JP2007147661A - X-ray inspection system - Google Patents
X-ray inspection system Download PDFInfo
- Publication number
- JP2007147661A JP2007147661A JP2007068687A JP2007068687A JP2007147661A JP 2007147661 A JP2007147661 A JP 2007147661A JP 2007068687 A JP2007068687 A JP 2007068687A JP 2007068687 A JP2007068687 A JP 2007068687A JP 2007147661 A JP2007147661 A JP 2007147661A
- Authority
- JP
- Japan
- Prior art keywords
- inspection object
- dimension
- ray
- inspection
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007689 inspection Methods 0.000 title claims description 255
- 230000007547 defect Effects 0.000 claims abstract description 20
- 238000001514 detection method Methods 0.000 claims description 33
- 230000002950 deficient Effects 0.000 claims description 30
- 238000012546 transfer Methods 0.000 abstract description 8
- 230000005540 biological transmission Effects 0.000 description 19
- 238000000605 extraction Methods 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 238000001914 filtration Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 241000251468 Actinopterygii Species 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 238000003708 edge detection Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 235000019688 fish Nutrition 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 235000020995 raw meat Nutrition 0.000 description 1
- 235000021067 refined food Nutrition 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
Images




Landscapes
- Length-Measuring Devices Using Wave Or Particle Radiation (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
Abstract
Description
本発明は、X線を曝射したときのX線透過量から被検査物中の異物混入の有無、シール不良の有無、欠品の有無などを検査するX線検査装置に関し、特に、被検査物の寸法測定の機能を備えたX線検査装置に関するものである。 The present invention relates to an X-ray inspection apparatus for inspecting the presence or absence of foreign matter in an object to be inspected, the presence or absence of a seal defect, the presence or absence of a missing item, etc. from the amount of X-ray transmission when X-rays are exposed. The present invention relates to an X-ray inspection apparatus having a function of measuring the dimensions of an object.
製品ラインで搬送される被検査物中の異物の混入の有無を検査する装置として、例えば特許文献1に開示されるようなX線を用いたX線検査装置が知られている。X線検査装置は、搬送路上を順次搬送されてくる各品種の被検査物(例えば、生肉、魚、加工食品、医薬など)にX線を曝射し、この曝射したX線の透過量から被検査物中に金属、ガラス、石、骨などの異物が混入しているか否かを検査している。 For example, an X-ray inspection apparatus using X-rays as disclosed in Patent Document 1 is known as an apparatus for inspecting the presence or absence of foreign matter in an object to be inspected conveyed on a product line. The X-ray inspection apparatus exposes X-rays to each type of inspection object (for example, raw meat, fish, processed food, medicine, etc.) that are sequentially transported on the transport path, and the amount of transmitted X-rays transmitted. Therefore, it is inspected whether or not foreign matter such as metal, glass, stone and bone is mixed in the inspection object.
また、この種のX線検査装置では、例えば湿布薬のように、内容物が包装体に収容されてシールされた被検査物の場合、異物混入の有無の検査に加え、シール部への内容物の噛み込みなどによるシール不良の有無の検査も行われる。この場合、被検査物のシール部の幅を予め設定しておき、被検査物にX線を曝射したときのX線透過データからシール部の領域内に内容物と同等の濃淡レベルを示すX線透過データが存在するか否かに基づいてシール不良の有無を検査している。 In addition, in this type of X-ray inspection apparatus, for example, in the case of an inspected object whose contents are contained in a package and sealed, such as a poultice, in addition to the inspection for the presence or absence of foreign matter, the contents to the seal part An inspection is also performed for the presence of defective seals due to biting of objects. In this case, the width of the seal part of the object to be inspected is set in advance, and the X-ray transmission data when the X-ray is exposed to the object to be inspected shows a lightness level equivalent to the content in the area of the seal part. The presence or absence of a seal failure is inspected based on whether or not X-ray transmission data exists.
さらに、この種のX線検査装置では、トレイや箱などの収容体に内容物が収容された被検査物の場合、本来内容物が存在すべき位置以外の領域がマスクされたマスク領域を予め設定しておき、被検査物にX線を曝射したときのX線透過データからマスク領域内に内容物と同等の濃淡レベルを示すX線透過データが存在するか否かに基づいて内容物の欠品の有無を検査している。
ところで、上述した製品ラインで搬送される被検査物の検査には、内容物の大きさ、形状、配置など寸法測定を必要とする検査がある。このため、従来の一つの手法として、X線検査装置とは別体の寸法測定装置を用いて被検査物の寸法単体の検査を行っていた。しかし、この種の寸法測定装置では、内容物が非透明の包装体に収容された被検査物の場合、包装体内の内容物が外部から見えないため、内容物の寸法を測定することができないという問題があった。 By the way, in the inspection of the inspection object conveyed by the product line described above, there is an inspection that requires dimension measurement such as the size, shape, and arrangement of the contents. For this reason, as one conventional technique, a single dimension of an object to be inspected is inspected using a dimension measuring apparatus separate from the X-ray inspection apparatus. However, in this type of dimension measuring apparatus, when the contents are inspected in a non-transparent package, the contents cannot be measured because the contents in the package cannot be seen from the outside. There was a problem.
また、別の手法として、寸法測定装置とX線検査装置を複合させて被検査物の寸法検査を行うものが考えられる。しかし、この寸法測定装置とX線検査装置による複合検査においては、搬送路上に並設される寸法測定装置からX線検査装置へ被検査物が搬送する間に被検査物が傾いたりして寸法測定装置で測定した寸法情報がX線検査装置に正確に反映されないという問題があった。 As another method, a combination of a dimension measuring apparatus and an X-ray inspection apparatus for inspecting the dimension of an inspection object can be considered. However, in the combined inspection by the dimension measuring apparatus and the X-ray inspection apparatus, the inspection object tilts while the inspection object is transported from the dimension measuring apparatus arranged on the conveyance path to the X-ray inspection apparatus. There is a problem that the dimension information measured by the measuring apparatus is not accurately reflected in the X-ray inspection apparatus.
さらに、複数の内容物(例えばコロッケ、餃子、焼売など)がトレイの上に配置されてフィルム状の非透明の包装体に包装されたレトルト食品を被検査物とした場合、図5(a)に示すように、良品は内容物Waの縦横のサイズ(L1,H1)がある程度決まっている。しかし、図5(b)に示すように、良品と同じくらの面積であっても、内容物Waの形が崩れていたりすると、内容物Waの縦横のサイズ(L1,H1)が変化するため、この被検査物を不良品として選別する必要がある。ところが、上記特許文献1を含めて従来のX線検査装置では、内容物Waを含めて被検査物Wの寸法測定を行う機能がないため、図5(a),(b)に示すように、被検査物WにX線を曝射したときの内容物Waを示す濃淡レベルのX線透過データの面積が同程度であっても、内容物Waの形が崩れて寸法が変化した場合には良品か不良品かの区別を付けることができないという問題もあった。 Further, when a retort food in which a plurality of contents (for example, croquettes, dumplings, bake, etc.) are arranged on a tray and packaged in a film-like non-transparent package is used as an object to be inspected, FIG. As shown in FIG. 5, the vertical and horizontal sizes (L1, H1) of the contents Wa are determined to some extent for good products. However, as shown in FIG. 5B, the vertical and horizontal sizes (L1, H1) of the content Wa change even when the shape of the content Wa is collapsed even if the area is the same as that of the non-defective product. It is necessary to sort out this inspection object as a defective product. However, the conventional X-ray inspection apparatuses including the above-mentioned Patent Document 1 do not have a function of measuring the dimensions of the inspection object W including the contents Wa, so that as shown in FIGS. Even when the area of the X-ray transmission data of the light and shade level indicating the content Wa when the object W is exposed to X-rays is approximately the same, the shape of the content Wa collapses and the dimensions change. There was also a problem that it was not possible to distinguish between good and defective products.
そこで、本発明は、上記問題点に鑑みてなされたものであり、被検査物の寸法を測定して被検査物がある程度決まった寸法のものか否かを検査することができるX線検査装置を提供することを目的としている。 Therefore, the present invention has been made in view of the above problems, and an X-ray inspection apparatus capable of measuring whether or not an inspection object has a certain size by measuring the dimension of the inspection object. The purpose is to provide.
上記目的を達成するため、本発明の請求項1に記載されたX線検査装置は、内容物Waが包装体に収容された状態で搬送路上を搬送してくる被検査物WにX線を曝射するX線発生器9と、
前記被検査物の搬送方向Xの平面上で直交する搬送幅方向Yに直線状に配置された複数の素子によって前記被検査物を透過するX線を検出し、その検出結果の濃度データを素子毎に前記複数の素子数まで順次出力し、前記被検査物の搬送速度に対応して前記順次出力を繰り返すX線検出器10とを備え、
該X線検出器から出力される濃度データに基づいて前記被検査物の検査を行うX線検査装置において、
前記被検査物の高さを含む寸法情報と、前記被検査物の良品サンプルによる許容範囲を含む前記内容物の外形寸法とを設定する設定入力手段(15)と、
前記X線検出器から出力される濃度データ、前記X線検出器の素子間の距離、前記被検査物の搬送速度、前記濃度データの順次出力の繰り返し速度、前記X線発生器から前記搬送路の搬送面までの距離から前記設定入力手段で設定された前記被検査物の高さを差し引いて求められる前記被検査物までの距離Y1、前記X線発生器から前記X線検出器までの距離Y2に基づいて、前記被検査物の内容物の前記搬送方向及び前記搬送幅方向の寸法を算出する寸法算出手段19と、
該寸法算出手段で算出された前記被検査物の内容物の外形寸法が前記設定入力手段から設定された外形寸法の許容範囲外のときに前記被検査物を寸法不良と判別する判別手段(20)とを備えたことを特徴とする。
In order to achieve the above object, an X-ray inspection apparatus according to claim 1 of the present invention applies X-rays to an object to be inspected W that is transported on a transport path in a state where the contents Wa are contained in a package. An
X-rays passing through the inspection object are detected by a plurality of elements arranged linearly in the conveyance width direction Y orthogonal to the plane in the conveyance direction X of the inspection object, and density data of the detection result is used as the element. An
In an X-ray inspection apparatus that inspects the inspection object based on density data output from the X-ray detector,
Setting input means (15) for setting dimensional information including the height of the inspection object and an outer dimension of the content including an allowable range of a non-defective sample of the inspection object;
Concentration data output from the X-ray detector, distance between elements of the X-ray detector, transport speed of the inspection object, repetition speed of sequential output of the density data, transport path from the X-ray generator The distance Y1 to the inspected object obtained by subtracting the height of the inspected object set by the setting input means from the distance to the transfer surface, the distance from the X-ray generator to the X-ray detector Dimension calculation means 19 for calculating the dimensions of the contents of the inspection object in the transport direction and the transport width direction based on Y2,
Discriminating means (20) for discriminating the inspection object as a defective dimension when the external dimension of the contents of the inspection object calculated by the dimension calculation means is outside the allowable range of the external dimension set by the setting input means. ).
請求項2に記載されたX線検査装置は、内容物(Wa)が包装体に収容された状態で搬送路上を搬送してくる被検査物(W)にX線を曝射するX線発生器(9)と、
前記被検査物の搬送方向(X)の平面上で直交する搬送幅方向(Y)に直線状に配置された複数の素子によって前記被検査物を透過するX線を検出し、その検出結果の濃度データを素子毎に前記複数の素子数まで順次出力し、前記被検査物の搬送速度に対応して前記順次出力を繰り返すX線検出器(10)とを備え、
該X線検出器から出力される濃度データに基づいて前記被検査物の検査を行うX線検査装置において、
前記被検査物の高さを含む寸法情報と、前記被検査物の良品サンプルによる許容範囲を含む前記内容物の面積及び外形寸法とを設定する設定入力手段15と、
前記X線検出器から出力される濃度データ、前記X線検出器の素子間の距離、前記被検査物の搬送速度、前記濃度データの順次出力の繰り返し速度、前記X線発生器から前記搬送路の搬送面までの距離から前記設定入力手段で設定された前記被検査物の高さを差し引いて求められる前記被検査物までの距離Y1、前記X線発生器から前記X線検出器までの距離Y2に基づいて、前記被検査物の内容物の前記搬送方向及び前記搬送幅方向の寸法を算出する寸法算出手段(19)と、
前記X線検出器から出力される濃度データに基づいて前記被検査物の内容物の面積を算出する面積算出手段(18)と、
該面積算出手段によって算出された面積および前記寸法算出手段で算出された前記被検査物の内容物の外形寸法と前記設定入力手段から設定された面積および前記設定入力手段から設定された外形寸法と比較して前記被検査物の形状不良を判別する判別手段(20)とを備えたことを特徴とする。
The X-ray inspection apparatus according to
X-rays transmitted through the inspection object are detected by a plurality of elements arranged linearly in the conveyance width direction (Y) orthogonal to the plane of the inspection object conveyance direction (X), and the detection result An X-ray detector (10) that sequentially outputs density data for each element up to the number of the plurality of elements, and repeats the sequential output corresponding to the conveyance speed of the inspection object;
In an X-ray inspection apparatus that inspects the inspection object based on density data output from the X-ray detector,
Setting input means 15 for setting dimensional information including the height of the inspection object, and an area and an external dimension of the content including an allowable range of a non-defective sample of the inspection object;
Concentration data output from the X-ray detector, distance between elements of the X-ray detector, transport speed of the inspection object, repetition speed of sequential output of the density data, transport path from the X-ray generator The distance Y1 to the inspected object obtained by subtracting the height of the inspected object set by the setting input means from the distance to the transport surface, and the distance from the X-ray generator to the X-ray detector Dimension calculation means (19) for calculating the dimensions of the contents of the inspection object in the transport direction and the transport width direction based on Y2,
Area calculating means (18) for calculating the area of the contents of the inspection object based on the density data output from the X-ray detector;
The area calculated by the area calculating means, the outer dimensions of the contents of the inspection object calculated by the dimension calculating means, the area set by the setting input means, and the outer dimensions set by the setting input means And a discriminating means (20) for discriminating the shape defect of the inspection object.
請求項3記載のX線検査装置は、請求項1又は2記載のX線検査装置において、
前記寸法算出手段19は、前記素子間の距離に前記X線発生器9から前記被検査物Wまでの距離Y1と前記X線発生器から前記X線検出器10までの距離Y2との比率Y1/Y2を乗じた値で求められる前記濃度データに対する単位寸法を基に前記搬送幅方向Yの寸法を算出する幅算出手段19aと、
前記搬送速度を前記繰り返し速度で除算して求める前記濃度データに対する前記搬送方向Xの単位寸法を、前記幅算出手段から算出された幅方向の単位寸法に等しくなるように前記繰り返し速度の値を調整して求め、その搬送方向の単位寸法を基に前記搬送方向の寸法を算出する長さ算出手段19bとを備えたことを特徴とする。
The X-ray inspection apparatus according to claim 3 is the X-ray inspection apparatus according to
The dimension calculation means 19 is a ratio Y1 between the distance Y1 from the
The value of the repetition speed is adjusted so that the unit dimension in the conveyance direction X with respect to the density data obtained by dividing the conveyance speed by the repetition speed is equal to the unit dimension in the width direction calculated from the width calculation means. And length calculation means 19b for calculating the dimension in the transport direction based on the unit dimension in the transport direction.
本発明によれば、例えば従来の寸法測定装置のようなサイズチェックの機械を特別必要とせず、被検査物の内容物の外形寸法を測定でき、被検査物の寸法不良や形状不良の有無を検査することができる。また、搬送幅方向Yの単位寸法に搬送方向Xの単位寸法がほぼ一致するように繰り返し速度を決めて搬送方向Xの寸法を算出すれば、被検査物Wの画像の上下比率が略等しくなり、表示画像をより忠実に再現することができる。 According to the present invention, it is possible to measure the external dimensions of the contents of the inspected object without specially requiring a size check machine such as a conventional dimension measuring apparatus, and to check whether there is a dimension defect or shape defect of the inspected object. Can be inspected. Moreover, if the repetition speed is determined so that the unit dimension in the transport direction X substantially matches the unit dimension in the transport width direction Y and the dimension in the transport direction X is calculated, the vertical ratio of the image of the inspection object W becomes substantially equal. The displayed image can be reproduced more faithfully.
図1は本発明に係るX線検査装置の概略構成図、図2は本発明に係るX線検査装置のブロック構成図、図3はX線検査装置における搬送部のベルト面上を搬送される被検査物の平面図、図4はX線検査装置において被検査物にX線を曝射する時のX線発生器と被検査物と搬送部のベルト面の位置関係を示す正面図である。 1 is a schematic configuration diagram of an X-ray inspection apparatus according to the present invention, FIG. 2 is a block configuration diagram of the X-ray inspection apparatus according to the present invention, and FIG. 3 is transported on a belt surface of a transport section in the X-ray inspection apparatus. FIG. 4 is a front view showing the positional relationship between the X-ray generator, the inspection object, and the belt surface of the transport unit when X-rays are exposed to the inspection object in the X-ray inspection apparatus. .
本例のX線検査装置1は、製品ラインの搬送路の一部に設けられ、所定間隔をおいて順次搬送されてくる被検査物Wの寸法検査、形状検査、被検査物W中の異物混入の有無、内容物の噛み込みによるシール部不良の有無、内容物の欠落による欠品の有無などの各種検査を行うものである。 The X-ray inspection apparatus 1 of the present example is provided in a part of the conveyance path of the product line, and performs dimension inspection, shape inspection, and foreign matter in the inspection object W which are sequentially conveyed at a predetermined interval. Various inspections such as presence / absence of contamination, presence / absence of a seal portion due to biting of contents, and presence / absence of missing parts due to missing contents are performed.
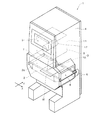
図1に示すX線検査装置1は、搬送部2と異物検出部3とが装置本体4内部に設けられ、表示器5が装置本体4の前面上部に設けられている。
In the X-ray inspection apparatus 1 shown in FIG. 1, a
搬送部2は、同一品種の被検査物(例えば非透明の包装体内に内容物が収容されて少なくとも一部がシールされたもの)Wを、所定間隔をおいて順次搬送している。この搬送部2は、例えば装置本体4に対して水平に配置されたベルトコンベアで構成することができる。搬送部2は、図1に示す駆動モータ6の駆動により予め設定された一定の搬送速度で搬入口7から搬入された被検査物Wを搬出口8側(図中搬送方向X)に向けて搬送面としてのベルト面2a上を搬送させる。
The
検出部3は、順次搬送される被検査物Wに対し、搬送路途中においてX線を曝射して被検査物Wを透過してくるX線を検出するもので、搬送部2の上方に所定高さ離れて設けられるX線発生器9と、搬送部2内にX線発生器9と対向して設けられるX線検出器10を備えて構成される。
The detection unit 3 detects X-rays that are transmitted through the inspection object W by exposing X-rays to the inspection object W that is sequentially transported in the transport path. An
X線発生源としてのX線発生器9は、金属製の箱体11内部に設けられる円筒状のX線管12を不図示の絶縁油により浸漬した構成であり、X線管12の陰極からの電子ビームを陽極ターゲットに照射させてX線を生成している。X線管12は、その長手方向が被検査物Wの搬送方向Xと直交する方向(Y方向)に設けられている。X線管12により生成されたX線は、下方のX線検出器10に向けて、長手方向に沿った不図示のスリットにより略三角形状のスクリーン状にして曝射するようになっている。
An
X線検出器10は、搬送される被検査物Wの搬送方向Xの平面上で搬送方向Xと直交するY方向に複数の素子が一直線上に配置されたものであり、ライン状に整列して配設された複数のフォトダイオードと、ライン状のフォトダイオード上に設けられたシンチレータとからなる複数の素子で構成される。このX線検出器10では、被検査物Wの搬送方向Xの平面上で直交する方向Yに直線状に配置された複数の素子によって被検査物Wを透過するX線を検出し、この検出結果による濃度データを素子毎に複数の素子数を1ラインとして素子数まで順次出力し、被検査物Wの搬送に伴って1ラインからの順次出力を繰り返している。
The
図2に示すように、搬送部2の搬入口7側には、被検査物Wの通過を検出するための位置検出手段13が設けられている。この位置検出手段13は、搬送部2としてのベルトコンベアの入口側に設けられる一対の投受光器からなるフォトセンサで構成される。この構成により、被検査物Wがフォトセンサの前を通過している間では位置検出手段13からオン信号が信号処理手段14にタイミング信号として入力される。
As shown in FIG. 2, position detection means 13 for detecting the passage of the inspection object W is provided on the carry-in
このような構成によるX線検出器10では、搬送部2上を搬送される被検査物Wに対してX線発生器9からX線が曝射される。そして、この被検査物WへのX線の曝射に伴って被検査物Wを透過してくるX線をシンチレータで受けて光に変換する。このシンチレータで変換された光は、その下部に配置されるフォトダイオードによって受光される。そして、各フォトダイオードは、受光した光を電気信号に変換して出力する。このX線検出器10は、受けたX線の強さに対応したレベルを有した電気信号を信号処理手段14に出力する。
In the
図2において、信号処理手段14は、CPUやメモリなどを備えて構成され、位置検出手段13が被検査物Wを検出したときのオン信号をタイミング信号とする所定時間後に、X線検出器10からの電気信号を取り込んで各種信号処理を行っている。
In FIG. 2, the signal processing means 14 includes a CPU, a memory, and the like, and after a predetermined time using the ON signal when the position detection means 13 detects the inspection object W as a timing signal, the
図2に示すように、信号処理手段14は、設定入力手段15、記憶手段(データメモリ)16、外形領域抽出手段17、面積算出手段18、寸法算出手段19、判別手段20を備えている。
As shown in FIG. 2, the
設定入力手段15は、被検査物Wの寸法検査、形状検査、異物検査、シール不良検査、欠品検査や表示に関する各種設定や指示を与えるためのユーザが操作する複数のキーやスイッチ等で構成される。さらに説明すると、設定入力手段15は、予め良品サンプルを見て、良品サンプルによる許容範囲を含む被検査物Wの内容物Waの外形寸法や面積、被検査物Wのシール部の幅寸法(例えば外形が矩形状であれば、外形の4辺から内側に向かう寸法)、被検査物Wの検査を行う検査領域の寸法情報などを適宜数値入力することができる。また、設定入力手段15は、シール部を有する箇所の数を入力したり、被検査物Wの品種を指定することにより予め記憶された被検査物Wの品種に対応したシール部の幅寸法を設定するなど、シール部に関する各種寸法情報も入力することができる。 The setting input means 15 is composed of a plurality of keys and switches operated by the user to give various settings and instructions regarding the size inspection, shape inspection, foreign matter inspection, seal defect inspection, missing part inspection and display of the inspection object W. Is done. More specifically, the setting input means 15 looks at a good product sample in advance, and the outer dimensions and area of the content Wa of the inspection object W including the allowable range of the good product sample, the width dimension of the seal portion of the inspection object W (for example, If the outer shape is rectangular, it is possible to appropriately input numerical values such as the dimension information of the inspection area in which the inspection object W is inspected, and the like. Further, the setting input means 15 inputs the number of locations having the seal portion, or designates the type of the inspection object W, thereby specifying the width dimension of the seal portion corresponding to the type of the inspection object W stored in advance. Various dimension information regarding the seal portion such as setting can also be input.
さらに、設定入力手段15からは、上記設定の他、搬送部2の搬送速度、被検査物Wの高さ、X線発生器9から被検査物Wの搬送面までの距離、X線発生器9からX線検出器10までの距離Y2の設定、被検査物W中の異物の混入の有無を判定するための基準となる検出リミット値、内容物Waを判定するための基準となる検出リミット値、被検査物Wのシール部におけるシール不良の有無を判定するための基準となる検出リミット値などを設定することができる。加えて、設定入力手段15では、複数の検査を行う際に、被検査物W中の異物の混入の有無や内容物の欠品の有無を判定するための基準となる検出リミット値が設定可能となっている。これら検出リミット値は、被検査物Wの品種や検出対象となる異物の種類などに応じて適宜設定される。
Further, from the setting input means 15, in addition to the above settings, the conveyance speed of the
記憶手段16には、各被検査物W毎のX線透過データが格納される。このX線透過データは、X線検出器10からの電気信号を不図示のA/D変換器によりA/D変換して得られる。さらに説明すると、この記憶手段16には、1つの被検査物Wの検査を行う毎に、X線検出器10の1ライン(Y方向)あたり例えば640個のX線透過データが、少なくとも搬送される被検査物Wの搬送方向の長さ(前端から後端までの検出期間に相当)に対応した所定ライン数(480ライン)だけ格納される。
The storage means 16 stores X-ray transmission data for each inspection object W. This X-ray transmission data is obtained by A / D converting an electric signal from the
外形領域抽出手段17は、記憶手段16に格納されたX線透過データ(濃度データ)から全体の濃淡画像(搬送部2のベルト面2aを含む被検査物W毎の全体画像)による濃度データを作成し、この作成された全体画像の濃度データにおける被検査物Wの輪郭から内側の面積を示す外形領域S1を抽出している。さらに説明すると、外形領域抽出手段17は、記憶手段16に格納されたX線透過データの濃淡レベルから全体のヒストグラムを求める。そして、求めた全体のヒストグラムから被検査物Wの濃度データD1と、被検査物W以外(実際には搬送部2のベルト面)の濃度データD2とに切り分けて2値化する。例えば被検査物の濃度データD1を255とし、被検査物以外の濃度データD2を0とする。そして、2値化された被検査物の濃度データD1を外形領域として抽出している。
The contour
面積算出手段18は、予め設定入力手段15から入力された内容物Waを判定するための検出リミット値に基づき、X線検出器10により検出されて記憶手段16に格納されたX線透過データ(濃度データ)から被検査物Wの内容物Waに相当する部分の面積を算出し、その結果を判別手段20に入力している。すなわち、面積算出手段18では、一つの濃度データによる単位面積が予め設定されており、記憶手段16に格納された濃度データのうち、検出リミット値を越えた濃度データの合計値を内容物Waの面積として算出している。
The
なお、一つの濃度データの単位面積は、搬送方向Xの単位寸法と搬送幅方向Yの単位寸法とを乗算した値であり、これら搬送方向Xの単位寸法と搬送幅方向Yの単位寸法とが等しくなるように予めスキャン速度(繰り返し速度)を調整しておくのが好ましい。これにより、搬送方向Xの単位寸法のピッチと搬送幅方向Yの単位寸法のピッチとが一致し、濃度データの単位面積が正方形となる。 The unit area of one density data is a value obtained by multiplying the unit dimension in the transport direction X by the unit dimension in the transport width direction Y, and the unit dimension in the transport direction X and the unit dimension in the transport width direction Y are It is preferable to adjust the scanning speed (repetition speed) in advance so that they are equal. Thereby, the pitch of the unit dimension in the conveyance direction X and the pitch of the unit dimension in the conveyance width direction Y coincide with each other, and the unit area of the density data becomes a square.
寸法算出手段19は、X線検出器10から出力されて記憶手段16に格納される濃度データ、X線検出器10の素子間の距離、被検査物Wの搬送速度、X線検出器10から出力される濃度データの順次出力の繰り返し速度、X線発生器9から被検査物Wの表面までの距離Y1、X線発生器9からX線検出器10までの距離Y2に基づき、被検査物Wの搬送方向X及び搬送幅方向Yの各種寸法(被検査物Wの外形寸法、内容物Waの外形寸法、シール部領域寸法)を算出している。また、寸法算出手段19は、外形領域抽出手段17が抽出した外形領域を基準として、予め設定入力手段15から設定された検査領域の寸法情報に基づいて寸法補正された検査領域を算出している。
The size calculation means 19 is output from the
この寸法算出手段19は、幅算出手段19aと長さ算出手段19bを備えている。幅算出手段19aは、X線検出器10の素子間の距離に対し、X線発生器9から被検査物Wの表面までの距離Y1とX線発生器9からX線検出器10までの距離Y2との比率を乗じた値を濃度データに対する搬送幅方向Yの単位寸法とし、この搬送幅方向Yの単位寸法を基に被検査物Wの搬送幅方向Yの各種幅寸法を算出している。具体的には、X線発生器9から被検査物Wの表面までの距離Y1=480mm、X線発生器9からX線検出器(検出素子)10までの距離Y2=500mm、X線検出器10の素子ピッチを0.4mmとすると、0.4×480/500=0.384mmが搬送幅方向Yの単位寸法として算出される。そして、この搬送幅方向Yの単位寸法0.384mmを基に、外形領域抽出手段17により抽出された被検査物Wの外形の搬送幅方向Yの幅寸法(図3〜図5における幅H1)、面積算出手段18により算出された内容物Waの搬送幅方向Yの幅寸法、設定入力手段15から設定されたシール部領域の搬送幅方向Yの幅寸法を各々算出することができる。なお、X線発生器9とX線検出器10は位置が固定されているので、X線発生器9からX線検出器10までの距離Y2は既知の値であり、予め設定入力手段15から入力することができる。また、X線発生器9から被検査物Wの表面までの距離Y1は、被検査物Wの高さによって変化するため、X線発生器9から被検査物Wの搬送面までの距離(既知の値)と、被検査物Wの高さが設定入力手段15から入力し、X線発生器9から被検査物Wの搬送面までの距離から被検査物Wの高さを差し引くことにより算出される。
The
長さ算出手段19bは、搬送速度をスキャン速度(繰り返し速度:単位時間あたりの走査回数)で除算した値を濃度データに対する搬送方向Xの単位寸法とし、この搬送方向Xの単位寸法を基に被検査物Wの搬送方向Xの各種長さ寸法を算出している。具体的に、搬送速度400mm/秒に設定されると、幅算出手段19aで算出された搬送幅方向Yの単位寸法0.384mmからスキャン速度(繰り返し速度)が400/0.384=1041回/秒となり、搬送速度400mm/秒をスキャン速度(繰り返し速度)1041回/秒で除算した400/1041=0.384mmが搬送方向Xの単位寸法として算出される。そして、この搬送方向Xの単位寸法0.384mmを基に外形領域抽出手段17により抽出された被検査物Wの外形の搬送方向Xの長さ寸法(図3及び図5における長さL1)、面積算出手段18により算出された内容物Waの搬送方向Xの長さ寸法、設定入力手段15から設定されたシール部領域の搬送方向Xの長さ寸法を各々算出することができる。
The length calculation means 19b uses a value obtained by dividing the transport speed by the scan speed (repetition speed: the number of scans per unit time) as a unit dimension in the transport direction X with respect to the density data. Various length dimensions in the conveyance direction X of the inspection object W are calculated. Specifically, when the conveyance speed is set to 400 mm / second, the scan speed (repetition speed) is 400 / 0.384 = 1041 times / from the unit dimension 0.384 mm in the conveyance width direction Y calculated by the
なお、本例において、搬送方向Xの単位寸法は、搬送速度を決めた後、幅算出手段19aから算出された搬送幅方向の単位寸法に等しくなるようにスキャン速度(繰り返し速度)を最適値に調整して求める。これにより、搬送方向Xの単位寸法のピッチと搬送幅方向Yの単位寸法のピッチとが一致する。
In this example, after determining the transport speed, the unit dimension in the transport direction X is set to the optimum value for the scan speed (repetition speed) so as to be equal to the unit dimension in the transport width direction calculated from the
判別手段20は、寸法判別手段20a、形状判別手段20b、異物判別手段20c、シール部不良判別手段20d、欠品判別手段20eを備え、これらの判別結果(寸法不良の有無、形状不良の有無、異物混入の有無、シール部不良の有無、欠品の有無の組合せによる判別結果)に応じて被検査物Wを良品又は不良品として選別するための選別信号を外部出力している。 The discriminating means 20 includes a dimension discriminating means 20a, a shape discriminating means 20b, a foreign matter discriminating means 20c, a seal portion defect discriminating means 20d, and a missing part discriminating means 20e. A selection signal for selecting the inspection object W as a non-defective product or a defective product in accordance with the presence / absence of foreign matter, the presence / absence of a seal portion defect, and the presence / absence of a missing product) is externally output.
寸法判別手段20aは、寸法算出手段19により算出された各種寸法情報に基づいて被検査物Wの外形寸法が予め設定入力手段15から設定された良品サンプルによる外形寸法と比較して許容範囲内に無いとき、その被検査物Wが寸法異常を起こしていると判断し、寸法不良を示す選別信号を出力している。
The dimension discriminating means 20a is within an allowable range in which the outer dimension of the inspection object W is compared with the outer dimension of the non-defective sample set in advance from the setting input means 15 based on the various dimension information calculated by the
形状判別手段20bは、面積算出手段18によって算出された被検査物Wの内容物Waの面積や寸法算出手段19によって算出された被検査物Wの内容物Waの外形寸法と、設定入力手段15から設定された面積や被検査物Wの内容物Waの外形寸法(許容範囲を含む)とを比較し、その比較結果に基づいて被検査物Wが形状不良か否かを判別している。すなわち、形状判別手段20bでは、面積算出手段18によって算出された被検査物Wの内容物Waの面積が設定入力手段15から設定された面積の許容範囲外であるときに、その被検査物Wを形状不良と判別している。また、寸法算出手段19によって算出された被検査物Wの内容物Waの外形寸法が設定入力手段15から設定された外形寸法の許容範囲外であるときにも、その被検査物Wを形状不良と判別している。 The shape discriminating means 20b includes the area of the contents Wa of the inspection object W calculated by the area calculation means 18 and the outer dimensions of the contents Wa of the inspection object W calculated by the dimension calculation means 19 and the setting input means 15. Are compared with the outer dimensions of the contents Wa of the inspection object W (including the allowable range), and based on the comparison result, it is determined whether or not the inspection object W is defective in shape. That is, in the shape discriminating means 20b, when the area of the contents Wa of the inspection object W calculated by the area calculation means 18 is outside the allowable range of the area set from the setting input means 15, the inspection object W Is determined to be defective. Further, even when the outer dimension of the content Wa of the inspection object W calculated by the dimension calculation means 19 is outside the allowable range of the outer dimension set from the setting input means 15, the inspection object W is defective in shape. Is determined.
異物判別手段20cは、寸法算出手段19により算出された被検査物Wの検査領域(内容物有効領域)において、検査領域内で濃淡レベルが他と違う部分が存在するか否かにより異物混入の有無を判別している。すなわち、検査領域内に他の部分より濃淡レベルの高い部分が存在するとき、その濃淡レベルの高い部分を異物として判断している。さらに説明すると、異物判別手段20cは、寸法算出手段19によって算出された被検査物Wの検査領域のX線透過データの濃淡レベルと、設定入力手段15により予め設定された異物検出リミット値とを比較し、X線透過データが異物検出リミット値を超えたときに、その被検査物Wに異物が混入していると判断し、異物有りを示す選別信号を出力している。なお、異物検出リミット値は、被検査物W毎にその内容物に応じて適宜設定入力手段15から設定可能とされている。
The foreign matter discriminating means 20c determines whether or not foreign matter is mixed in the inspection area (content effective area) of the inspection object W calculated by the dimension calculating means 19 depending on whether or not there is a portion with a different density level in the inspection area. The presence or absence is determined. That is, when a portion having a higher light and shade level than other portions exists in the inspection area, the portion having the higher light and shade level is determined as a foreign object. More specifically, the foreign matter determination means 20c uses the density level of the X-ray transmission data of the inspection area of the inspection object W calculated by the dimension calculation means 19 and the foreign matter detection limit value preset by the setting input means 15. In comparison, when the X-ray transmission data exceeds the foreign matter detection limit value, it is determined that foreign matter is mixed in the inspection object W, and a selection signal indicating the presence of foreign matter is output. The foreign object detection limit value can be set from the setting
シール部不良判別手段20dは、寸法算出手段19により算出された被検査物Wの検査領域(シール部領域)の画像の濃淡レベルと、被検査物Wの内容物の画像の濃淡レベルとの比較によりシール不良の有無を判別し、この判別結果からシール正常又はシール不良を示す選別信号を出力している。すなわち、このシール部不良判別手段20dでは、検査領域(シール部領域)の中に被検査物Wの内容物の画像の濃淡レベルと同等以上の濃淡レベルが存在するときに、その被検査物Wにシール不良ありと判別し、シール不良を示す選別信号を出力している。なお、シール部不良の検出リミット値は、被検査物W毎にその内容物に応じて適宜設定入力手段15から設定可能とされている。
The seal portion
欠品判別手段20eは、寸法算出手段19により算出された被検査物Wの検査領域(内容物領域)において、濃淡レベルが予め設定される欠品検出リミット値より低い(X線透過量が大きい)ときに、非透明の包装体中にある例えば湿布薬の枚数が少なくなっていると判別し、欠品有りを示す選別信号を出力している。また、欠品判別手段20eは、予め設定された欠品用検出マスク領域を用い、この欠品用検出マスク領域の各検査領域(内容物領域)毎に内容物と同等の濃淡レベルが存在する面積に応じて内容物の有無を判別している。なお、欠品検出リミット値や欠品用検出マスク領域は、被検査物W毎にその内容物に応じて適宜設定入力手段15から設定入力可能とされている。
In the inspection area (content area) of the inspection object W calculated by the dimension calculation means 19, the missing item determination means 20e has a lightness level lower than a preset shortage detection limit value (the X-ray transmission amount is large). ), It is determined that, for example, the number of poultices in the non-transparent package is low, and a selection signal indicating that there is a shortage is output. Further, the shortage determination means 20e uses a preset shortage detection mask area, and there is a lightness level equivalent to the content for each inspection area (content area) of the shortage detection mask area. The presence or absence of contents is determined according to the area. It should be noted that the shortage detection limit value and the shortage detection mask area can be set and input from the setting
なお、図示はしないが、信号処理手段14はフィルタ手段を備えており、被検査物Wとして、例えば湿布薬のような極めて薄い非透明によるフィルム状の包装体に内容物が収容されている場合、記憶手段16に格納された被検査物WのX線透過データに対して所定のフィルタ処理を施している。このフィルタ処理の際には、例えば微分フィルタ(Robertsフィルタ、Prewittフィルタ、Sobelフィルタ)やラプラシアンフィルタなどの特徴抽出フィルタが用いられる。これにより、全体画像を強調してエッジ検出し易くするとともに、検出対象の異物情報や噛み込み情報をより強調して抽出し易くしている。そのため、異物判別手段20cは、濃淡画像のレベルと異物検出リミット値との比較に限らず、フィルタ処理後の異物情報が強調された画像に対し、設定された異物検出リミット値と比較して異物の有無を判断してもよい。また、シール部不良判別手段20dは、フィルタ処理後のシール部領域内におけるエッジ成分の有無でシール不良を判断してもよい。
Although not shown in the drawings, the signal processing means 14 includes a filter means, and the contents are accommodated as an inspected object W in an extremely thin non-transparent film-like package such as a poultice. The X-ray transmission data of the inspection object W stored in the storage means 16 is subjected to a predetermined filtering process. In this filter processing, for example, a feature extraction filter such as a differential filter (Roberts filter, Prewitt filter, Sobel filter) or a Laplacian filter is used. This enhances the entire image to facilitate edge detection, and further enhances and facilitates extraction of foreign object information and biting information to be detected. Therefore, the foreign matter determination means 20c is not limited to the comparison between the level of the grayscale image and the foreign matter detection limit value, and the foreign matter is compared with the set foreign matter detection limit value for the image in which the foreign matter information after the filter processing is emphasized. The presence or absence of may be judged. Further, the seal portion
表示器5の表示画面には、全体の濃淡画像(搬送部2のベルト面2aを含む被検査物W毎の全体画像)、被検査物Wの外形領域の画像、内容物Waの外形領域の画像、シール部領域の画像、判別手段20の判別結果に基づいて被検査物Wを平面視したX線透過画像、「OK」や「NG」の良否判定結果、総検査数、良品数、NG総数などの検査結果が設定入力手段15からの所定のキー操作に基づいて表示される。
On the display screen of the
上記構成によるX線検査装置1では、各種検査を行うにあたって、被検査物WへのX線曝射時にX線検出器10から出力されるX線透過画像(濃度データ)と各パラメータ(X線検出器10の素子間の距離、被検査物Wの搬送速度、濃度データの順次出力の繰り返し速度(走査速度)、X線発生器9から被検査物Wまでの距離Y1、X線発生器9からX線検出器10までの距離Y2)に基づいて被検査物Wの検査領域を含め、被検査物Wの外形寸法、内容物Waの外形寸法、シール部領域寸法などを寸法算出手段19により算出している。
In the X-ray inspection apparatus 1 having the above-described configuration, when performing various inspections, an X-ray transmission image (density data) output from the
その際、搬送方向Xと直交する搬送幅方向Yの寸法(幅寸法)に関しては、実際の長さに対して誤差が生じてしまう。通常、この種のX線検査装置では、図4に示すように、実際に被検査物Wが搬送される搬送面(ベルト面)2aとX線検出器10とが同一平面上になく、X線検出器10が搬送面2aから所定高さ離れて下方に配置される。このため、被検査物Wの搬送幅方向Yの幅H1とすると、被検査物WへのX線曝射時のX線透過画像(濃度データ)における搬送幅方向Yの幅H2が実際の被検査物Wの幅H1と異なる。図4の例では、被検査物WへのX線曝射時の幅H2が実際の被検査物Wの幅H1よりも2×H3(被検査物Wの両側に幅H3)だけ大きくなる。本例では、この問題を解消するため、X線検出器10の素子間の距離にX線発生器9から被検査物Wの表面までの距離Y1とX線発生器9からX線検出器10までの距離Y2との比率を乗じた値を濃度データに対する搬送幅方向Yの単位寸法とし、この搬送幅方向Yの単位寸法を基に被検査物Wの搬送幅方向Yの各種寸法(幅寸法)を算出している。また、搬送方向Xの単位寸法が搬送幅方向Yの単位寸法と等しくなるようにスキャン速度(繰り返し速度)を最適値に調整して求め、予め設定された搬送速度をスキャン速度(繰り返し速度)で除算した値を搬送方向Xの単位寸法とし、この搬送方向Xの単位寸法を基に被検査物Wの搬送方向Xの各種寸法(長さ寸法)を算出している。
At that time, regarding the dimension (width dimension) in the transport width direction Y orthogonal to the transport direction X, an error occurs with respect to the actual length. Normally, in this type of X-ray inspection apparatus, as shown in FIG. 4, the conveyance surface (belt surface) 2a on which the inspection object W is actually conveyed and the
そして、上記寸法算出手段19で算出された被検査物Wの検査領域を含め、被検査物Wの外形寸法、内容物Waの外形寸法、シール部領域寸法の各寸法情報が判別手段20に入力される。また、判別手段20には、面積算出手段18で算出された被検査物Wの内容物Waの面積を示す情報が入力される。そして、被検査物Wの各種寸法情報及び面積情報が入力される判別手段20では、以下に説明する被検査物Wの各種判別が行われる。まず、被検査物Wの内容物Waの寸法に関しては、予め被検査物Wの良品サンプルによる許容範囲を含む内容物の外形寸法が設定入力手段15から入力される。寸法判別手段20aは、寸法算出手段19で算出された被検査物Wの内容物Waの外形寸法が設定入力手段15から設定された外形寸法の許容範囲外であるときに、その被検査物Wを寸法不良と判別する。例えば図5(a)に示す外形寸法の内容物Waを良品とすると、図5(b)に示す内容物Waを含む被検査物Wが搬送されてきた場合には、内容物Waの外形寸法(L1,H1)が許容範囲外となり、その被検査物Wを寸法不良と判別する。
Then, each dimension information of the outer dimension of the inspected object W, the outer dimension of the contents Wa, and the seal portion area dimension including the inspection area of the inspected object W calculated by the dimension calculating means 19 is input to the determining
被検査物Wの内容物Waの形状に関しては、予め被検査物Wの良品サンプルによる許容範囲を含む内容物の面積及び外形寸法が設定入力手段15から入力される。形状判別手段20bは、面積算出手段18で算出された面積、寸法算出手段19で算出された被検査物Wの内容物Waの外形寸法、設定入力手段15から設定された面積および外形寸法の比較に基づいて被検査物Wの形状不良を判別する。すなわち、形状判別手段20bは、面積算出手段18で算出された面積が設定入力手段15から設定された面積の許容範囲外であるときに、その被検査物Wを形状不良と判別する。また、寸法算出手段19で算出された被検査物Wの内容物Waの外形寸法が設定入力手段15から設定された外形寸法の許容範囲外であるときにも、その被検査物Wを形状不良と判別する。例えば図5(a)に示す形状の内容物Waを良品とすると、図5(b)に示す内容物Waを含む被検査物Wが搬送されてきた場合には、面積が略同一でも、内容物Waの外形寸法(L1,H1)が許容範囲外となり、その被検査物Wを形状不良と判別する。また、例えば図5(a)に示す形状の内容物Waを良品とすると、図5(c)に示す内容物Waを含む被検査物Wが搬送されてきた場合には、内容物Waの外形寸法(L1,H1)が許容範囲内であっても、面積が許容範囲外となり、その被検査物Wを形状不良と判別する。
With respect to the shape of the content Wa of the inspection object W, the area and outer dimensions of the content including the allowable range of the non-defective sample of the inspection object W are input from the setting input means 15 in advance. The shape discriminating means 20b compares the area calculated by the area calculating means 18, the outer dimensions of the contents Wa of the object W calculated by the dimension calculating means 19, the area set by the setting input means 15 and the outer dimensions. The shape defect of the inspection object W is determined based on the above. That is, when the area calculated by the
なお、形状判別手段20bは、面積算出手段18で算出された被検査物Wの面積と寸法算出手段19で算出された寸法の比率と、予め設定入力手段15から設定される形状不良を判別するための検出リミット値との比較に基づいて形状不良の有無を判別するようにしてもよい。この場合、形状不良を判別するための検出リミット値が1つの被検査物Wに対して1つで済むので、設定の手間を省くことができる。 The shape discriminating means 20b discriminates the ratio of the area of the inspection object W calculated by the area calculating means 18 and the dimension calculated by the dimension calculating means 19 and the shape defect set in advance from the setting input means 15. The presence or absence of a shape defect may be determined based on a comparison with a detection limit value. In this case, since only one detection limit value for discriminating a shape defect is required for one inspection object W, setting labor can be saved.
被検査物Wの異物混入検査に関して、異物判別手段20cは、寸法算出手段19により算出された検査領域(内容物有効領域)において、濃度データの濃淡レベルが他と違う部分があるか否かにより異物の混入の有無を判別する。
With respect to the foreign matter mixing inspection of the object W to be inspected, the foreign matter discriminating means 20c depends on whether or not the density level of the density data is different from the others in the inspection area (content effective area) calculated by the
被検査物Wのシール部不良検査に関して、シール部不良判別手段20dは、寸法算出手段19により算出された検査領域(シール部領域)の中に被検査物Wの内容物Waの濃淡レベルと同等以上の濃淡レベルが存在するか否かにより被検査物Wのシール不良の有無を判別する。 With respect to the seal portion defect inspection of the inspection object W, the seal portion defect determination means 20d is equivalent to the density level of the content Wa of the inspection object W in the inspection area (seal portion area) calculated by the dimension calculation means 19. The presence / absence of a sealing failure of the inspection object W is determined based on whether or not the above-described gray level exists.
被検査物Wの欠品検査に関して、欠品判別手段20eは、寸法算出手段19により算出された検査領域(内容物有効領域)内の濃淡レベルと、予め設定される欠品検出リミット値との比較により欠品の有無を判別する。
Regarding the missing item inspection of the inspected object W, the missing
このように、本例のX線検査装置によれば、例えば従来の寸法測定装置のようなサイズチェックの機械を特別必要とせずに、被検査物の内容物の外形寸法を測定することができる。特に、本例では、非透明の包装体を用いた被検査物の内容物の寸法を測定することができ、これにより被検査物の内容物の寸法不良や形状不良の有無などを判別することができる。しかも、寸法算出手段19は、X線曝射時に生じる搬送幅方向Yの寸法誤差を補正して搬送幅方向Yの寸法を算出するので、より正確な被検査物Wの各種寸法の測定を行うことができる。 Thus, according to the X-ray inspection apparatus of this example, the external dimensions of the contents of the inspection object can be measured without requiring a special size check machine such as a conventional dimension measuring apparatus. . In particular, in this example, it is possible to measure the dimensions of the contents of the inspected object using the non-transparent package, and thereby determine whether there is a dimension defect or a shape defect of the contents of the inspected object. Can do. In addition, since the dimension calculation means 19 corrects the dimension error in the transport width direction Y that occurs during X-ray exposure and calculates the dimension in the transport width direction Y, it measures the various dimensions of the inspection object W more accurately. be able to.
また、被検査物Wの寸法測定の際、搬送速度が設定され、幅算出手段19aにより搬送幅方向Yの寸法が算出されると、この幅算出手段19aから求められた搬送幅方向Yの単位寸法と搬送方向Xの単位寸法とがほぼ一致するようにスキャン速度(繰り返し速度)を求めて搬送方向Xの寸法が長さ算出手段19bにより算出されるので、被検査物Wの画像の上下比率が略等しくなり、表示画像をより忠実に再現することができる。
When the dimension of the inspection object W is measured, the conveyance speed is set, and when the dimension in the conveyance width direction Y is calculated by the
1 X線検査装置
9 X線発生器
10 X線検出器
15 設定入力手段
17 外形領域抽出手段
18 面積算出手段
19 寸法算出手段
19a 幅算出手段
19b 長さ算出手段
20 判別手段
W 被検査物
Wa 内容物
DESCRIPTION OF SYMBOLS 1
Claims (3)
前記被検査物の搬送方向(X)の平面上で直交する搬送幅方向(Y)に直線状に配置された複数の素子によって前記被検査物を透過するX線を検出し、その検出結果の濃度データを素子毎に前記複数の素子数まで順次出力し、前記被検査物の搬送速度に対応して前記順次出力を繰り返すX線検出器(10)とを備え、
該X線検出器から出力される濃度データに基づいて前記被検査物の検査を行うX線検査装置において、
前記被検査物の高さを含む寸法情報と、前記被検査物の良品サンプルによる許容範囲を含む前記内容物の外形寸法とを設定する設定入力手段(15)と、
前記X線検出器から出力される濃度データ、前記X線検出器の素子間の距離、前記被検査物の搬送速度、前記濃度データの順次出力の繰り返し速度、前記X線発生器から前記搬送路の搬送面までの距離から前記設定入力手段で設定された前記被検査物の高さを差し引いて求められる前記被検査物までの距離(Y1)、前記X線発生器から前記X線検出器までの距離(Y2)に基づいて、前記被検査物の内容物の前記搬送方向及び前記搬送幅方向の寸法を算出する寸法算出手段(19)と、
該寸法算出手段で算出された前記被検査物の内容物の外形寸法が前記設定入力手段から設定された外形寸法の許容範囲外のときに前記被検査物を寸法不良と判別する判別手段(20)とを備えたことを特徴とするX線検査装置。 An X-ray generator (9) that emits X-rays to the object to be inspected (W) that is transported on the transport path in a state where the contents (Wa) are contained in the package;
X-rays transmitted through the inspection object are detected by a plurality of elements arranged linearly in the conveyance width direction (Y) perpendicular to the plane of the inspection object conveyance direction (X), and the detection result An X-ray detector (10) for sequentially outputting the density data for each element up to the number of the plurality of elements, and repeating the sequential output corresponding to the conveyance speed of the inspection object;
In an X-ray inspection apparatus that inspects the inspection object based on density data output from the X-ray detector,
Setting input means (15) for setting dimensional information including the height of the inspection object and an outer dimension of the content including an allowable range of a non-defective sample of the inspection object;
Concentration data output from the X-ray detector, distance between elements of the X-ray detector, transport speed of the inspection object, repetition speed of sequential output of the density data, transport path from the X-ray generator The distance (Y1) to the inspection object obtained by subtracting the height of the inspection object set by the setting input means from the distance to the transport surface, from the X-ray generator to the X-ray detector Dimensional calculation means (19) for calculating the dimensions of the contents of the inspection object in the transport direction and the transport width direction based on the distance (Y2)
Discriminating means (20) for discriminating the inspection object as a defective dimension when the external dimension of the contents of the inspection object calculated by the dimension calculation means is outside the allowable range of the external dimension set by the setting input means. And an X-ray inspection apparatus.
前記被検査物の搬送方向(X)の平面上で直交する搬送幅方向(Y)に直線状に配置された複数の素子によって前記被検査物を透過するX線を検出し、その検出結果の濃度データを素子毎に前記複数の素子数まで順次出力し、前記被検査物の搬送速度に対応して前記順次出力を繰り返すX線検出器(10)とを備え、
該X線検出器から出力される濃度データに基づいて前記被検査物の検査を行うX線検査装置において、
前記被検査物の高さを含む寸法情報と、前記被検査物の良品サンプルによる許容範囲を含む前記内容物の面積及び外形寸法とを設定する設定入力手段(15)と、
前記X線検出器から出力される濃度データ、前記X線検出器の素子間の距離、前記被検査物の搬送速度、前記濃度データの順次出力の繰り返し速度、前記X線発生器から前記搬送路の搬送面までの距離から前記設定入力手段で設定された前記被検査物の高さを差し引いて求められる前記被検査物までの距離(Y1)、前記X線発生器から前記X線検出器までの距離(Y2)に基づいて、前記被検査物の内容物の前記搬送方向及び前記搬送幅方向の寸法を算出する寸法算出手段(19)と、
前記X線検出器から出力される濃度データに基づいて前記被検査物の内容物の面積を算出する面積算出手段(18)と、
該面積算出手段によって算出された面積および前記寸法算出手段で算出された前記被検査物の内容物の外形寸法と前記設定入力手段から設定された面積および前記設定入力手段から設定された外形寸法と比較して前記被検査物の形状不良を判別する判別手段(20)とを備えたことを特徴とするX線検査装置。 An X-ray generator (9) that emits X-rays to the object to be inspected (W) that is transported on the transport path in a state where the contents (Wa) are contained in the package;
X-rays transmitted through the inspection object are detected by a plurality of elements arranged linearly in the conveyance width direction (Y) perpendicular to the plane of the inspection object conveyance direction (X), and the detection result An X-ray detector (10) for sequentially outputting the density data for each element up to the number of the plurality of elements, and repeating the sequential output corresponding to the conveyance speed of the inspection object;
In an X-ray inspection apparatus that inspects the inspection object based on density data output from the X-ray detector,
Setting input means (15) for setting dimensional information including the height of the inspection object and an area and an external dimension of the content including an allowable range by a non-defective sample of the inspection object;
Concentration data output from the X-ray detector, distance between elements of the X-ray detector, transport speed of the inspection object, repetition speed of sequential output of the density data, transport path from the X-ray generator The distance (Y1) to the inspection object obtained by subtracting the height of the inspection object set by the setting input means from the distance to the transport surface, from the X-ray generator to the X-ray detector Dimensional calculation means (19) for calculating the dimensions of the contents of the inspection object in the transport direction and the transport width direction based on the distance (Y2)
Area calculating means (18) for calculating the area of the contents of the inspection object based on the density data output from the X-ray detector;
The area calculated by the area calculating means, the outer dimensions of the contents of the inspection object calculated by the dimension calculating means, the area set by the setting input means, and the outer dimensions set by the setting input means An X-ray inspection apparatus comprising: a discriminating means (20) for comparing the shape defect of the inspection object in comparison.
前記搬送速度を前記繰り返し速度で除算して求める前記濃度データに対する前記搬送方向(X)の単位寸法を、前記幅算出手段から算出された幅方向の単位寸法に等しくなるように前記繰り返し速度の値を調整して求め、その搬送方向の単位寸法を基に前記搬送方向の寸法を算出する長さ算出手段(19b)とを備えたことを特徴とする請求項1又は2記載のX線検査装置。 The dimension calculation means (19) includes a distance (Y1) from the X-ray generator (9) to the object to be inspected (W) and a distance from the X-ray generator to the X-ray detector ( Width calculating means (19a) for calculating the dimension in the transport width direction (Y) based on the unit dimension for the density data obtained by multiplying the ratio (Y1 / Y2) to the distance (Y2) to 10) When,
The value of the repetition speed so that the unit dimension in the conveyance direction (X) with respect to the density data obtained by dividing the conveyance speed by the repetition speed is equal to the unit dimension in the width direction calculated from the width calculation means. The X-ray inspection apparatus according to claim 1, further comprising: a length calculation unit (19 b) for calculating the dimension in the transport direction based on a unit dimension in the transport direction. .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007068687A JP4170366B2 (en) | 2007-03-16 | 2007-03-16 | X-ray inspection equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007068687A JP4170366B2 (en) | 2007-03-16 | 2007-03-16 | X-ray inspection equipment |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003340634A Division JP3955559B2 (en) | 2003-09-30 | 2003-09-30 | X-ray inspection equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007147661A true JP2007147661A (en) | 2007-06-14 |
| JP4170366B2 JP4170366B2 (en) | 2008-10-22 |
Family
ID=38209181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007068687A Expired - Lifetime JP4170366B2 (en) | 2007-03-16 | 2007-03-16 | X-ray inspection equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4170366B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015137858A (en) * | 2014-01-20 | 2015-07-30 | 株式会社イシダ | Inspection device |
| JP2016210501A (en) * | 2014-07-03 | 2016-12-15 | サイエナジー株式会社 | Positional deviation detection mechanism of object to be packaged and defective product processing mechanism in packaging machine |
| JP2017067716A (en) * | 2015-10-02 | 2017-04-06 | 大森機械工業株式会社 | Foreign matter inspection device |
| RU2802404C2 (en) * | 2019-04-26 | 2023-08-28 | Тиама | Method and installation for linear dimensional control of manufactured objects |
Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63236989A (en) * | 1987-03-26 | 1988-10-03 | Toshiba Corp | Foreign matter detector |
| JPH01197608A (en) * | 1988-02-03 | 1989-08-09 | Toshiba Corp | Measuring instrument |
| JPH09133521A (en) * | 1995-11-09 | 1997-05-20 | Toshiba Corp | X-ray dimension measuring system |
| JPH09178454A (en) * | 1995-12-27 | 1997-07-11 | Marcom:Kk | Three-dimensional x-ray inspection device for substrate |
| JPH09187448A (en) * | 1996-01-12 | 1997-07-22 | Toshiba Corp | X-ray image diagnostic apparatus |
| JPH1199142A (en) * | 1997-09-30 | 1999-04-13 | Shimadzu Corp | X-ray diagnostic system |
| JPH11211677A (en) * | 1998-01-23 | 1999-08-06 | Sumitomo Metal Mining Co Ltd | X-ray transmission-type inside judgment apparatus |
| JP2000135268A (en) * | 1998-08-26 | 2000-05-16 | Yuyama Seisakusho:Kk | Tablet testing device |
| JP2000249664A (en) * | 1999-03-01 | 2000-09-14 | Mac Science Co Ltd | Method and apparatus for x-ray inspection |
| JP2001033230A (en) * | 1999-07-26 | 2001-02-09 | Matsushita Electric Ind Co Ltd | Filled quantity detecting method of filler into hole of plate member and its device |
| JP2002131247A (en) * | 2000-10-25 | 2002-05-09 | Anritsu Corp | X-ray foreign matter detector |
| JP2002148214A (en) * | 2000-11-14 | 2002-05-22 | Ishida Co Ltd | X-ray inspecting apparatus |
| JP2002202120A (en) * | 2000-12-28 | 2002-07-19 | Murata Mfg Co Ltd | Apparatus and method of measuring thickness of ceramic green sheet |
| JP3308629B2 (en) * | 1993-03-11 | 2002-07-29 | 東芝アイティー・コントロールシステム株式会社 | X-ray line sensor fluoroscope |
| JP2002228761A (en) * | 2001-02-02 | 2002-08-14 | Anritsu Corp | X-ray foreign mater detector and method of detecting defective in the detector |
| JP2002243665A (en) * | 2001-02-09 | 2002-08-28 | Anritsu Corp | X-ray foreign-body detection apparatus and method of detecting defective in the same |
| JP2002243668A (en) * | 2001-02-19 | 2002-08-28 | Anritsu Corp | X-ray foreign-body detection apparatus |
| JP2002272716A (en) * | 2001-03-15 | 2002-09-24 | Taiichiro Meguro | Apparatus for picturing radiation image, method for measuring pixel size on image and method for measuring distance |
| JP2003028633A (en) * | 2001-07-16 | 2003-01-29 | Shimadzu Corp | Shape inspection device |
| JP2003065976A (en) * | 2001-08-29 | 2003-03-05 | Anritsu Corp | X-ray foreign matter inspection apparatus |
| JP2003139723A (en) * | 2001-10-31 | 2003-05-14 | Anritsu Sanki System Co Ltd | X-ray foreign matter detector |
-
2007
- 2007-03-16 JP JP2007068687A patent/JP4170366B2/en not_active Expired - Lifetime
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63236989A (en) * | 1987-03-26 | 1988-10-03 | Toshiba Corp | Foreign matter detector |
| JPH01197608A (en) * | 1988-02-03 | 1989-08-09 | Toshiba Corp | Measuring instrument |
| JP3308629B2 (en) * | 1993-03-11 | 2002-07-29 | 東芝アイティー・コントロールシステム株式会社 | X-ray line sensor fluoroscope |
| JPH09133521A (en) * | 1995-11-09 | 1997-05-20 | Toshiba Corp | X-ray dimension measuring system |
| JPH09178454A (en) * | 1995-12-27 | 1997-07-11 | Marcom:Kk | Three-dimensional x-ray inspection device for substrate |
| JPH09187448A (en) * | 1996-01-12 | 1997-07-22 | Toshiba Corp | X-ray image diagnostic apparatus |
| JPH1199142A (en) * | 1997-09-30 | 1999-04-13 | Shimadzu Corp | X-ray diagnostic system |
| JPH11211677A (en) * | 1998-01-23 | 1999-08-06 | Sumitomo Metal Mining Co Ltd | X-ray transmission-type inside judgment apparatus |
| JP2000135268A (en) * | 1998-08-26 | 2000-05-16 | Yuyama Seisakusho:Kk | Tablet testing device |
| JP2000249664A (en) * | 1999-03-01 | 2000-09-14 | Mac Science Co Ltd | Method and apparatus for x-ray inspection |
| JP2001033230A (en) * | 1999-07-26 | 2001-02-09 | Matsushita Electric Ind Co Ltd | Filled quantity detecting method of filler into hole of plate member and its device |
| JP2002131247A (en) * | 2000-10-25 | 2002-05-09 | Anritsu Corp | X-ray foreign matter detector |
| JP2002148214A (en) * | 2000-11-14 | 2002-05-22 | Ishida Co Ltd | X-ray inspecting apparatus |
| JP2002202120A (en) * | 2000-12-28 | 2002-07-19 | Murata Mfg Co Ltd | Apparatus and method of measuring thickness of ceramic green sheet |
| JP2002228761A (en) * | 2001-02-02 | 2002-08-14 | Anritsu Corp | X-ray foreign mater detector and method of detecting defective in the detector |
| JP2002243665A (en) * | 2001-02-09 | 2002-08-28 | Anritsu Corp | X-ray foreign-body detection apparatus and method of detecting defective in the same |
| JP2002243668A (en) * | 2001-02-19 | 2002-08-28 | Anritsu Corp | X-ray foreign-body detection apparatus |
| JP2002272716A (en) * | 2001-03-15 | 2002-09-24 | Taiichiro Meguro | Apparatus for picturing radiation image, method for measuring pixel size on image and method for measuring distance |
| JP2003028633A (en) * | 2001-07-16 | 2003-01-29 | Shimadzu Corp | Shape inspection device |
| JP2003065976A (en) * | 2001-08-29 | 2003-03-05 | Anritsu Corp | X-ray foreign matter inspection apparatus |
| JP2003139723A (en) * | 2001-10-31 | 2003-05-14 | Anritsu Sanki System Co Ltd | X-ray foreign matter detector |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015137858A (en) * | 2014-01-20 | 2015-07-30 | 株式会社イシダ | Inspection device |
| JP2016210501A (en) * | 2014-07-03 | 2016-12-15 | サイエナジー株式会社 | Positional deviation detection mechanism of object to be packaged and defective product processing mechanism in packaging machine |
| JP2017067716A (en) * | 2015-10-02 | 2017-04-06 | 大森機械工業株式会社 | Foreign matter inspection device |
| RU2802404C2 (en) * | 2019-04-26 | 2023-08-28 | Тиама | Method and installation for linear dimensional control of manufactured objects |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4170366B2 (en) | 2008-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3943099B2 (en) | X-ray inspection equipment | |
| JP2012242289A (en) | X-ray inspection device | |
| KR20200097344A (en) | Inspection device | |
| JP3828781B2 (en) | X-ray foreign object detection device | |
| JP3860154B2 (en) | X-ray inspection equipment | |
| JP3618701B2 (en) | X-ray foreign object detection device | |
| JP4170366B2 (en) | X-ray inspection equipment | |
| JP3917129B2 (en) | X-ray inspection equipment | |
| JP3943072B2 (en) | X-ray inspection equipment | |
| JP3955559B2 (en) | X-ray inspection equipment | |
| JP7231530B2 (en) | X-ray inspection device | |
| JP3737950B2 (en) | X-ray foreign object detection apparatus and defective product detection method in the apparatus | |
| JP3955558B2 (en) | X-ray inspection equipment | |
| JP2015137858A (en) | Inspection device | |
| JP2005031069A (en) | X-ray inspection apparatus | |
| JP2009080030A (en) | X-ray inspection device | |
| EP4220142A1 (en) | X-ray inspection device and x-ray inspection method | |
| JP6412076B2 (en) | Inspection equipment | |
| JP3860144B2 (en) | X-ray inspection equipment | |
| JP2018059845A (en) | X-ray inspection device and x-ray inspection method | |
| JP6556671B2 (en) | X-ray inspection equipment | |
| JP6796052B2 (en) | X-ray inspection equipment and X-ray inspection method | |
| JP5875878B2 (en) | Density calculation device | |
| JP6629776B2 (en) | X-ray inspection apparatus and X-ray inspection method | |
| JP6306352B2 (en) | X-ray inspection equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080805 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080806 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4170366 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130815 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |