二値化されることにより、背景板の像が黒、接着剤4の像が白として区別されて演算回路423に入力される。演算回路423は、カメラ421が撮影した撮影範囲420の画像内に占める白色部分の割合を演算する。
ここで、ノズル410から不適切な方向に接着剤4が吐出された場合を不良として検出するため、撮影範囲420は、接着剤420が正しい吐出方向に対して上下にずれたときに白色部分の面積が減るようスプレー幅よりも僅かに大きい程度に設定される。従って、ノズル410から適正量の接着剤4が適正な方向に吐出された場合には演算回路423で演算される白色部分の割合が適正範囲となり、それ以外のときは白色部分の割合が不足するかまたは過剰となる。そして、判定回路424は、白色部分の割合が所定の許容範囲にあればスプレーパターンが良好と判断し、そうでなければスプレーパターンが不良と判断する。スプレーパターンが不良と判断された場合、その時点で糊付け装置40に供給されているカップ本体2は後方のNG品排除装置によりカップ1の生産ラインから排除される。
なお、ノズル410に付着した接着剤4やカップ本体2が撮影範囲420に含まれると検出誤差となるため、撮影範囲420は両者から離して設定することが望ましい。糊付け装置40には、カップ保持具100の回転筒102を回転させる機構が設けられていない。加工装置30Bから糊付け装置40へカップ保持具100が搬送された後、暫くの間は惰性により回転筒102が回転しており、その惰性回転を利用して接着範囲BDの全周に均等に接着剤4を吹き付けることができるためである。
図15に示すように、スリーブ供給装置50は、スリーブ3を上下に反転させた状態で搬送するコンベア51と、そのコンベア51の終端に設けられた一対のシャッタ機構52,52と、押し出し機構53とを有している。シャッタ機構52は、コンベア51の終端の搬出口510上に突出するように保持された一対のシャッタ520,520をエアーシリンダ521,521によりコンベア51の搬送方向と直交する方向に動作させて排出口510を開閉する。押し出し機構53は、エアーシリンダ530と、そのピストンロッド530aに取り付けられた円盤状の押し出し部材531とを有している。なお、図15(a)は断面図であり、(b)はコンベア51の終端付近の平面図である。
糊付け装置40にて接着剤4が塗布されたカップ本体2がターンテーブル12の回転によって搬出口510の直下まで搬送されると、エアーシリンダ521,521によりシャッタ520,520が開かれるとともに、エアーシリンダ530が起動されて押し出し部材531が下方へ駆動される。これにより、コンベア51の終端まで搬送されたスリーブ3が下方へ押し出され、カップ保持具100に支持されたカップ本体2の外周に被さるように落下する。スリーブ3の供給後、シャッタ520,520は瞬時に閉じられる。押し出し部材531はシャッタ520よりも下までは移動しない。従って、押し出し部材531とシャッタ520とが干渉するおそれはない。
図16はスリーブ合わせ装置60の詳細を示している。スリーブ合わせ装置60は、カップ保持具100上に保持されたカップ本体2の糸尻2gと対向して配置された合わせ治具61と、その合わせ治具61を上下方向に駆動するエアーシリンダ62とを有している。図17に示したように、合わせ治具61は、下端が開口する円筒型の治具本体610と、その治具本体610の中心に取り付けられる案内軸611と、治具本体610の中空部610aに収容され、案内軸611に沿って摺動可能な円盤状の芯合わせ部材612と、案内軸611の外周に装着されて芯合わせ部材612を案内軸611の下端のストッパ611aに押し付けるコイルばね613とを有している。治具本体610の下端にはフランジ610bが設けられている。芯合わせ部材612の下端外周には、テーパ面状の芯出し面612aと、その芯出し面612aの基端(図では上端)を取り囲むように設けられた段部612bとが設けられている。案内軸611の上端には拡大部611bが設けられ、その拡大部611bおよび治具本体610がエアーシリンダ62の可動部620(図16参照)に固定される。
ターンテーブル12の回転により、スリーブ合わせ装置60の下方にカップ本体2およびスリーブ3が繰り出されると、エアーシリンダ62が起動されて合わせ治具61が下方へ駆動される。この段階で、芯合わせ部材612は中心線CLの右側に示したように、ストッパ611aに押し付けられ、その外周の芯出し面612aおよび段部612bが治具本体610のフランジ610bの下方に突出する。従って、図17に想像線で示したように、スリーブ3がカップ本体2に対して芯がずれた状態で被せられてカール部3aがカップ本体2の糸尻2gに乗り上げていても、まず、芯合わせ部材612の芯出し面612aがカール部3aに接触してスリーブ3がカップ本体2と芯合わせされる。
この後、合わせ治具61がさらに下降することにより、段部612bがカップ本体2の糸尻2gに突き当たって芯合わせ部材612が治具本体610内に押し込まれる。そして、治具本体610のフランジ610bがスリーブ3のカール部3aと接触し、スリーブ3がカップ本体2のカール部2c側へ適正量だけ押し込まれる。これにより、カップ本体2とスリーブ3とが接着範囲BDにて確実に接触して両者が正しく接合される。芯合わせ治具61が所定位置まで降下すると、次のカップ本体2とスリーブ3との組み合わせに備えて芯合わせ治具61が元の位置まで引き上げられる。なお、スリーブ3のカール部3aをカップ本体2の糸尻2gよりも上方(カール部2cの側)に位置させるため、芯合わせ部材612を治具本体612内に最大限に押し込んだときに段部612bはフランジ610bよりも上方に後退する。
図18は検査装置70の詳細を示している。検査装置70は、回転駆動機構71と、スリーブ3がカップ本体2に対して正しく装着されているか否かを検査するための透過型のフォトセンサ72と、スリーブ3が正しく組み立てられているか否かを検査するためのレーザ測距センサ73とを有している。回転駆動機構71は上述した加工装置30Aのものと同様であり、モータ710にて回転駆動される駆動ホイール711をカップ保持具100のホイール106に接触させてカップ保持具100の回転筒102を回転させる。
フォトセンサ72は、カップ本体2の半径方向に対向して配置された一対の発光部720と、受光部721とを有している。発光部720は、カップ本体2の糸尻2gに向かって所定幅の帯状の検査光(図中のハッチング部分)を射出する。受光部721はその検査光の受光量に応じた信号を判定装置74に出力する。上述した合わせ装置60によるスリーブ3の芯合わせが失敗すると、スリーブ3が糸尻2gよりも突出して発光部720からの検査光が正常な場合よりも大きく遮られる。そこで、判定装置74は受光部721からの信号に基づいて検査光の受光量の変化を監視し、その変化が所定の許容範囲よりも大きいとスリーブ3の組み付け不良と判断してモニタ75にその結果を表示する。
また、レーザ測距センサ73は、スリーブ3の外周に向けて細く絞られたレーザ光を照射し、その反射光が検出されるまでのタイムラグに応じた信号を出力する。スリーブ3が、ブランク3′の貼り合わせの失敗等により、所定のテーパ形状に形成されていないと外周に歪みが生じるため、レーザ光が跳ね返ってくるまでの時間がスリーブ3の回転に伴って大きく変動するようになる。そこで、判定装置74は、レーザ光の反射が検出されるまでの時間の変化を監視し、その変化が所定の許容範囲よりも大きいとスリーブ3の成形不良と判断してモニタ75にその結果を表示する。
検査装置70にてスリーブ3の組み付けまたは成形が不良と判断された場合、その時点で検査装置70に供給されているカップ1は後方のNG品排除装置によりカップ1の生産ラインから排除される。
図19および図20は排出装置80の詳細を示している。排出装置80は、ギアボックス81と、そのギアボックス81の出力軸810を中心として回転可能なマガジン82を有している。マガジン82には、カップ1が嵌合可能なテーパ孔820aを有するポット820が、マガジン82の回転方向に90°ずつ間隔をおいて取り付けられている。ギアボックス81の入力軸811にはスプロケット812が取り付けられている。スプロケット812はチェーン840等を組み合わせた伝達機構84を介してターンテーブル12の駆動機構13と連結されている(図5および図6参照)。ターンテーブル12が30°回転駆動されると、マガジン82が図19の矢印R方向に90°回転して空のポット820がカップ保持具100の真上に繰り出されるようにターンテーブル12の回転とマガジン82の回転とが関連付けられている。
ポット820の直下には、カップ保持具100の支持軸101の中心線上に設けられたエアー流路の下端開口部と接続されてそのエアー流路に圧縮空気を供給するエアー供給装置(不図示)が設けられている。支持軸101内に供給された圧縮空気は支持軸101の上端から吹き出してカップ1をその上方に繰り出されたポット820のテーパ孔820aに送り込む。これにより、カップ保持具100からポット820へとカップ1が移される。
ポット820に保持されたカップ1は、マガジン82が90°ずつ3回転することによりカップ集積装置85へ送られる。カップ集積装置85は、カップ1のカール部2cと係合する爪850をアクチュエータ851にて水平方向に動作させることにより、カップ1をポット820から抜き取ってマガジン853内に集積させる。
なお、図19に示したように、マガジン82のカップ集積装置85に対してマガジン82を挟んで反対側の位置にはカップ1の内面検査装置90が設けられる。内面検査装置90は、ポット820に保持されたカップ1の内面をリング状の照明灯91にて照射しつつその画像をカメラ92で撮影し、カメラ92から出力される画像データを画像処理装置93で所定の処理を施してカップ1の内面の汚れや形状不良の有無を検査する。
本発明は上述した実施形態に限定されず、種々の形態にて実施してよい。例えば、リブ加工機構32とカール部加工機構34とは別々のステーションに設けてもよい。検査装置42や70は省略してもよい。
1 紙カップ(断熱容器)
2 カップ本体
2a 側壁
2c カール部
2d,2e リブ
3 スリーブ
4 接着剤
10 製造装置
11 フレーム
12 ターンテーブル(搬送装置)
13 駆動機構(搬送装置)
20 カップ供給装置
30A,30B 加工装置
31 回転駆動機構(回転駆動手段)
32 リブ加工機構(リブ加工装置)
33 抜け止め機構
34 カール部加工機構(カール加工装置)
40 糊付け装置
41 スプレーガン
42 検査装置
50 スリーブ供給装置
60 スリーブ合わせ装置
61 合わせ治具
62 エアーシリンダ(治具駆動手段)
70 検査装置(組み合わせ検査装置、スリーブ検査装置)
71 回転駆動機構
72 フォトセンサ(高さ情報検出手段)
73 レーザ測距センサ(距離情報検出手段)
74 判定装置(判定手段、成形判定手段)
75 モニタ
80 排出装置
90 内面検査装置
100 カップ保持具(容器保持具)
102 回転筒(回転体)
610 治具本体
610b フランジ(押し込み部)
612 芯合わせ部材
612a 芯出し面
2 カップ本体
2a 側壁
2c カール部
2d,2e リブ
3 スリーブ
4 接着剤
10 製造装置
11 フレーム
12 ターンテーブル(搬送装置)
13 駆動機構(搬送装置)
20 カップ供給装置
30A,30B 加工装置
31 回転駆動機構(回転駆動手段)
32 リブ加工機構(リブ加工装置)
33 抜け止め機構
34 カール部加工機構(カール加工装置)
40 糊付け装置
41 スプレーガン
42 検査装置
50 スリーブ供給装置
60 スリーブ合わせ装置
61 合わせ治具
62 エアーシリンダ(治具駆動手段)
70 検査装置(組み合わせ検査装置、スリーブ検査装置)
71 回転駆動機構
72 フォトセンサ(高さ情報検出手段)
73 レーザ測距センサ(距離情報検出手段)
74 判定装置(判定手段、成形判定手段)
75 モニタ
80 排出装置
90 内面検査装置
100 カップ保持具(容器保持具)
102 回転筒(回転体)
610 治具本体
610b フランジ(押し込み部)
612 芯合わせ部材
612a 芯出し面
Claims (5)
- 容器本体の外周にスリーブを組み合わせて断熱容器を製造する製造装置であって、
前記容器本体の端縁に設けられたカール部を受けるカール受け部材および前記容器本体の側壁をその内側から受ける側壁受け部材を備えた容器保持具と、
前記容器本体の前記カール部を前記カール受け部材に押し付けて変形させるカール加工装置と、
前記容器本体の前記側壁を前記側壁受け部材に押し付けて変形させるリブ加工装置と、
前記カール加工装置および前記リブ加工装置による加工をそれぞれ受けた前記容器本体の外周に接着剤を塗布する接着剤塗布装置と、
前記接着剤が塗布された前記容器本体の外周に前記スリーブを被せるスリーブ供給装置と、
を備えたことを特徴とする断熱容器の製造装置。 - 前記スリーブ供給装置にて供給されたスリーブを前記容器保持具上に保持された前記容器本体に向かって押し込むスリーブ合わせ装置が設けられていることを特徴とする請求項1に記載の製造装置。
- 前記スリーブ合わせ装置による処理後に、前記容器本体と前記スリーブとの組み合わせの良否を検査する組み合わせ検査装置が設けられていることを特徴とする請求項2に記載の製造装置。
- 前記スリーブ合わせ装置による処理後に、前記スリーブの成形の良否を検査するスリーブ検査装置が設けられていることを特徴とする請求項2または3に記載の製造装置。
- 前記容器保持具を所定の搬送経路に沿って搬送する搬送装置を具備し、前記カール加工装置、前記リブ加工装置、前記接着剤塗布装置および前記スリーブ供給装置が前記搬送経路に沿って設けられていることを特徴とする請求項1に記載の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007190108A JP2007302008A (ja) | 2007-07-20 | 2007-07-20 | 断熱容器の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007190108A JP2007302008A (ja) | 2007-07-20 | 2007-07-20 | 断熱容器の製造装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002005587A Division JP4034075B2 (ja) | 2002-01-15 | 2002-01-15 | 断熱容器の製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007302008A true JP2007302008A (ja) | 2007-11-22 |
Family
ID=38836338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007190108A Pending JP2007302008A (ja) | 2007-07-20 | 2007-07-20 | 断熱容器の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007302008A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016013254A1 (ja) * | 2014-07-24 | 2016-01-28 | 東罐興業株式会社 | 容器及び容器製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5563249A (en) * | 1978-11-07 | 1980-05-13 | Tokan Kogyo Co Ltd | Preparation of squareeshaped paper glass and its device |
| JPS59142132A (ja) * | 1982-12-07 | 1984-08-15 | ウインドメーレル ウント ヘルシェル | 機械の生産監視方法 |
| JPH04317771A (ja) * | 1991-04-15 | 1992-11-09 | Tosok Corp | 噴射ノズルの検査データ作成方法 |
| JPH07223683A (ja) * | 1994-02-08 | 1995-08-22 | Nippon Dekishii:Kk | 断熱性紙製容器及びその製造方法 |
-
2007
- 2007-07-20 JP JP2007190108A patent/JP2007302008A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5563249A (en) * | 1978-11-07 | 1980-05-13 | Tokan Kogyo Co Ltd | Preparation of squareeshaped paper glass and its device |
| JPS59142132A (ja) * | 1982-12-07 | 1984-08-15 | ウインドメーレル ウント ヘルシェル | 機械の生産監視方法 |
| JPH04317771A (ja) * | 1991-04-15 | 1992-11-09 | Tosok Corp | 噴射ノズルの検査データ作成方法 |
| JPH07223683A (ja) * | 1994-02-08 | 1995-08-22 | Nippon Dekishii:Kk | 断熱性紙製容器及びその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016013254A1 (ja) * | 2014-07-24 | 2016-01-28 | 東罐興業株式会社 | 容器及び容器製造方法 |
| JPWO2016013254A1 (ja) * | 2014-07-24 | 2017-05-18 | 東罐興業株式会社 | 容器及び容器製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2969288B1 (en) | Apparatus for inspecting a metallic bottle | |
| KR100867779B1 (ko) | 용기들의 제조에 사용하는 장치 및 방법 | |
| JP5324415B2 (ja) | 缶の凹凸検出装置 | |
| CN102803075B (zh) | 连续回转式填充包装机械 | |
| JP3178585U (ja) | 流動食品用の個々の密封パッケージに接着するために開口装置を準備するユニット | |
| JP4034075B2 (ja) | 断熱容器の製造装置 | |
| JP2011089919A (ja) | 紙製容器の内面検査装置 | |
| JP3281324B2 (ja) | 断熱容器の検査装置 | |
| JP2007302008A (ja) | 断熱容器の製造装置 | |
| JP2002355906A (ja) | 容器の加工装置および加工方法 | |
| JP3311702B2 (ja) | 容器の加工装置 | |
| JP5385021B2 (ja) | 製缶システム | |
| JPH11314286A (ja) | 断熱容器およびその製造装置 | |
| JP5331133B2 (ja) | 錠剤検査装置及びptp包装機 | |
| JPH07248300A (ja) | 部品検査装置 | |
| JP3687702B2 (ja) | 容器の密封性不良検査方法および装置 | |
| CN2679043Y (zh) | 一种由内外杯筒组成的双层纸杯及其加工设备 | |
| JPH0655340A (ja) | 歯車の検査装置 | |
| CN115090541A (zh) | 一种全自动步司检测机 | |
| CN208780635U (zh) | 一种大批量零部件全方位检测装置 | |
| JP5155082B2 (ja) | 円筒体の表面検査装置 | |
| CN216375128U (zh) | 一种物料封装装置及物料自动化包装设备 | |
| JPH0850102A (ja) | 缶蓋検査装置 | |
| JP2005254747A (ja) | ブランクの糊付け装置 | |
| JPS61274772A (ja) | 容器蓋シエルスピンライニング方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100713 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101207 |