JP2007160761A - 管路の内張り材 - Google Patents
管路の内張り材 Download PDFInfo
- Publication number
- JP2007160761A JP2007160761A JP2005361221A JP2005361221A JP2007160761A JP 2007160761 A JP2007160761 A JP 2007160761A JP 2005361221 A JP2005361221 A JP 2005361221A JP 2005361221 A JP2005361221 A JP 2005361221A JP 2007160761 A JP2007160761 A JP 2007160761A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- smc
- lining material
- unsaturated polyester
- lining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Pipe Accessories (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
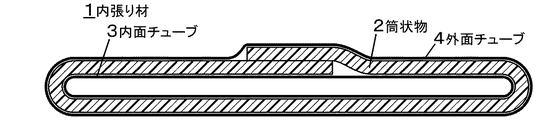
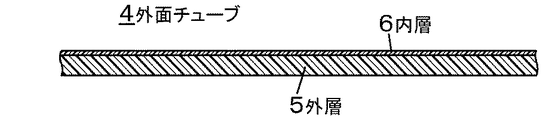
【解決手段】 高強度繊維に不飽和ポリエステル樹脂液を含浸し、当該不飽和ポリエステル樹脂液を増粘させてなるシートモールディングコンパウンドよりなる筒状物2と、当該筒状物2の外面を覆う外面チューブ4と、前記筒状物2の内面を覆う内面チューブ3とよりなる管路の内張り材1において、前記外面チューブ4が、ナイロン樹脂よりなる外層5と、エチレン−酢酸ビニル共重合体樹脂よりなる内層6とを有する。
【選択図】 図1
Description
2 筒状物
3 内面チューブ
4 外面チューブ
5 外層
6 内層
Claims (1)
- 高強度繊維に不飽和ポリエステル樹脂液を含浸し、当該不飽和ポリエステル樹脂液を増粘させてなるシートモールディングコンパウンドよりなる筒状物(2)と、当該筒状物(2)の外面を覆う外面チューブ(4)と、前記筒状物(2)の内面を覆う内面チューブ(3)とよりなる管路の内張り材(1)において、前記外面チューブ(4)が、ナイロン樹脂よりなる外層(5)と、エチレン−酢酸ビニル共重合体樹脂よりなる内層(6)とを有することを特徴とする、管路の内張り材
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005361221A JP4646794B2 (ja) | 2005-12-15 | 2005-12-15 | 管路の内張り方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005361221A JP4646794B2 (ja) | 2005-12-15 | 2005-12-15 | 管路の内張り方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007160761A true JP2007160761A (ja) | 2007-06-28 |
| JP4646794B2 JP4646794B2 (ja) | 2011-03-09 |
Family
ID=38244198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005361221A Active JP4646794B2 (ja) | 2005-12-15 | 2005-12-15 | 管路の内張り方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4646794B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101744922B1 (ko) | 2016-11-04 | 2017-06-08 | 조민구 | 친환경 eva 필름 코팅 타입의 비굴착 하수관 보강용 함침튜브, 그리고 이의 제조 방법 및 시공 방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH045020A (ja) * | 1990-04-23 | 1992-01-09 | Ashimori Ind Co Ltd | 管路の内張り材 |
| JPH0459227A (ja) * | 1990-06-29 | 1992-02-26 | Getsuto:Kk | 管ライニング材の製造方法 |
| JPH0490328A (ja) * | 1990-08-04 | 1992-03-24 | Ashimori Ind Co Ltd | 管路の内張り材及び内張り方法 |
| JPH08281799A (ja) * | 1995-04-12 | 1996-10-29 | Shonan Gosei Jushi Seisakusho:Kk | 管ライニング材の接合構造及び接合方法 |
| JPH10151673A (ja) * | 1996-11-25 | 1998-06-09 | Shonan Gosei Jushi Seisakusho:Kk | 管ライニング材及びその製造方法 |
| JPH10151674A (ja) * | 1996-11-25 | 1998-06-09 | Shonan Gosei Jushi Seisakusho:Kk | 管ライニング材及びその製造方法 |
| JP2004345112A (ja) * | 2003-05-20 | 2004-12-09 | Takiron Co Ltd | 管ライニング材 |
-
2005
- 2005-12-15 JP JP2005361221A patent/JP4646794B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH045020A (ja) * | 1990-04-23 | 1992-01-09 | Ashimori Ind Co Ltd | 管路の内張り材 |
| JPH0459227A (ja) * | 1990-06-29 | 1992-02-26 | Getsuto:Kk | 管ライニング材の製造方法 |
| JPH0490328A (ja) * | 1990-08-04 | 1992-03-24 | Ashimori Ind Co Ltd | 管路の内張り材及び内張り方法 |
| JPH08281799A (ja) * | 1995-04-12 | 1996-10-29 | Shonan Gosei Jushi Seisakusho:Kk | 管ライニング材の接合構造及び接合方法 |
| JPH10151673A (ja) * | 1996-11-25 | 1998-06-09 | Shonan Gosei Jushi Seisakusho:Kk | 管ライニング材及びその製造方法 |
| JPH10151674A (ja) * | 1996-11-25 | 1998-06-09 | Shonan Gosei Jushi Seisakusho:Kk | 管ライニング材及びその製造方法 |
| JP2004345112A (ja) * | 2003-05-20 | 2004-12-09 | Takiron Co Ltd | 管ライニング材 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101744922B1 (ko) | 2016-11-04 | 2017-06-08 | 조민구 | 친환경 eva 필름 코팅 타입의 비굴착 하수관 보강용 함침튜브, 그리고 이의 제조 방법 및 시공 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4646794B2 (ja) | 2011-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2002061317A3 (en) | Thermoplastic reinforced hose construction and method of making the same | |
| PL344261A1 (en) | Multilayer composite pipe, fluid conduit system using multilayer composite pipe and method of making the composite pipe | |
| EP0720712A1 (en) | Improvements relating to the lining of pipelines and passageways | |
| DK1090243T3 (da) | Fleksibelt kompsitrør og fremgangsmåde til fremstilling af samme | |
| US20140116566A1 (en) | Pipe liner and method of relining a sewer pipe | |
| EP2226184A1 (en) | Pipe-lining material | |
| AU4351299A (en) | Branch pipe liner bag and pipe lining method | |
| JP7021421B2 (ja) | 管ライニング材及びその製造方法 | |
| JP4646794B2 (ja) | 管路の内張り方法 | |
| JP4646795B2 (ja) | 管路の内張り方法 | |
| JPH10151672A (ja) | 管ライニング材の製造方法 | |
| JP2019074099A (ja) | 管更生用積層体および管更生用部材 | |
| JP2845798B2 (ja) | 枝管ライニング材及び枝管ライニング工法 | |
| JP2001179832A (ja) | 管用ライニング材及びその製造方法 | |
| JPH11235758A (ja) | 管ライニング材の製造方法及び管ライニング工法 | |
| JP2020056476A (ja) | 複合管及び複合管の接合方法 | |
| KR19980041840A (ko) | 관라이닝재 및 그 제조 방법 | |
| JP2007253339A (ja) | 取付管用更生材料 | |
| JP5783089B2 (ja) | 鋼材溶接継手部の防食被覆方法及び装置 | |
| JPS6347476Y2 (ja) | ||
| JP2007176096A (ja) | 管路の内張り方法 | |
| JP2002052612A (ja) | 枝管取付部のライニング方法 | |
| JP2006150703A (ja) | 管路内面のライニング構造及びライニング方法 | |
| JP3790948B2 (ja) | 枝管補修用チューブ | |
| JP2005111737A (ja) | 内張り材の拡張チューブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100827 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100922 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131217 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4646794 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |