JP2007201029A - 炭素材料が被着した被処理物の清浄方法 - Google Patents
炭素材料が被着した被処理物の清浄方法 Download PDFInfo
- Publication number
- JP2007201029A JP2007201029A JP2006015738A JP2006015738A JP2007201029A JP 2007201029 A JP2007201029 A JP 2007201029A JP 2006015738 A JP2006015738 A JP 2006015738A JP 2006015738 A JP2006015738 A JP 2006015738A JP 2007201029 A JP2007201029 A JP 2007201029A
- Authority
- JP
- Japan
- Prior art keywords
- discharge
- carbon
- carbon material
- cathode
- diamond
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 25
- 239000003575 carbonaceous material Substances 0.000 title claims abstract description 23
- 238000004140 cleaning Methods 0.000 title claims abstract description 14
- 150000002500 ions Chemical class 0.000 claims abstract description 6
- 150000001721 carbon Chemical class 0.000 abstract description 10
- 238000005530 etching Methods 0.000 description 20
- 229910003460 diamond Inorganic materials 0.000 description 16
- 239000010432 diamond Substances 0.000 description 16
- 239000007789 gas Substances 0.000 description 12
- 239000000463 material Substances 0.000 description 12
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 11
- 239000001257 hydrogen Substances 0.000 description 11
- 229910052739 hydrogen Inorganic materials 0.000 description 11
- 230000015572 biosynthetic process Effects 0.000 description 8
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 7
- 238000003786 synthesis reaction Methods 0.000 description 7
- 239000001301 oxygen Substances 0.000 description 6
- 229910052760 oxygen Inorganic materials 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 239000011733 molybdenum Substances 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 238000010849 ion bombardment Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000002194 synthesizing effect Effects 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- YZCKVEUIGOORGS-UHFFFAOYSA-N Hydrogen atom Chemical compound [H] YZCKVEUIGOORGS-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002345 surface coating layer Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 238000000927 vapour-phase epitaxy Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Landscapes
- Drying Of Semiconductors (AREA)
Abstract
【解決手段】炭素材料が被着した被処理物をチャンバー内のカソード上に配置した後、直流放電および/またはパルス放電を生じさせ、放電によって生じる活性種および/またはイオンにより炭素材料を除去することを特徴とする、炭素材料が被着した被処理物の清浄方法。
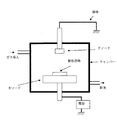
【選択図】図1
Description
用がはじまったところである。DLCは、高硬度、化学的安定性、低摩擦性、ガスバリア性
などが必要とされる部材に適用されており、DLCコーティングの需要は、今後一層増大す
るものと予測されている。
相法により、行われている。この様な炭素材料の合成に際しては、所望の基材上だけではなく、使用する合成装置の構成部材、特に電極、加工対象である基材などの保持部材などにも、ダイヤモンド或いはDLCが付着する。合成装置の構成部材(基材の保持部材など)の
表面に不必要に付着した炭素材料(以下「汚染炭素」ということがある)は、その後の炭素材料の合成工程において剥離して、合成条件に影響を与えることがある。さらに、汚染炭素に由来する成分が、合成される炭素材料に混入して、その品質を劣化させる原因にもなる。従って、汚染炭素が付着した装置の構成部材は、短時間内に使用不要となり、交換を余儀なくされる。この様な構成部材が、モリブデン、タングステン、タンタル、耐熱合金鋼などの高価で、かつ難加工材料からなる場合には、コスト軽減のために、構成部材を短時間内に清浄化して、再利用することが強く望まれる。しかしながら、汚染炭素は、通常、構成部材に強固に付着しており、特に層状のコーティング膜を形成している場合には、構成部材自体を損傷することなく、機械的な研磨、化学的な処理などにより完全に除去することは、困難である。
ス放電によって生じるプラズマ(活性種および/またはイオン)を接触させる場合には、構
成部材が効率的に加熱され、ダイヤモンド或いはDLCが高速でエッチング除去され、構成
部材の再利用が可能となることを見出した。
1.炭素材料が被着した被処理物をチャンバー内のカソード上に配置した後、直流放電および/またはパルス放電を生じさせ、放電によって生じる活性種および/またはイオンにより炭素材料を除去することを特徴とする、炭素材料が被着した被処理物の清浄方法。
より、汚染炭素をエッチング除去する。
囲気ガスでは、特にダイヤモンドのエッチング速度が非常に遅く、クリーニング用途には実用的でない。
ましくは水素20〜50モル程度である。
ーク放電を円滑に行うために、出力平滑用のコンデンサ容量の極力小さい直流電源、アーク遮断対策が施された直流電源などが望ましい。
度、より好ましくは0.5〜2A/cm2程度である。
[実施例]
図1に概要を示す装置を使用して、厚さ約400μmの多結晶ダイヤモンドがコーティングされたモリブデン部材(被処理物)の清浄化処理を行った。アノードおよびカソードは、
モリブデン製で内部は水冷し、それぞれ直径15mm、50mmである。電極間隔は50mmとした。
で供給した。排気は、ロータリーポンプ(図示せず)を用いて行い、ロータリーポンプとチャンバー間の流量調節バルブ(図示せず)によって雰囲気ガスの圧力を調整しつつ、1kPaで直流放電を開始し、12kPaまで上昇させ、この圧力を保持した。
成されている。このエッチング速度は、特許文献1の実施例により達成されている4.5〜5μm/時間というエッチング速度に比して、150倍以上と著しく大きい。このエッチング速
度の大きな差は、本発明方法における電力密度、雰囲気ガス圧力、被処理物温度などが、特許文献1方法のそれらに比して、それぞれ著しく高いことに起因するものと推測される。
Claims (1)
- 炭素材料が被着した被処理物をチャンバー内のカソード上に配置した後、直流放電および/またはパルス放電を生じさせ、放電によって生じる活性種および/またはイオンにより炭素材料を除去することを特徴とする、炭素材料が被着した被処理物の清浄方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006015738A JP4677612B2 (ja) | 2006-01-25 | 2006-01-25 | 炭素材料が被着した被処理物の清浄方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006015738A JP4677612B2 (ja) | 2006-01-25 | 2006-01-25 | 炭素材料が被着した被処理物の清浄方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007201029A true JP2007201029A (ja) | 2007-08-09 |
| JP4677612B2 JP4677612B2 (ja) | 2011-04-27 |
Family
ID=38455333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006015738A Expired - Fee Related JP4677612B2 (ja) | 2006-01-25 | 2006-01-25 | 炭素材料が被着した被処理物の清浄方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4677612B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009283575A (ja) * | 2008-05-20 | 2009-12-03 | National Institute Of Advanced Industrial & Technology | ダイヤモンド基板の表面処理方法及びそれにより得られるダイヤモンド基板 |
| JP2012039084A (ja) * | 2010-07-15 | 2012-02-23 | Tokyo Electron Ltd | 薄膜形成装置の洗浄方法、薄膜形成方法、及び、薄膜形成装置 |
| JP2012152855A (ja) * | 2011-01-26 | 2012-08-16 | Osg Corp | ダイヤモンド被膜または硬質炭素被膜の脱膜方法 |
| JP2013008770A (ja) * | 2011-06-23 | 2013-01-10 | Iwatani Internatl Corp | 成膜装置での堆積物クリーニング方法 |
| JP2014146826A (ja) * | 2010-07-15 | 2014-08-14 | Tokyo Electron Ltd | 薄膜形成装置の洗浄方法、薄膜形成方法、及び、薄膜形成装置 |
| WO2022018859A1 (ja) * | 2020-07-22 | 2022-01-27 | 三菱電機株式会社 | ダイヤモンドの加工方法、ダイヤモンド基板の製造方法、および半導体装置の製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02150025A (ja) * | 1988-08-05 | 1990-06-08 | Univ Toronto Innov Found | D.c.グローまたはプラズマ放電によるプラズマエッチング、基体洗浄または基体への材料蒸着方法およびその装置 |
| JPH02194831A (ja) * | 1989-01-23 | 1990-08-01 | Ishikawajima Harima Heavy Ind Co Ltd | 直流放電用電源 |
| JPH03271200A (ja) * | 1990-03-19 | 1991-12-03 | Kobe Steel Ltd | ダイヤモンド薄膜のエッチング方法 |
| JPH05339758A (ja) * | 1992-06-08 | 1993-12-21 | Nachi Fujikoshi Corp | ダイヤモンド被覆工具の再研磨・再被覆方法 |
| JPH09272979A (ja) * | 1996-04-09 | 1997-10-21 | Citizen Watch Co Ltd | プラズマ成膜装置およびそのクリーニング方法 |
| JP2001271170A (ja) * | 2000-03-27 | 2001-10-02 | Semiconductor Energy Lab Co Ltd | プラズマcvd装置とそのドライクリーニング方法 |
| JP2003311227A (ja) * | 2002-04-22 | 2003-11-05 | Zebiosu:Kk | 放電型洗浄装置及びそれを用いた板状体の洗浄方法 |
| JP2004277799A (ja) * | 2003-03-14 | 2004-10-07 | Matsushita Electric Ind Co Ltd | 成膜装置およびそのクリーニング方法 |
| JP2006009110A (ja) * | 2004-06-28 | 2006-01-12 | Brother Ind Ltd | Dlc被膜除去方法 |
-
2006
- 2006-01-25 JP JP2006015738A patent/JP4677612B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02150025A (ja) * | 1988-08-05 | 1990-06-08 | Univ Toronto Innov Found | D.c.グローまたはプラズマ放電によるプラズマエッチング、基体洗浄または基体への材料蒸着方法およびその装置 |
| JPH02194831A (ja) * | 1989-01-23 | 1990-08-01 | Ishikawajima Harima Heavy Ind Co Ltd | 直流放電用電源 |
| JPH03271200A (ja) * | 1990-03-19 | 1991-12-03 | Kobe Steel Ltd | ダイヤモンド薄膜のエッチング方法 |
| JPH05339758A (ja) * | 1992-06-08 | 1993-12-21 | Nachi Fujikoshi Corp | ダイヤモンド被覆工具の再研磨・再被覆方法 |
| JPH09272979A (ja) * | 1996-04-09 | 1997-10-21 | Citizen Watch Co Ltd | プラズマ成膜装置およびそのクリーニング方法 |
| JP2001271170A (ja) * | 2000-03-27 | 2001-10-02 | Semiconductor Energy Lab Co Ltd | プラズマcvd装置とそのドライクリーニング方法 |
| JP2003311227A (ja) * | 2002-04-22 | 2003-11-05 | Zebiosu:Kk | 放電型洗浄装置及びそれを用いた板状体の洗浄方法 |
| JP2004277799A (ja) * | 2003-03-14 | 2004-10-07 | Matsushita Electric Ind Co Ltd | 成膜装置およびそのクリーニング方法 |
| JP2006009110A (ja) * | 2004-06-28 | 2006-01-12 | Brother Ind Ltd | Dlc被膜除去方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009283575A (ja) * | 2008-05-20 | 2009-12-03 | National Institute Of Advanced Industrial & Technology | ダイヤモンド基板の表面処理方法及びそれにより得られるダイヤモンド基板 |
| JP2012039084A (ja) * | 2010-07-15 | 2012-02-23 | Tokyo Electron Ltd | 薄膜形成装置の洗浄方法、薄膜形成方法、及び、薄膜形成装置 |
| JP2014146826A (ja) * | 2010-07-15 | 2014-08-14 | Tokyo Electron Ltd | 薄膜形成装置の洗浄方法、薄膜形成方法、及び、薄膜形成装置 |
| JP2012152855A (ja) * | 2011-01-26 | 2012-08-16 | Osg Corp | ダイヤモンド被膜または硬質炭素被膜の脱膜方法 |
| JP2013008770A (ja) * | 2011-06-23 | 2013-01-10 | Iwatani Internatl Corp | 成膜装置での堆積物クリーニング方法 |
| WO2022018859A1 (ja) * | 2020-07-22 | 2022-01-27 | 三菱電機株式会社 | ダイヤモンドの加工方法、ダイヤモンド基板の製造方法、および半導体装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4677612B2 (ja) | 2011-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101737378B1 (ko) | 플라즈마 전해질 산화 코팅에서의 구리 또는 미량 금속 오염 물질의 감소 | |
| JP6737899B2 (ja) | プラズマ処理チャンバでのインシトゥチャンバ洗浄効率向上のためのプラズマ処理プロセス | |
| JP5390846B2 (ja) | プラズマエッチング装置及びプラズマクリーニング方法 | |
| JP6689674B2 (ja) | エッチング方法 | |
| TWI466170B (zh) | 用於光阻劑剝離室之鋁裸板 | |
| CN103717788B (zh) | 硬质碳层的脱层方法 | |
| TWI231540B (en) | Method and apparatus for removing material from chamber and wafer surfaces by high temperature hydrogen-containing plasma | |
| JP4677612B2 (ja) | 炭素材料が被着した被処理物の清浄方法 | |
| EP1827871B1 (en) | Methods for removing black silicon and black silicon carbide from surfaces of silicon and silicon carbide electrodes for plasma processing apparatuses | |
| JP2007251091A (ja) | プラズマ処理装置およびプラズマ処理方法 | |
| JP2020504242A (ja) | 金属濃度が低減された保護酸化物コーティング | |
| JP2006324663A (ja) | 汚染されたツール部品の清浄化方法 | |
| JP2004332003A (ja) | α型結晶構造主体のアルミナ皮膜の製造方法およびα型結晶構造主体のアルミナ皮膜で被覆された部材の製造方法 | |
| JP2001250814A (ja) | プラズマ処理装置 | |
| TWI697026B (zh) | 利用離子照射所進行的被覆材之脫膜方法及脫膜裝置 | |
| US9230778B2 (en) | Method for removing hard carbon layers | |
| JP2006144123A (ja) | 耐食性部材およびその製造方法 | |
| JP2012109472A (ja) | プラズマ処理方法 | |
| JP4958658B2 (ja) | プラズマ処理方法 | |
| JP2005243765A (ja) | プラズマ処理装置におけるクリーニング方法及びプラズマ処理装置 | |
| CN116103607A (zh) | 离子清洗方法、涂层制备方法和涂层 | |
| JP2004296753A (ja) | プラズマ露出部品及びその表面処理方法並びにプラズマ処理装置 | |
| JP2008172270A (ja) | プラズマ露出部品及びプラズマ処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101116 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110111 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110112 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140210 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |