JP3828781B2 - X-ray foreign object detection device - Google Patents
X-ray foreign object detection device Download PDFInfo
- Publication number
- JP3828781B2 JP3828781B2 JP2001334996A JP2001334996A JP3828781B2 JP 3828781 B2 JP3828781 B2 JP 3828781B2 JP 2001334996 A JP2001334996 A JP 2001334996A JP 2001334996 A JP2001334996 A JP 2001334996A JP 3828781 B2 JP3828781 B2 JP 3828781B2
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- objects
- ray
- foreign matter
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images














Landscapes
- Analysing Materials By The Use Of Radiation (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、例えば生肉、魚、加工食品、医薬などの各品種の被検査物に対し、X線を曝射したときのX線の透過量から被検査物中の異物を検出するX線異物検出装置に関し、特に複数の被検査物を同時に検査するX線異物検出装置に関する。
【0002】
【従来の技術】
X線異物検出装置は、搬送ライン上を順次搬送されてくる各品種の被検査物(生肉、魚、加工食品、医薬など)にX線を曝射し、この曝射したX線の透過量から被検査物中に金属、ガラス、石、骨などの異物が混入しているか否かを検出する装置である。
【0003】
図16はこの種の従来のX線異物検出装置を示す斜視図である。図示のようにコンベア50上を被検査物Wが搬送されて行く途中位置にX線発生器51と、X線検出器52が対向配置される。X線発生器51は搬送中の被検査物WにX線を曝射し、X線検出器52は被検査物Wを透過したX線の透過量に応じた電気信号を出力する。図示しない処理手段はこのX線の透過量に基づき、異物の混入の有無を判断する。
【0004】
しかしながら、通常の検査においては、被検査物を1つずつ搬送してX線を曝射し、その結果を不図示の表示部に表示することとしている。したがって、大量の被検査物を検査する場合、検査時間が長時間にわたることとなる。
【0005】
また、これにより、後段の良否選別も被検査物を1つづつ処理することとなり、選別時間も検査時間と同様、長時間にわたることとなる。
【0006】
検査時間や選別時間が長時間かかると、X線を取り扱う関係上、作業者も装置を長時間監視しなければならず、過大な労力を費やすこととなる。
【0007】
更に、上記効率を上げるため、複数の被検査物を搬送方向に直交する幅方向に並べて同時にX線検査を行った場合、これにより得られる透過画像は1フレームで表示され、この1フレームが検査領域となって、異物の有無が検査される。
【0008】
これにより、一方の被検査物に異物有りと判定され、他方の被検査物に異物無しと判定された場合、検査領域全体として異物が混入されていると判定されてしまうこととなり、異物が混入されていない被検査物も誤って異物有りと判断される。
【0009】
したがって、後段の良否選別において不良品扱いとされ、複数の被検査物の同時検査は、異物検査の精度上問題がある。
【0010】
【発明が解決しようとする課題】
そこで、本発明は、上記問題点に鑑みてなされたものであり、その目的とするところは、透過画像データが画像処理される画像処理領域を分割して複数の被検査物の同時検査を可能として検査時間の短縮化及び検査効率の向上を図ることにある。
【0011】
また他の目的は、同時検査された各被検査物とその画像処理された透過データの対応関係の明確化を図ることにある。
【0012】
更に他の目的は、同時検査された各被検査物とその異物判定結果の対応関係の明確化を図ることにある。
【0013】
また他の目的は、搬出されてくる検査済み被検査物の各位置に対応して各被検査物及びその異物判定結果の同時視認化を図ることにあり、またこれにより、後段での選別作業の作業効率の向上を図ることにある。
【0014】
更に他の目的は、同時検査される複数の検査済み被検査物の選別作業の完全自動化を図ることにある。
【0015】
また他の目的は、同時検査される複数の被検査物の個数が増減する都度、複数の被検査物から得られる形状データを用いて画像処理領域の分割数を増減することにより、複数同時検査の完全自動化を図ることにあり、検査効率の更なる向上を図ることにある。
【0016】
更に他の目的は、同時検査される複数の被検査物が増減する都度、その増減に伴って同時検査された各被検査物とその画像処理された透過データの対応関係の明確化を図ることにある。
【0017】
また他の目的は、同時検査される複数の被検査物が増減する都度、その増減に伴って同時検査された各被検査物とその異物判定結果の対応関係の明確化を図ることにある。
【0018】
更に他の目的は、同時検査される複数の被検査物が増減する都度、搬出されてくる検査済み被検査物の各位置に対応して各被検査物の異物判定結果の同時視認化を図ることにあり、これにより、後段での選別作業の作業効率の向上を図ることにある。
【0019】
【課題を解決するための手段】
上記目的を達成するため、本発明の請求項1記載のX線異物検出装置1は、水平に配置されたコンベア上を、該コンベアの搬送方向に対して直交する幅方向に並列して搬送されてくる複数の被検査物(Wa,Wb)にX線を曝射し、このX線の曝射に伴って前記各被検査物を透過してくるX線の透過量から前記各被検査物中の異物(d)の有無を検出するX線異物検出装置であって、
前記各被検査物に対してX線を曝射するX線発生器(5)と、
前記各被検査物を透過したX線の強さに対応した透過データ(Ta,Tb)を出力するX線検出器(6)と、
前記透過データを画像処理する画像処理部(12)と、
前記透過データが画像処理された画像処理領域(A)を、前記透過データをそれぞれ含む予め設定された検査領域(Aa,Ab)ごとに分割する領域分割部(14)と、
前記分割された各検査領域内の透過データに基づいて、前記被検査物ごとに前記異物の有無を判定する判定部(15)と、
前記判定部による前記各被検査物の判定結果(Pa,Pb)を、前記複数の被検査物の並列状態に対応させて前記各検査領域ごとに前記コンベア上の搬送部奥側を表示部上側にし、該搬送部手前側を表示部下側にして並列表示する判定結果表示部(17)と、
を備えたことを特徴とする。
【0020】
請求項1のX線異物検出装置では、複数の被検査物Wa,WbにX線を曝射する。被検査物Wa,Wbを透過したX線の透過量に基づく透過データTa,Tbを画像展開し、その画像処理領域Aを、被検査物Wa,Wbごとの検査領域Aa,Abに領域分割する。そして、分割された各検査領域Aa,Ab毎に異物dの有無を判定する。
【0021】
したがって、複数の被検査物Wa,Wbにつき同時に異物dの有無の判定を行うことができるため、検査時間の短縮化による検査効率の向上を図ることができる。
【0022】
さらに、判定結果表示部17に表示される各被検査物Wa,Wbの判定結果Ha,Hbが同時検査される複数の被検査物Wa,Wbのいずれに対応するかが、判定結果表示部17上の判定結果Ha,Hbの配列により視覚的に判別可能となる。
【0023】
また、請求項2記載のX線異物検出装置は、請求項1記載のX線異物検出装置において、前記分割された各検査領域Aa,Ab内の前記透過データTa,Tbを、前記複数の被検査物Wa,Wbの並列方向に沿って並列表示する透過画像表示部16を具備することを特徴とする。
【0024】
請求項2のX線異物検出装置では、透過画像表示部16に表示される画像処理された各透過データTa,Tbが同時検査される複数の被検査物Wa,Wbのいずれに対応するかが、透過画像表示部16上の透過データTa,Tbの配列により視覚的に判別可能となる。
【0025】
また、請求項3記載のX線異物検出装置は、請求項1記載のX線異物検出装置において、前記異物dの有無を判定された前記各被検査物Wa,Wbが搬出される搬出口3bを有し、
前記判定結果表示部17を前記搬出口3b側に設け、該搬出口3bから搬出されてくる前記各被検査物Wa,Wbの位置に対応して前記判定結果Ha,Hbを表示するようにしたことを特徴とする。
【0026】
請求項3のX線異物検出装置では、同時並列搬送される複数の被検査物Wa,Wb及びその判定結果Ha,Hbを対応づけて同時に視認することが可能となる。
【0027】
更に、請求項4記載のX線異物検出装置は、請求項1記載のX線異物検出装置1において、前記判定部15による判定結果Ha,Hbに基づいて、前記異物d有りと判定された前記被検査物Waと、前記異物d無しと判定された前記被検査物Wbと、を選別する選別手段20を具備することを特徴とする。
【0028】
請求項4のX線異物検出装置では、選別手段20を判定部15の判定結果Ha,Hbに連動させることにより、同時検査される複数の被検査物Wa,Wbの良否選別の効率化を図ることができる。
【0029】
また、請求項5記載のX線異物検出装置は、水平に配置されたコンベア上を、該コンベアの搬送方向に対して直交する幅方向に並列して搬送されてくる複数のパッケージ内に収納された被検査物(Wa,Wb)にX線を曝射し、このX線の曝射に伴って前記各被検査物を透過してくるX線の透過量から前記各被検査物中の異物(d)の有無を検出するX線異物検出装置であって、
前記各被検査物に対してX線を曝射するX線発生器(5)と、
前記各被検査物を透過したX線の強さに対応した透過データ(Ta,Tb)を出力するX線検出器(6)と、
前記透過データを画像処理する画像処理部(12)と、
前記各被検査物が収納された複数の前記各パッケージの形状を認識して形状データ(Pa,Pb)を出力する形状認識部(18)と、
前記複数の被検査物が曝射される都度、前記透過データが画像処理された画像処理領域(A)を、前記形状データによる前記各パッケージごとの隣接する幅方向の座標位置に基づいて、前記透過データをそれぞれ含む前記形状データの前記幅方向の個数分の検査領域(Aa,Ab)に分割する領域分割部(19)と、
分割された前記各検査領域内の透過データに基づいて、前記被検査物ごとに前記異物の有無を判定する判定部(15)と、
を備えたことを特徴とする。
【0030】
請求項5のX線異物検出装置では、複数の各被検査物が収納された複数の前記各パッケージの形状を認識し形状データを出力する。次いで、その複数の被検査物Wa,WbにX線を曝射する。被検査物Wa,Wbを透過したX線の透過量に基づく透過データTa,Tbを画像展開する。この透過データTa,Tbと形状データに基づいて、被検査物Wa,Wbごとの検査領域Aa,Abに領域分割する。そして、分割された各検査領域Aa,Ab毎に異物dの有無を判定する。
【0031】
これにより、同時検査される複数の各被検査物が収納された複数の各パッケージの個数が増減する都度、複数の各パッケージから得られる形状データを用いて画像処理領域Aの分割数が増減可能となり、複数同時検査の完全自動化を図ることにあり、検査効率の更なる向上を図ることにある。
【0032】
更に、請求項6記載のX線異物検出装置は、請求項5記載のX線異物検出装置において、前記複数の被検査物Wa,Wbが曝射される都度分割される前記検査領域内の前記各透過データTa,Tbを、前記複数の被検査物の前記複数の各パッケージの並列方向に沿って前記検査領域Aa,Abごとに並列表示する透過画像表示部16を具備することを特徴とする。
【0033】
請求項6のX線異物検出装置では、複数の被検査物の前記複数の各パッケージが増減される都度、透過画像表示部16に表示される画像処理された各透過データTa,Tbが同時検査される複数の被検査物Wa,Wbのいずれに対応するかが、透過画像表示部16上の透過データTa,Tbの配列により視覚的に判別可能となる。
【0034】
また、請求項7記載のX線異物検出装置は、請求項5記載のX線異物検出装置において、前記複数の被検査物Wa,Wbが曝射される都度分割される前記検査領域ごとの前記判定部15による前記各被検査物Wa,Wbの判定結果Ha,Hbを、前記複数の被検査物の前記複数の各パッケージの並列方向に沿って前記検査領域Aa,Abごとに並列表示する判定結果表示部17を具備することを特徴とする。
【0035】
請求項7のX線異物検出装置1では、複数の被検査物Wa,Wbが増減される都度、判定結果表示部17に表示される各被検査物Wa,Wbの判定結果Ha,Hbが同時検査される複数の被検査物Wa,Wbのいずれに対応するかが、判定結果表示部17上の判定結果Ha,Hbの配列により視覚的に判別可能となる。
【0036】
更に、請求項8記載のX線異物検出装置は、請求項8記載のX線異物検出装置において、前記異物の有無を判定された前記各被検査物Wa,Wbが搬出される搬出口3bを有し、
前記判定結果表示部17を前記搬出口3b側に設け、該搬出口3bから搬出されてくる前記各被検査物Wa,Wbの位置に対応して前記判定結果Ha,Hbを表示するようにしたことを特徴とする。
【0037】
請求項8のX線異物検出装置では、複数の被検査物Wa,Wbが増減される都度、同時並列搬送される複数の被検査物Wa,Wb及びその判定結果Ha,Hbを対応づけて同時に視認することが可能となる。
【0038】
【発明の実施の形態】
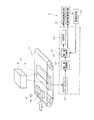
図1はX線異物検出装置1の外観を示す斜視図である。X線異物検出装置11は、搬送ラインの一部に設けられ、所定間隔をおいて順次搬送されてくる被検査物Wa,Wb中(表面も含む)に混入される金属、ガラス、石、骨などの異物の有無を検出するものである。
【0039】
X線異物検出装置1は、搬送部3と異物検出部4とが装置本体1a内部に設けられ、操作表示器7が装置本体1aの前面上部に設けられている。この操作表示器7は例えばカラーLCDタッチパネルで構成される。
【0040】
搬送部3は、例えば生肉、魚、加工食品、医薬などの各種の被検査物Wa,WbWを搬送するもので、例えば装置本体1aに対して水平に配置されたベルトコンベアで構成される。装置本体1aの両側面1b,1cには、搬入口3aと搬出口3bが形成されている。搬送部3は、駆動モータ2の駆動により予め設定された所定の搬送速度で搬入口から搬入された被検査物Wa,Wbを搬出口3b側(図中搬送方向X)に向けて搬送させる。
【0041】
なお、本実施の形態では、被検査物Wa,Wbは、搬送方向Xに対して直交する幅方向Yに並列に複数個(図2では2個)搬送されてくる。また、この被検査物Wa,Wbは、透過率の高い袋,箱,紙等のパッケージに収納され又は包装されたものである。
【0042】
異物検出部4は、搬送される被検査物Wa,Wbを搬送路途中において異物を検出するもので、搬送部3の上方に所定高さ離れて設けられるX線発生器5と、搬送部3内にX線発生器5と対向して設けられるX線検出器6を備えて構成される。
【0043】
X線発生器5は、金属製の箱体8内部に設けられる円筒状のX線管9を不図示の絶縁油により浸漬した構成であり、X線管9の陰極からの電子ビームを陽極ターゲットに照射させてX線を生成している。X線管9は、その長手方向が被検査物Wa,Wbの搬送方向Xと直交する幅方向Yに設けられている。X線管9により生成されたX線は、下方のX線検出器6に向けて、長手方向に沿った不図示のスリットにより略三角形状のスクリーン状にして曝射するようになっている。
【0044】
X線検出器6は、被検査物Wa,Wbに対してX線が曝射されたときに、被検査物Wa,Wbを透過してくるX線を検出し、この検出したX線の透過量に応じた電気信号を出力している。
【0045】
このX線検出器6には、ライン状に配列された複数のフォトダイオードと、フォトダイオード上に設けられたシンチレータとを備えたアレイ状のラインセンサが用いられる。
【0046】
このような構成によるX線検出器6では、被検査物Wa,Wbに対してX線発生器5からX線が曝射されたときに、被検査物Wa,Wbを透過してくるX線をシンチレータで受けて光に変換する。さらにシンチレータで変換された光は、その下部に配置されるフォトダイオードによって受光される。そして、各フォトダイオードは、受光した光を電気信号に変換して出力する。
【0047】
このX線検出器6は、受けたX線の強さに対応したレベルを有した電気信号を処理部10に出力する。例えば上記フォトダイオードは、1ラインで構成されライン方向(Y方向)に0.4mmピッチで640個配置されてなる。
【0048】
図2は同装置の電気的構成を示すブロック図である。
処理部10は、CPU等及びメモリ等で構成される。X線検出器6から入力される電気信号は図示しないA/D変換部でA/D変換された後、データメモリ11に格納される。
【0049】
データメモリ11には、1ライン(Y方向)あたり上記640個のX線の透過データTa,Tb(X線検出器6から出力される電気信号)が、少なくとも搬送される被検査物Wa,Wbの搬送方向Xの長さに対応した所定ライン数(例えば480ライン)格納される。処理部10は、この格納された透過データTa,Tbに基づき被検査物Wa,Wbに対する異物混入を検査処理する。
【0050】
画像処理部12は、データメモリ11に格納された透過データTa,Tbを画像処理する。この画像処理では、元となる透過データTa,Tbをlog 変換,線型変換し、更に必要に応じてフィルタリング処理をして異物を強調する。この画像処理による画素値は例えば256階調で表される。
【0051】
この画像展開したときの透過データTa,Tbを図3(a)に示す。図3(a)に示すように、被検査物Wa,Wbとしてのソーセージがn×m個の画素数からなる画像処理領域A上に展開されている。例えば、被検査物Wa,Wb中の金属、ガラス、石、骨などの異物dは、X線透過量が少ない(透過データTa,Tbが低い)。したがって、その画素値はソーセージの画素値に比べて高い値を取る。一方、被検査物Wa,Wbであるソーセージ自体は、X線透過量が比較的多い(透過データTa,Tbが高い)ため、その画素値は低い値を取る。また、被検査物Wa,WbのパッケージPa,Pbは、ソーセージよりも更にX線透過量が多いため、その画素値はソーセージよりも更に低い値を取る。
【0052】
領域設定部13は、上記画像展開される透過データTの画像処理領域Aを分割する領域数を設定する。例えば、操作表示器7の画面切替ボタン7cを押下して図4に示す画面を呼び出し、表示されているテンキー13aの数字を押下することで、検査領域数を選択する。リセットするときはクリアキーCを押下する。決定するときはenterキーを押下する。
【0053】
領域分割部14は、画像展開された透過データTa,Tbを含むn行m列の画像処理領域Aを、領域設定部13で設定した検査領域数に分割する。画像処理領域Aは、Y方向に並列となるように分割される。例えば、領域設定部13において2分割と設定した場合、図3(b)に示すように、Y方向のn/2番目の画素行とn/2+1番目の画素行との間で分断され、検査領域Aaと検査領域Abに分割される。
【0054】
検査領域Aaは、被検査物Wa及びその被検査物Waを収納するパッケージPaを含む。その画素数は、n・m/2個である。同様に、検査領域Abも、被検査物Wb及びその被検査物Wbを収納するパッケージPbを含み、その画素数はn・m/2個である。
【0055】
判定部15は、画像処理部12から出力される各検査領域Aa,Ab内の透過データTa,Tbに基づいて、被検査物Wa,Wbごとに異物dの有無を判定する。即ち、判定部15は、所定の閾値を有しており、各検査領域Aa,Abの画素値が閾値を越える画素を含む場合、その画素の部分は異物dと判定される。したがって、検査領域Aa内の被検査物Waは異物d有りと判定される。
【0056】
操作表示器7は、図5に示すように、例えばカラーLCDタッチパネル式である。操作表示器7の下部には、スタートボタン7a、ストップボタン7b、画面切替ボタン7cが設けられている。スタートボタン7aを押下すると、X線による検査が開始される。ストップボタン7bを押下すると、X線検査が停止する。画面切替ボタン7cを押下すると、図4(図5)に示す画面から図5(図4)に示す画面に切り換えられる。
【0057】
操作表示器7の液晶部分7dは、透過画像表示部16と判定結果表示部17とからなる。透過画像表示部16には、各検査領域Aa,Ab内の透過画像(画像展開された透過データTa,Tb)がそれぞれ表示される。
【0058】
操作表示器7は、X線異物検出装置1の前面に設けられており、被検査物Wa,Wbは図中左から右へ搬送される。したがって、検査領域Aaの透過画像Taに対応する被検査物Waは幅方向Yの奥側で搬送されており、透過画像表示部16の上部に表示される。一方、検査領域Abの透過画像Tbに対応する被検査物Wbは幅方向Yの手前で搬送されており、透過画像表示部16の下部に表示される。
【0059】
判定結果表示部17には、各被検査物Wa,Wbの判定結果Ha,Hbが表示される。異物dが混入していないと判定されたときは、「OK」が表示される。異物dが混入していると判定されたときは、「NG」が表示される。
【0060】
操作表示器7は、X線異物検出装置1の前面に設けられており、被検査物Wa,Wbは図中左から右へ搬送される。したがって、検査領域Aaに対応する被検査物Waは幅方向Yの奥側で搬送されており、その判定結果Haは判定結果表示部17の上部に表示される。一方、検査領域Abに対応する被検査物Wbは幅方向Yの手前側で搬送されており、その判定結果Hbは判定結果表示部17の下部に表示される。
【0061】
次に本実施の形態の作用について説明する。まず、同時搬送する被検査物Wa,Wbの個数(例えば2個)を決める。同時搬送個数を決定したら、領域設定部13により領域数を「2」に設定する。
【0062】
被検査物Wa,Wbが搬送部3の搬入口3aより搬入されると、その搬送過程において被検査物Wa,WbにX線発生器5からX線が曝射される。このX線の曝射に伴って被検査物Wa,Wbを透過してくるX線はX線検出器6によって検出され、電気信号(透過データTa,Tb)となってデータメモリ11に格納される。
【0063】
この透過データTa,Tbを画像処理部12で画像展開する。画像展開された透過データTa,Tbを含む画像処理領域Aを、被検査物Wa,Wbの並列方向に、領域設定部13で設定した分割数で検査領域Aa,Abに均等に分割する。分割された検査領域Aa,Abごとの透過データTa,Tbは、図5に示すように、透過画像表示部16に出力表示される。
【0064】
判定部15により分割された検査領域Aa,Abごとに異物判定され、図5に示すように、その判定結果Ha,Hbが透過画像表示部16に出力表示される。
【0065】
これにより、一定の複数個の被検査物Wa,Wbを同時搬送する場合の異物検査が可能となり、作業時間の短縮化を図ることができ、作業効率が向上する。したがって、一台のX線異物検出装置1でも大量の被検査物Wを検査可能となる。
【0066】
また、同時検査された各被検査物Wa,Wbの画像処理された透過データTa,Tb及び判定結果Ha,Hbの表示位置が、搬送ベルト上の各被検査物Wa,Wbの位置に対応している。したがって、異物が混入している被検査物Waを取り出す場合、誤って異物が混入していない被検査物Wbを取り出す作業ミスを防止することができる。
【0067】
なお、本実施の形態では、常時2個の被検査物Wa,Wbを順次搬送することとしたが、一定の個数であれば、2個に限定されることはなく、3個以上並列に搬送して同時検査することとしても良い。
【0068】
次に第2実施の形態について説明する。第1実施の形態と同一箇所には同一符号を付し、その説明を省略する。本実施の形態は、X線異物検出装置1の搬出口3bが設けられている側面1cに、判定結果表示部17を設けた例である。判定結果表示部17は搬出口3bの直上に設けられている。
【0069】
したがって、同時検査された検査済み被検査物Wa,Wbが搬出口3bから搬出されると、図7に示すように、その各判定結果Ha,Hbが各検査済み被検査物Wa,Wbの直上に表示される。これにより、作業者は、本例の判定結果表示部17を視認することで、装置本体1aの前面まで移動して判定結果を視認する必要はなく、作業者の負担を軽減することができる。また、後段の選別作業においても、装置本体1aの前面まで移動して判定結果を視認する必要はなく、選別作業の効率化を図ることができる。
【0070】
次に第3実施の形態について説明する。第1実施の形態と同一箇所には同一符号を付し、その説明を省略する。本実施の形態は、被検査物Wa,Wbを2個同時搬送する場合の例であり、図8及び図9に示すように、X線異物検出装置1に選別手段としての選別機構20を設けた例である。
【0071】
選別機構20は、選別用搬送部21と、選別部22(22a,22b)で構成される。選別用搬送部21は搬送部3と同一構成である。選別用搬送部21は、搬送部3の搬出口3bに近接して配置され、搬出口3bから搬出されてくる検査済みの被検査物Wa,Wbが移し渡される。
【0072】
選別部22(22a,22b)は、駆動回路23(23a,23b)と駆動モータ24(24a,24b)と選別アーム25(25a,25b)とで構成される。各駆動回路23a,23bは判定部15からの判定結果Ha,Hbに対応する駆動信号を受け、各駆動モータ24a,24bの回転方向及び回転量を設定する。
【0073】
各選別アーム25a,25bは、図8及び9に示すように、搬送ベルトの幅方向Yの略中間において、搬送方向Xに並列配置されて延在する。この状態が初期状態である。各選別アーム25a,25bの一端は駆動モータ24a,24bの回転軸に軸支されている。選別アーム25a,25bの他端は、駆動モータ24a,24bからの回転力により駆動モータ24a,24bの回転軸を中心にして、搬送速度により設定される所定のタイミングで選別アーム25を水平面上で揺動する。
【0074】
すなわち、判別部15から駆動回路23aへ駆動信号が出力されると、駆動モータ24aの回転軸が、図9中反時計回り方向に所定角度(例えば45度)回転駆動する。
【0075】
そして、選別アーム25aは駆動モータ24aの回転軸が軸支されている一端を軸にして、駆動モータ24aの回転により図9中反時計回り方向に所定角度回転する。そして、一定時間経過後、駆動回路23aは駆動モータ24aの回転軸を図9中時計回り方向に所定角度(例えば45度)回転駆動させる。これにより、選別アーム25aは駆動モータ24aの図9中時計回り方向への回転により初期状態に復帰する。
【0076】
同様に、判別部15から駆動回路23bへ駆動信号が出力されると、駆動モータ24bの回転軸が、図9中時計回り方向に所定角度(例えば45度)回転駆動する。
【0077】
そして、選別アーム25bは駆動モータ24bの回転軸が軸支されている一端を軸にして、駆動モータ24bの回転力により図9中時計回り方向に所定角度回転する。そして、一定時間経過後、駆動回路23bは駆動モータ24bの回転軸を図9中反時計回り方向に所定角度(例えば45度)回転駆動させる。これにより、選別アーム25bは駆動モータ24の図9中反時計回り方向への回転により初期状態に復帰する。
【0078】
本実施の形態の作用について説明する。同時検査された2個の被検査物Wa,Wbは、搬出口3bから搬出されて選別用搬送部21に移し渡されて搬送される。
【0079】
例えば、検査済み被検査物Wa,Wbがともに異物無しと判定された場合、判定部15から駆動回路23a,23bへは駆動信号は出力されず、選別アーム25a,25bは、搬送方向Xと平行な初期状態のままである。これにより、選別用搬送部21の搬送ベルト上における被検査物Wa,Wbの搬送路が確保され、被検査物Wa,Wbは選別用搬送部21で搬送され、後段にて良品として処理される。
【0080】
また、図8に示す奥側の被検査物Waのみが異物有りと判定された場合、判別部15は、駆動回路23aへのみ駆動信号を送出し、被検査物Waが選別アーム25aの側を通過するタイミングで選別アーム25aが回転させられる。これにより、選別アーム25aは被検査物Waに当接して選別用搬送部21の外側へ案内し、選別用搬送部21から除去する。その後、選別アーム25aは駆動モータ24aの図9中時計回り方向への回転により初期状態に復帰する。
【0081】
これにより、異物ありと判定された被検査物Waのみが除去されて不良品として処理される。一方、図8中手前側の異物無しと判定された被検査物Wbは選別用搬送部21で搬送され、後段にて良品として処理される。
【0082】
また、図8に示す奥側の被検査物Wbのみが異物有りと判定された場合、判別部15は、駆動回路23bへのみ駆動信号を送出し、被検査物Wbが選別アーム25bの側を通過するタイミングで選別アーム25bが回転させられる。これにより、選別アーム25bは被検査物Wbに当接して選別用搬送部21の外側へ案内し、選別用搬送部21から除去する。その後、選別アーム25bは駆動モータ24bの図9中反時計回り方向への回転により初期状態に復帰する。
【0083】
これにより、異物ありと判定された被検査物Wbのみが除去されて不良品として処理される。一方、図8中奥側の異物無しと判定された被検査物Waは選別用搬送部21で搬送され、後段にて良品として処理される。
【0084】
また、両被検査物Wa,Wbが異物有りと判定された場合、判別部15は、各駆動回路23a,23bへ駆動信号を送出し、被検査物Wa,Wbが選別アーム25a,25bの側を通過するタイミングで選別アーム25a,25bが回転させられる。これにより、選別アーム25a,25bは被検査物Wa,Wbに当接して選別用搬送部21の外側へ案内し、選別用搬送部21から除去する。その後、選別アーム25a,25bは駆動モータ24a,24bの回転により初期状態に復帰する。
【0085】
本例によれば、同時検査されて搬出されてくる2個の被検査物Wa,Wbを、その判定結果Ha,Hbに基づいて選別処理することが可能であり、良否選別の効率化を図ることができる。
【0086】
次に第4実施の形態について説明する。第1実施の形態と同一箇所には同一符号を付し、その説明を省略する。本実施の形態では、複数の被検査物Wa,Wbが順次搬送されてくる例であり、搬送個数が増減する例である。
【0087】
図10に示すように、本実施の形態では、複数の被検査物Wa,Wbの形状を認識する形状認識部18が設けられている。形状認識部18はX線発生器5と同様搬送部3の上部に備えられている。形状認識部18は、例えば搬送方向Xに直交する幅方向Yに配列されたCCDラインセンサであり、被検査物Wa,Wbの透過率とは無関係に被検査物Wa,Wbの形状をその上方から認識する。CCDラインセンサ18で検出された被検査物Wa,Wbの形状データPa,Pbはデータメモリ11に格納される。
【0088】
また、領域分割部19は、複数の被検査物Wa,Wbが曝射される都度、その被検査物Wa,Wbの透過データTa,Tbを含むn行m列の画像処理領域Aを、被検査物Wa,Wbごとの形状データPa,Pbの個数分の検査領域Aa,Abに分割する。
【0089】
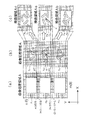
すなわち、図11に示すように、画像処理領域Aは、幅方向Yに隣接する形状データPa,Pb間の最短距離となる画素行数が略半分になる画素行で分割される。したがって、図11(a)に示すように、形状データPa,Pb間の幅方向Yの画素行数は8行であるので、4行づつに分割するため、図11(c)に示すように、その中間となるn/2番目の画素行と(n/2+1)番目の画素行との間で分断する。
【0090】
次に本実施の形態の作用について説明する。被検査物Wa,Wbが2個同時搬送されてくると、まずCCDラインセンサ18により各被検査物Wa,Wbの形状が認識される。この形状データPa,Pbは画像処理部12で二値化処理される。この形状データを画像展開したときの画像を図11(a)に示す。この形状データPa,Pbは、被検査物Wa,Wbとしてのソーセージを収納したパッケージを示している。
【0091】
更に被検査物Wa,Wbが搬送されると、今度はX線に曝射され、図11(b)に示す透過データTa,Tbを得る。透過データTa,Tbでは、被検査物Wa,Wb自体(ソーセージ)が検出される。なお、透過率の高いパッケージは検出されない。
【0092】
次に、形状データPa,Pbに基づいて画像処理領域Aを分割する。形状データPa,Pbの画素値により、領域分割部14では、搬送された被検査物Wa,Wbは2個であると判断し、図11(b)に示す透過データTa,Tbからなる画像処理領域Aを、形状データPa,Pbの座標位置から形状データPa,Pbが含まれるように幅方向Yのn/2番目の画素行と(n/2+1)番目の画素行との間で2分割する。図11(c)に示すように、装置本体1a前面に対して奥側の被検査物Wa(透過データTa)を含む検査領域が検査領域Aaである。一方、装置本体1a前面に対して手前の被検査物Wb(透過データTb)を含む検査領域が検査領域Abである。
【0093】
そして、分割された検査領域Aa,Abごとに判定部15により異物dの有無が判定される。その判定結果Ha,Hb及び透過画像Ta,Tbは第1実施の形態と同様、図5に示すように表示される。
【0094】
次に搬送されてくる被検査物Wa,Wb,Wcの個数が3個となった場合、CCDラインセンサ18はこの3つの被検査物Wa,Wb,Wcの形状を同時に認識し、形状データPa,Pb,Pcを出力する。形状データPa,Pb,Pcはデータメモリ11に格納される。この形状データPa,Pb,Pcは画像処理部12で二値化処理される。この形状データPa,Pb,Pcを画像展開したときの画像を図12(a)に示す。図11(a)同様、この形状データPa,Pb,Pcは、被検査物Wa,Wb,Wcとしてのソーセージを収納したパッケージを示している。
【0095】
更に被検査物Wa,Wb,Wcが搬送されると、今度はX線に曝射され、図12(b)に示す透過データTa,Tb,Tcを得る。透過データTa,Tb,Tcでは、被検査物Wa,Wb,Wc自体(ソーセージ)が検出される。なお、透過率の高いパッケージは検出されない。
【0096】
次に、形状データPa,Pb,Pcに基づいて画像処理領域Aを分割する。形状データPa,Pb,Pcの画素値により、領域分割部14では、搬送された被検査物Wは3個であると判断する。そして、図12(a)に示すように、隣接する形状データ(Pc,Pa)間,(Pa,Pb)間の幅方向Yの画素行数はそれぞれ4行であるので、2行づつとなるように、分割する。
【0097】
すなわち、形状データ(Pc,Pa)間では、幅方向Yのn/3番目の画素行と(n/3+1)番目の画素行との間で分割する。同様に、(Pa,Pb)間では、幅方向Yの2n/3番目の画素行と(2n/3+1)番目の画素行との間で分割する。
【0098】
これにより、図12(b)に示す透過データTa,Tb,Tcからなる画像処理領域Aを、図12(c)に示すように、形状データPa,Pb,Pcの座標位置から形状データPa,Pb,Pcが含まれるように幅方向Yに3分割される。図12(c)に示すように、装置本体1a前面に対して奥側から、被検査物Wc,Wa,Wbを含む検査領域が検査領域Ac,Aa,Abである。
【0099】
そして、分割された検査領域Ac,Aa,Abごとに判定部15により異物dの有無が判定される。
【0100】
分割された検査領域Aa,Ab,Acごとの透過データTa,Tb,Tcは、図13に示すように、搬送部3の幅方向Yに対応する上段から検査領域Ac,Aa,Abの透過画像Ta,Tb,Tcが透過画像表示部16に出力表示される。
【0101】
また、判定部15により分割された検査領域Aa,Ab,Acごとに異物判定され、図13に示すように、搬送部3の幅方向Yに対応する上段から検査領域Ac,Aa,Abの判定結果Hc,Ha,Hbが判定結果表示部17に出力表示される。
【0102】
これにより、同時検査される被検査物Wの個数が2個から3個に増加すると、その被検査物Wa,Wb,Wcから得られる形状データPを用いて検査領域も2個から3個に分割可能となる。
【0103】
また、本実施の形態では、順次搬送されてくる被検査物Wの個数が2個から3個に増加した場合について説明したが、3個から2個に減少する場合でも適用可能である。また増減個数は2個や3個に限定されることはなく、搬送部3の幅方向Yに載置可能であれば、4個以上でもよく、また途中で被検査物Wa,Wbが1個に減少してもよい。
【0104】
したがって、同時搬送する被検査物Wの個数を一定にする必要もなく、同時検査される複数の被検査物Wの個数が増減する都度、複数の被検査物Wから得られる形状データPを用いて画像処理領域Aの分割数が増減可能となり、複数同時検査の完全自動化及び検査効率の更なる向上を図ることが可能となる。
【0105】
また画像処理領域Aの分割数が増減されると、これに伴って、図5及び図13に示すように、透過画像表示部16及び判定結果表示部17における透過画像T及び判定結果Hも増減表示される。したがって、作業者も被検査物Wが増減したことを瞬時に視認できる。更に、増減した場合の被検査物Wとその透過画像T及び判定結果Hの対応関係も明確になり、同時検査された被検査物Wのいずれに異物が混入しているかの判断が容易となる。
【0106】
また、図14に示すように、本実施の形態においても、第2実施の形態と同様、判定結果表示部17を搬出口3b側の側面に設けても良い。
【0107】
したがって、2個の同時検査された検査済み被検査物Wa,Wbが搬出口3bから搬出されると、図7に示すように、その各判定結果Ha,Hbが各検査済み被検査物Wa,Wbの直上に表示される。また被検査物Wの個数が3個になった場合、図14に示すように、その各判定結果Ha,Hb,Hcが各検査済み被検査物Wa,Wb,Wcの直上に表示される。
【0108】
これにより、作業者は、被検査物Wが搬出される都度、本例の判定結果表示部17を視認することで、被検査物Wの個数の増減およびその判定結果Hを同時に視認でき、装置本体1aの前面まで移動して判定結果を視認する必要はなく、作業者の負担を軽減することができる。また、後段の選別作業においても、装置本体1aの前面まで移動して判定結果を視認する必要はなく、選別作業の効率化を図ることができる。
【0109】
なお、本実施の形態では、形状認識部18としてCCDラインセンサを用いたが、図15に示すように、反射型投受光ラインセンサを適用しても良い。反射型投受光ラインセンサは、幅方向Yに配列されたLED等の投光部18aと、同じく幅方向Yに配列されたPD,PRT等の受光部18bとで構成される。
【0110】
図15(a)に示すように、投光部18aは常時搬送部3に向けて投光しており、受光部18bは搬送部3から反射される一定の光強度の反射光を常時受光している。
【0111】
図15(b)に示すように、被検査物Wa,Wbが搬送されてくると、投光部18aからの光の一部が被検査物Wa,Wbに投光される。この部分の反射光の光強度は弱まって受光部18bに受光される。したがって、受光部18bに受光された光強度にて形状を認識し、この光強度が電気信号に変換されて形状データPとしてデータメモリ11に格納されることとなる。
【0112】
【発明の効果】
請求項1によれば、透過データを含む画像処理領域を分割して複数の被検査物の同時検査を可能として検査時間の短縮化及び検査効率の向上を図ることが可能となる。
【0113】
更に、同時検査された各被検査物とその異物判定結果の対応関係の明確化を図ることが可能となる。
【0114】
また請求項2によれば、同時検査された各被検査物とその画像処理された透過データの対応関係の明確化を図ることが可能となる。
【0115】
また請求項3によれば、搬出されてくる検査済み被検査物の各位置に対応して各被検査物及びその異物判定結果の同時視認化を図ることが可能となり、またこれにより、後段での選別作業の作業効率の向上を図ることが可能となる。
【0116】
更に請求項4によれば、同時検査される複数の検査済被検査物の選別作業の完全自動化を図ることが可能となる。
【0117】
また請求項5によれば、同時検査される複数の被検査物のパッケージの個数が増減する都度、複数のパッケージから得られる形状データを用いて画像処理領域の分割数を増減することにより、複数同時検査の完全自動化を図ることが可能となり、検査効率の更なる向上を図ることが可能となる。
【0118】
更に請求項6によれば、同時検査される複数のパッケージが増減する都度、その増減に伴って同時検査された各被検査物とその画像処理された透過データの対応関係の明確化を図ることが可能となる。
【0119】
また請求項7によれば、同時検査される複数のパッケージが増減する都度、その増減に伴って同時検査された各被検査物とその異物判定結果の対応関係の明確化を図ることが可能となる。
【0120】
更に請求項8によれば、同時検査される複数のパッケージが増減する都度、搬出されてくる検査済み被検査物の各位置に対応して各被検査物の異物判定結果の同時視認化を図ることが可能となり、これにより、後段での選別作業の作業効率の向上を図ることが可能となる。
【図面の簡単な説明】
【図1】 本発明によるX線異物検出装置の第1実施の形態の外観を示す斜視図。
【図2】 本発明によるX線異物検出装置の第1実施の形態の電気的構成を示すブロック図。
【図3】 本発明によるX線異物検出装置の第1実施の形態において画像処理部及び領域分割部の処理内容を示す図。
【図4】 本発明によるX線異物検出装置の第1実施の形態の領域設定部を示す図。
【図5】 本発明によるX線異物検出装置の第1実施の形態の透過画像表示部及び判定結果表示部を示す図。
【図6】 本発明によるX線異物検出装置の第2実施の形態の外観を示す斜視図。
【図7】 本発明によるX線異物検出装置の第2実施の形態における装置本体の側面図。
【図8】 本発明によるX線異物検出装置の第3実施の形態の電気的構成を示すブロック図。
【図9】 本発明によるX線異物検出装置の第3実施の形態の搬送ラインの平面図。
【図10】 本発明によるX線異物検出装置の第4実施の形態の電気的構成を示すブロック図。
【図11】 本発明によるX線異物検出装置の第4実施の形態において、被検査物が2個の場合の透過画像表示部及び判定結果表示部を示す図。
【図12】 本発明によるX線異物検出装置の第4実施の形態において、被検査物が3個の場合の透過画像表示部及び判定結果表示部を示す図。
【図13】 本発明によるX線異物検出装置の第4実施の形態の透過画像表示部及び判定結果表示部を示す図。
【図14】 本発明によるX線異物検出装置の第4実施の形態における装置本体の側面図。
【図15】 本発明によるX線異物検出装置の第4実施の形態において形状認識部として反射型投受光ラインセンサを適用した場合の側面図。
【図16】 従来のX線異物検出装置の構成を示す斜視図。
【符号の説明】
1…X線異物検出装置
3b…搬出口
4…異物検出部
5…X線発生器
6…X線検出器
7…操作表示器
10…処理部
11…データメモリ
12…画像処理部
14,19…領域分割部
15…判定部
16…透過画像表示部
17…判定結果表示部
18…形状認識部
20…選別手段
W(Wa,Wb,Wc)…被検査物
A…画像処理領域
Aa,Ab,Ac…検査領域
T(Ta,Tb,Tc)…透過データ
P(Pa,Pb,Pc)…形状データ[0001]
BACKGROUND OF THE INVENTION
The present invention, for example, X-ray foreign matter for detecting foreign matter in the inspection object from the amount of X-ray transmission when X-rays are irradiated to the inspection object of various varieties such as raw meat, fish, processed food, and medicine The present invention relates to a detection apparatus, and more particularly to an X-ray foreign object detection apparatus that simultaneously inspects a plurality of inspection objects.
[0002]
[Prior art]
The X-ray foreign object detection device irradiates X-rays on various types of inspection objects (raw meat, fish, processed foods, medicines, etc.) that are sequentially transported on the transport line, and the amount of transmitted X-rays. This is a device that detects whether or not a foreign object such as metal, glass, stone, or bone is mixed in the inspection object.
[0003]
FIG. 16 is a perspective view showing a conventional X-ray foreign object detection apparatus of this type. As shown in the drawing, an
[0004]
However, in a normal inspection, the inspection objects are conveyed one by one and exposed to X-rays, and the result is displayed on a display unit (not shown). Therefore, when inspecting a large amount of inspection objects, the inspection time takes a long time.
[0005]
As a result, the subsequent pass / fail sorting also processes the inspected objects one by one, and the sorting time takes a long time as well as the testing time.
[0006]
If inspection time and sorting time take a long time, the operator must monitor the apparatus for a long time because of handling X-rays, and excessive labor is required.
[0007]
Further, in order to increase the efficiency, when a plurality of inspection objects are arranged in the width direction orthogonal to the transport direction and X-ray inspection is performed at the same time, a transmission image obtained thereby is displayed in one frame, and this one frame is inspected. An area is inspected for the presence of foreign matter.
[0008]
As a result, when it is determined that there is a foreign object in one inspection object and it is determined that there is no foreign object in the other inspection object, it is determined that the foreign object is mixed in the entire inspection area. An object to be inspected that has not been performed is erroneously determined to have foreign matter.
[0009]
Therefore, it is treated as a defective product in the subsequent quality screening, and the simultaneous inspection of a plurality of objects to be inspected has a problem in the accuracy of foreign object inspection.
[0010]
[Problems to be solved by the invention]
Therefore, the present invention has been made in view of the above-described problems, and an object of the present invention is to divide an image processing area in which transmission image data is subjected to image processing and simultaneously inspect a plurality of inspection objects. In order to shorten the inspection time and improve the inspection efficiency.
[0011]
Another object is to clarify the correspondence between each object inspected at the same time and the transmission data subjected to image processing.
[0012]
Still another object is to clarify the correspondence between each inspected object that has been inspected at the same time and the foreign substance determination result.
[0013]
Another object is to simultaneously visualize each inspection object and its foreign substance determination result corresponding to each position of the inspection object to be carried out. This is to improve the work efficiency.
[0014]
Yet another object is to fully automate the sorting operation of a plurality of inspected objects to be inspected simultaneously.
[0015]
Another object is to perform multiple simultaneous inspections by increasing / decreasing the number of image processing area divisions using shape data obtained from multiple inspection objects each time the number of multiple inspection objects increases or decreases. The aim is to fully automate the inspection and to further improve the inspection efficiency.
[0016]
Yet another object is to clarify the correspondence between each inspected object and the image-processed transmission data that are simultaneously inspected as the number of inspected objects that are simultaneously inspected increases or decreases. It is in.
[0017]
Another object is to clarify the correspondence between each inspected object simultaneously inspected and its foreign object determination result every time a plurality of inspected objects to be simultaneously inspected increase or decrease.
[0018]
Yet another object is to simultaneously visualize the foreign object determination results of the inspected objects corresponding to the positions of the inspected inspected objects that are carried out whenever the number of inspected objects to be simultaneously inspected increases or decreases. In particular, this is to improve the work efficiency of the sorting operation in the subsequent stage.
[0019]
[Means for Solving the Problems]
In order to achieve the above object, an X-ray foreign
An X-ray generator (5) that emits X-rays to each inspection object;
An X-ray detector (6) for outputting transmission data (Ta, Tb) corresponding to the intensity of X-rays transmitted through each of the inspection objects;
An image processing unit (12) that performs image processing on the transparent data;
An area dividing unit (14) that divides the image processing area (A) in which the transmission data is subjected to image processing into preset inspection areas (Aa, Ab) each including the transmission data;
A determination unit (15) for determining the presence or absence of the foreign matter for each inspection object based on transmission data in each of the divided inspection areas;
The determination result (Pa, Pb) of each inspection object by the determination unit is associated with the parallel state of the plurality of inspection objects for each inspection region. The back side of the transport section on the conveyor is the upper side of the display section, and the front side of the transport section is the lower side of the display section. A determination result display unit (17) for parallel display;
It is provided with.
[0020]
In the X-ray foreign matter detection apparatus according to the first aspect, X-rays are exposed to the plurality of inspection objects Wa and Wb. The transmission data Ta and Tb based on the transmission amount of the X-rays transmitted through the inspection objects Wa and Wb are developed, and the image processing area A is divided into inspection areas Aa and Ab for the inspection objects Wa and Wb. . And the presence or absence of the foreign material d is determined for each of the divided inspection areas Aa and Ab.
[0021]
Therefore, the presence / absence of the foreign matter d can be simultaneously determined for the plurality of inspection objects Wa and Wb, so that the inspection efficiency can be improved by shortening the inspection time.
[0022]
further, On the determination
[0023]
The X-ray foreign object detection device according to
[0024]
In the X-ray foreign matter detection apparatus according to
[0025]
The determination
[0026]
[0027]
Further claims 4 The X-ray foreign matter detection device according to
[0028]
[0029]
Moreover, the X-ray foreign material detection apparatus according to
An X-ray generator (5) that emits X-rays to each inspection object;
An X-ray detector (6) for outputting transmission data (Ta, Tb) corresponding to the intensity of X-rays transmitted through each of the inspection objects;
An image processing unit (12) that performs image processing on the transparent data;
Each inspection object A plurality of each package in which is stored A shape recognition unit (18) for recognizing the shape and outputting shape data (Pa, Pb);
Each time the plurality of inspection objects are exposed, an image processing area (A) in which the transmission data is subjected to image processing, Coordinate positions in the width direction adjacent to each package based on the shape data Based on the shape data respectively including the transmission data In the width direction An area dividing unit (19) that divides the number of inspection areas (Aa, Ab);
A determination unit (15) for determining the presence or absence of the foreign matter for each inspection object based on the transmission data in each of the divided inspection areas;
It is provided with.
[0030]
In the X-ray foreign matter detection device according to
[0031]
This allows multiple inspections to be performed simultaneously each Inspected object Multiple packages that contain Each time the number of Each package The number of divisions of the image processing area A can be increased or decreased using the shape data obtained from the above, and the simultaneous automation of a plurality of simultaneous inspections is intended to further improve the inspection efficiency.
[0032]
Furthermore, the X-ray foreign object detection device according to claim 6 is the X-ray foreign object detection device according to
[0033]
In the X-ray foreign matter detection device according to claim 6, a plurality of inspection objects Each of the plurality of packages The transmission image display unit determines which of the plurality of inspected objects Wa and Wb the image-processed transmission data Ta and Tb displayed on the transmission
[0034]
Further, the X-ray foreign matter detection device according to
[0035]
[0036]
Further claims 8 The X-ray foreign matter detection device according to
The determination
[0037]
[0038]
DETAILED DESCRIPTION OF THE INVENTION
FIG. 1 is a perspective view showing an appearance of the X-ray foreign
[0039]
The X-ray foreign
[0040]
The
[0041]
In the present embodiment, a plurality of inspection objects Wa and Wb are conveyed in parallel in the width direction Y perpendicular to the conveyance direction X (two in FIG. 2). In addition, the inspection objects Wa and Wb are housed or packaged in a package such as a bag, box, or paper having a high transmittance.
[0042]
The foreign
[0043]
The
[0044]
The X-ray detector 6 detects X-rays that pass through the inspection objects Wa and Wb when the X-rays are exposed to the inspection objects Wa and Wb, and transmits the detected X-rays. An electrical signal corresponding to the amount is output.
[0045]
The X-ray detector 6 uses an array line sensor including a plurality of photodiodes arranged in a line and a scintillator provided on the photodiode.
[0046]
In the X-ray detector 6 having such a configuration, when X-rays are irradiated from the
[0047]
The X-ray detector 6 outputs an electric signal having a level corresponding to the intensity of the received X-ray to the
[0048]
FIG. 2 is a block diagram showing an electrical configuration of the apparatus.
The
[0049]
In the
[0050]
The
[0051]
The transmission data Ta and Tb when this image is developed are shown in FIG. As shown in FIG. 3A, sausages as inspection objects Wa and Wb are developed on an image processing area A having n × m number of pixels. For example, a foreign substance d such as metal, glass, stone, or bone in the inspection objects Wa and Wb has a small amount of X-ray transmission (transmission data Ta and Tb are low). Therefore, the pixel value is higher than the sausage pixel value. On the other hand, the sausages themselves, which are the inspection objects Wa and Wb, have a relatively large amount of X-ray transmission (the transmission data Ta and Tb are high), and therefore the pixel values thereof are low. Further, since the packages Pa and Pb of the inspection objects Wa and Wb have a larger amount of X-ray transmission than the sausage, the pixel values thereof are lower than those of the sausage.
[0052]
The
[0053]
The
[0054]
The inspection area Aa includes an inspection object Wa and a package Pa that accommodates the inspection object Wa. The number of pixels is n · m / 2. Similarly, the inspection area Ab also includes an inspection object Wb and a package Pb for storing the inspection object Wb, and the number of pixels is n · m / 2.
[0055]
The
[0056]
The
[0057]
The
[0058]
The
[0059]
The determination
[0060]
The
[0061]
Next, the operation of this embodiment will be described. First, the number (for example, two) of the inspected objects Wa and Wb to be simultaneously conveyed is determined. When the simultaneous conveyance number is determined, the
[0062]
When the inspection objects Wa and Wb are carried in from the carry-in
[0063]
The transmission data Ta and Tb are developed by the
[0064]
Foreign matter is determined for each of the inspection areas Aa and Ab divided by the
[0065]
As a result, foreign object inspection can be performed when a plurality of constant objects to be inspected Wa and Wb are simultaneously conveyed, work time can be shortened, and work efficiency can be improved. Therefore, a large amount of the inspection object W can be inspected even with one X-ray foreign
[0066]
In addition, the display positions of the transmission data Ta and Tb and the determination results Ha and Hb subjected to image processing of the inspected objects Wa and Wb simultaneously inspected correspond to the positions of the inspected objects Wa and Wb on the transport belt. ing. Therefore, when taking out the inspection object Wa in which foreign matters are mixed, it is possible to prevent a mistake in taking out the inspection object Wb in which foreign matters are not mixed.
[0067]
In this embodiment, the two inspected objects Wa and Wb are always sequentially transported. However, as long as the number is constant, the number is not limited to two, and three or more are transported in parallel. And it is good also as carrying out simultaneous inspection.
[0068]
Next, a second embodiment will be described. The same parts as those in the first embodiment are denoted by the same reference numerals, and the description thereof is omitted. The present embodiment is an example in which the determination
[0069]
Accordingly, when the inspected objects Wa and Wb that have been inspected at the same time are carried out from the carry-out
[0070]
Next, a third embodiment will be described. The same parts as those in the first embodiment are denoted by the same reference numerals, and the description thereof is omitted. This embodiment is an example in the case where two objects to be inspected Wa and Wb are simultaneously conveyed. As shown in FIGS. 8 and 9, the X-ray foreign
[0071]
The
[0072]
The selection unit 22 (22a, 22b) includes a drive circuit 23 (23a, 23b), a drive motor 24 (24a, 24b), and a selection arm 25 (25a, 25b). Each
[0073]
As shown in FIGS. 8 and 9, the sorting
[0074]
That is, when a drive signal is output from the
[0075]
The
[0076]
Similarly, when a drive signal is output from the
[0077]
The sorting
[0078]
The operation of the present embodiment will be described. The two inspected objects Wa and Wb that have been inspected at the same time are carried out from the carry-out
[0079]
For example, when it is determined that both the inspected objects Wa and Wb are free of foreign matter, no drive signal is output from the
[0080]
Further, when it is determined that only the inspected object Wa on the back side shown in FIG. 8 has a foreign object, the
[0081]
As a result, only the inspection object Wa determined as having a foreign object is removed and processed as a defective product. On the other hand, the inspection object Wb determined as having no foreign matter on the front side in FIG. 8 is conveyed by the sorting
[0082]
When it is determined that only the inspected object Wb on the back side shown in FIG. 8 has foreign matter, the
[0083]
Thereby, only the inspection object Wb determined to have foreign matters is removed and processed as a defective product. On the other hand, the inspection object Wa determined to have no foreign matter on the back side in FIG. 8 is transported by the sorting
[0084]
Further, when it is determined that both the inspected objects Wa and Wb have foreign matter, the
[0085]
According to this example, the two inspection objects Wa and Wb that are simultaneously inspected and carried out can be selected based on the determination results Ha and Hb, and the efficiency of the quality determination can be improved. be able to.
[0086]
Next, a fourth embodiment will be described. The same parts as those in the first embodiment are denoted by the same reference numerals, and the description thereof is omitted. In the present embodiment, a plurality of objects to be inspected Wa and Wb are sequentially conveyed, and the number of conveyance is increased or decreased.
[0087]
As shown in FIG. 10, in the present embodiment, a
[0088]
Further, each time a plurality of objects to be inspected Wa and Wb are exposed, the
[0089]
That is, as shown in FIG. 11, the image processing area A is divided into pixel rows in which the number of pixel rows that is the shortest distance between the shape data Pa and Pb adjacent in the width direction Y is approximately half. Therefore, as shown in FIG. 11 (a), the number of pixel rows in the width direction Y between the shape data Pa and Pb is 8, so that the data is divided into four rows, as shown in FIG. 11 (c). The n / 2th pixel row and the (n / 2 + 1) th pixel row in the middle are divided.
[0090]
Next, the operation of this embodiment will be described. When two inspection objects Wa and Wb are simultaneously conveyed, first, the
[0091]
When the inspection objects Wa and Wb are further conveyed, they are then exposed to X-rays, and transmission data Ta and Tb shown in FIG. 11B are obtained. In the transmission data Ta and Tb, the inspection objects Wa and Wb themselves (sausage) are detected. A package with high transmittance is not detected.
[0092]
Next, the image processing area A is divided based on the shape data Pa and Pb. Based on the pixel values of the shape data Pa and Pb, the
[0093]
Then, the presence or absence of the foreign matter d is determined by the
[0094]
When the number of inspection objects Wa, Wb, Wc to be conveyed next becomes three, the
[0095]
When the inspection objects Wa, Wb, Wc are further conveyed, they are then exposed to X-rays to obtain transmission data Ta, Tb, Tc shown in FIG. In the transmission data Ta, Tb, and Tc, the inspection objects Wa, Wb, and Wc themselves (sausages) are detected. A package with high transmittance is not detected.
[0096]
Next, the image processing area A is divided based on the shape data Pa, Pb, and Pc. Based on the pixel values of the shape data Pa, Pb, and Pc, the
[0097]
That is, the shape data (Pc, Pa) is divided between the n / 3th pixel row in the width direction Y and the (n / 3 + 1) th pixel row. Similarly, (Pa, Pb) is divided between the 2n / 3th pixel row in the width direction Y and the (2n / 3 + 1) th pixel row.
[0098]
As a result, the image processing area A composed of the transmission data Ta, Tb, Tc shown in FIG. 12B is changed from the coordinate position of the shape data Pa, Pb, Pc to the shape data Pa, P, as shown in FIG. It is divided into three in the width direction Y so that Pb and Pc are included. As shown in FIG. 12C, the inspection areas including the inspected objects Wc, Wa, Wb are the inspection areas Ac, Aa, Ab from the back side with respect to the front surface of the apparatus
[0099]
And the presence or absence of the foreign material d is determined by the
[0100]
The transmission data Ta, Tb, Tc for each of the divided inspection areas Aa, Ab, Ac are transmitted through the inspection areas Ac, Aa, Ab from the upper stage corresponding to the width direction Y of the
[0101]
Further, foreign matter is determined for each of the inspection areas Aa, Ab, and Ac divided by the
[0102]
As a result, when the number of the inspected objects W to be simultaneously inspected is increased from two to three, the inspection area is also changed from two to three by using the shape data P obtained from the inspected objects Wa, Wb, Wc. Can be divided.
[0103]
In the present embodiment, the case where the number of the inspected objects W sequentially conveyed increases from two to three has been described, but the present invention can also be applied to a case where the number decreases from three to two. Further, the number of increase / decrease is not limited to two or three, and may be four or more as long as it can be placed in the width direction Y of the
[0104]
Therefore, the shape data P obtained from the plurality of inspection objects W is used every time the number of the plurality of inspection objects W to be simultaneously inspected increases or decreases without the need to make the number of the inspection objects W to be simultaneously conveyed constant. As a result, the number of divisions of the image processing area A can be increased or decreased, so that it is possible to fully automate a plurality of simultaneous inspections and further improve the inspection efficiency.
[0105]
Further, when the number of divisions of the image processing area A is increased or decreased, the transmission image T and the determination result H in the transmission
[0106]
As shown in FIG. 14, also in the present embodiment, the determination
[0107]
Therefore, when the two inspected inspected objects Wa and Wb that have been inspected at the same time are carried out from the carry-out
[0108]
Thereby, the operator can visually recognize the increase / decrease in the number of the inspection objects W and the determination result H at the same time by visually checking the determination
[0109]
In the present embodiment, a CCD line sensor is used as the
[0110]
As shown in FIG. 15A, the
[0111]
As shown in FIG. 15B, when the inspection objects Wa and Wb are conveyed, a part of the light from the
[0112]
【The invention's effect】
According to the first aspect, it is possible to divide the image processing area including the transmission data and simultaneously inspect a plurality of inspection objects, thereby shortening the inspection time and improving the inspection efficiency.
[0113]
Further In addition, It becomes possible to clarify the correspondence between each object to be inspected at the same time and the foreign substance determination result.
[0114]
Further, according to the second aspect, it is possible to clarify the correspondence between each object to be inspected at the same time and the transmission data subjected to the image processing.
[0115]
And claims 3 According to the present invention, it is possible to simultaneously visualize each inspection object and its foreign substance determination result corresponding to each position of the inspection object to be carried out. It becomes possible to improve work efficiency.
[0116]
Further claims 4 Accordingly, it is possible to achieve full automation of the sorting operation of a plurality of inspected objects to be inspected simultaneously.
[0117]
According to
[0118]
Furthermore, according to claim 6, a plurality of simultaneously inspected package Each time the value increases or decreases, it becomes possible to clarify the correspondence between each inspected object simultaneously inspected and the transmission data subjected to image processing.
[0119]
According to
[0120]
Furthermore, according to
[Brief description of the drawings]
FIG. 1 is a perspective view showing an external appearance of a first embodiment of an X-ray foreign object detection device according to the present invention.
FIG. 2 is a block diagram showing an electrical configuration of the first embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 3 is a diagram showing processing contents of an image processing unit and an area dividing unit in the first embodiment of the X-ray foreign object detection device according to the present invention;
FIG. 4 is a diagram showing an area setting unit of the first embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 5 is a diagram showing a transmission image display unit and a determination result display unit of the first embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 6 is a perspective view showing an appearance of a second embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 7 is a side view of an apparatus main body in a second embodiment of the X-ray foreign matter detection apparatus according to the present invention.
FIG. 8 is a block diagram showing an electrical configuration of a third embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 9 is a plan view of a conveyance line of a third embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 10 is a block diagram showing an electrical configuration of a fourth embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 11 is a diagram showing a transmission image display unit and a determination result display unit when there are two objects to be inspected in the fourth embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 12 is a diagram showing a transmission image display unit and a determination result display unit when there are three objects to be inspected in the fourth embodiment of the X-ray foreign object detection device according to the present invention;
FIG. 13 is a diagram showing a transmission image display unit and a determination result display unit of the fourth embodiment of the X-ray foreign object detection device according to the present invention.
FIG. 14 is a side view of an apparatus main body in a fourth embodiment of an X-ray foreign matter detection apparatus according to the present invention.
FIG. 15 is a side view when a reflection type light projecting / receiving line sensor is applied as a shape recognition unit in the fourth embodiment of the X-ray foreign object detection device according to the present invention;
FIG. 16 is a perspective view showing a configuration of a conventional X-ray foreign object detection device.
[Explanation of symbols]
1 ... X-ray foreign matter detection device
3b ... Exit
4 ... Foreign matter detector
5 ... X-ray generator
6 ... X-ray detector
7 ... Operation indicator
10 ... Processing unit
11. Data memory
12. Image processing unit
14, 19 ... area dividing unit
15: Determination unit
16 ... Transparent image display section
17 ... judgment result display section
18 ... Shape recognition unit
20 ... sorting means
W (Wa, Wb, Wc) ... Inspection object
A ... Image processing area
Aa, Ab, Ac ... Inspection area
T (Ta, Tb, Tc) ... Transmission data
P (Pa, Pb, Pc) ... shape data
Claims (8)
前記各被検査物に対してX線を曝射するX線発生器(5)と、
前記各被検査物を透過したX線の強さに対応した透過データ(Ta,Tb)を出力するX線検出器(6)と、
前記透過データを画像処理する画像処理部(12)と、
前記透過データが画像処理された画像処理領域(A)を、前記透過データをそれぞれ含む予め設定された検査領域(Aa,Ab)ごとに分割する領域分割部(14)と、
前記分割された各検査領域内の透過データに基づいて、前記被検査物ごとに前記異物の有無を判定する判定部(15)と、
前記判定部による前記各被検査物の判定結果(Pa,Pb)を、前記複数の被検査物の並列状態に対応させて前記各検査領域ごとに前記コンベア上の搬送部奥側を表示部上側にし、該搬送部手前側を表示部下側にして並列表示する判定結果表示部(17)と、
を備えたことを特徴とするX線異物検出装置。X-rays are exposed to a plurality of inspection objects (Wa, Wb) conveyed in parallel in a width direction orthogonal to the conveying direction of the conveyor on a horizontally arranged conveyor. An X-ray foreign matter detection device that detects the presence or absence of foreign matter (d) in each inspection object from the amount of X-ray transmitted through each inspection object as a result of exposure to
An X-ray generator (5) that emits X-rays to each inspection object;
An X-ray detector (6) for outputting transmission data (Ta, Tb) corresponding to the intensity of X-rays transmitted through each of the inspection objects;
An image processing unit (12) that performs image processing on the transparent data;
An area dividing unit (14) that divides the image processing area (A) in which the transmission data is subjected to image processing into preset inspection areas (Aa, Ab) each including the transmission data;
A determination unit (15) for determining the presence or absence of the foreign matter for each inspection object based on transmission data in each of the divided inspection areas;
The determination result (Pa, Pb) of each inspection object by the determination unit corresponds to the parallel state of the plurality of inspection objects, and the conveyance unit back side on the conveyor is displayed on the display unit upper side for each inspection region. A determination result display unit (17) for displaying in parallel with the front side of the transport unit being the lower side of the display unit,
An X-ray foreign matter detection apparatus comprising:
前記判定結果表示部を前記搬出口側に設け、該搬出口から搬出されてくる前記各被検査物の位置に対応して前記判定結果を表示するようにしたことを特徴とする請求項1記載のX線異物検出装置。It has a carry-out port (3b) through which each of the inspected objects determined whether or not the foreign matter is present,
2. The determination result display unit is provided on the carry-out port side, and the determination result is displayed corresponding to the position of each inspection object carried out from the carry-out port. X-ray foreign matter detection device.
前記各被検査物に対してX線を曝射するX線発生器(5)と、
前記各被検査物を透過したX線の強さに対応した透過データ(Ta,Tb)を出力するX線検出器(6)と、
前記透過データを画像処理する画像処理部(12)と、
前記各被検査物が収納された複数の前記各パッケージの形状を認識して形状データ(Pa,Pb)を出力する形状認識部(18)と、
前記複数の被検査物が曝射される都度、前記透過データが画像処理された画像処理領域(A)を、前記形状データによる前記各パッケージごとの隣接する幅方向の座標位置に基づいて、前記透過データをそれぞれ含む前記形状データの前記幅方向の個数分の検査領域(Aa,Ab)に分割する領域分割部(19)と、
分割された前記各検査領域内の透過データに基づいて、前記被検査物ごとに前記異物の有無を判定する判定部(15)と、
を備えたことを特徴とするX線異物検出装置。X-rays are exposed to inspected objects (Wa, Wb) housed in a plurality of packages conveyed in parallel in a width direction orthogonal to the conveying direction of the conveyor on a horizontally arranged conveyor. An X-ray foreign matter detection device that detects the presence or absence of foreign matter (d) in each inspection object from the amount of X-ray transmission that passes through each inspection object as the X-ray is exposed There,
An X-ray generator (5) that emits X-rays to each inspection object;
An X-ray detector (6) for outputting transmission data (Ta, Tb) corresponding to the intensity of X-rays transmitted through each of the inspection objects;
An image processing unit (12) that performs image processing on the transparent data;
A shape recognition unit (18) for recognizing the shape of each of the plurality of packages in which the objects to be inspected are stored and outputting shape data (Pa, Pb);
Each time the plurality of objects to be inspected are exposed, the image processing area (A) in which the transmission data is image-processed is based on the adjacent coordinate position in the width direction for each package based on the shape data. An area dividing unit (19) that divides the shape data including transmission data into inspection areas (Aa, Ab) corresponding to the number in the width direction ;
A determination unit (15) for determining the presence or absence of the foreign matter for each inspection object based on the transmission data in each of the divided inspection areas;
An X-ray foreign matter detection apparatus comprising:
前記判定結果表示部を前記搬出口側に設け、該搬出口から搬出されてくる前記各被検査物の位置に対応して前記判定結果を表示するようにしたことを特徴とする請求項7記載のX線異物検出装置。It has a carry-out port (3b) through which each of the inspected objects determined whether or not the foreign matter is present,
The said determination result display part is provided in the said carrying-out exit side, The said determination result is displayed corresponding to the position of each said to-be-examined object carried out from this carrying-out port, The said determination result is characterized by the above-mentioned. X-ray foreign matter detection device.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001334996A JP3828781B2 (en) | 2001-10-31 | 2001-10-31 | X-ray foreign object detection device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001334996A JP3828781B2 (en) | 2001-10-31 | 2001-10-31 | X-ray foreign object detection device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003139723A JP2003139723A (en) | 2003-05-14 |
| JP3828781B2 true JP3828781B2 (en) | 2006-10-04 |
Family
ID=19150041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001334996A Expired - Lifetime JP3828781B2 (en) | 2001-10-31 | 2001-10-31 | X-ray foreign object detection device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3828781B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009294092A (en) * | 2008-06-05 | 2009-12-17 | Anritsu Sanki System Co Ltd | X-ray foreign matter detecting system |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3943099B2 (en) * | 2003-06-09 | 2007-07-11 | アンリツ産機システム株式会社 | X-ray inspection equipment |
| JP2005003480A (en) * | 2003-06-11 | 2005-01-06 | Ishida Co Ltd | X-ray examination apparatus |
| JP3955559B2 (en) * | 2003-09-30 | 2007-08-08 | アンリツ産機システム株式会社 | X-ray inspection equipment |
| JP3943072B2 (en) * | 2003-10-27 | 2007-07-11 | アンリツ産機システム株式会社 | X-ray inspection equipment |
| JP4661053B2 (en) * | 2004-01-23 | 2011-03-30 | 株式会社島津製作所 | Foreign matter inspection device |
| JP2006201131A (en) * | 2005-01-24 | 2006-08-03 | Anritsu Sanki System Co Ltd | X-ray contamination detector |
| JP4230473B2 (en) * | 2005-04-26 | 2009-02-25 | アンリツ産機システム株式会社 | X-ray foreign object detection device |
| JP4170366B2 (en) * | 2007-03-16 | 2008-10-22 | アンリツ産機システム株式会社 | X-ray inspection equipment |
| JP5860347B2 (en) * | 2012-06-06 | 2016-02-16 | アンリツインフィビス株式会社 | X-ray inspection equipment |
| EP2711701B1 (en) * | 2012-09-21 | 2018-06-13 | Wipotec Wiege- und Positioniersysteme GmbH | Method for transillumination of products |
| JP6930926B2 (en) * | 2016-01-29 | 2021-09-01 | 富士フイルム株式会社 | Defect inspection equipment, methods and programs |
| JP2017215163A (en) * | 2016-05-30 | 2017-12-07 | 株式会社 システムスクエア | X-ray inspection device |
| JP6568634B1 (en) * | 2018-10-26 | 2019-08-28 | 日本信号株式会社 | Inspection system |
| JP7406220B2 (en) * | 2019-03-15 | 2023-12-27 | 株式会社イシダ | X-ray inspection equipment |
| KR102288818B1 (en) * | 2020-08-25 | 2021-08-12 | 주식회사 쎄크 | X-ray inspection apparatus and x-ray inspection system |
-
2001
- 2001-10-31 JP JP2001334996A patent/JP3828781B2/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009294092A (en) * | 2008-06-05 | 2009-12-17 | Anritsu Sanki System Co Ltd | X-ray foreign matter detecting system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003139723A (en) | 2003-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3828781B2 (en) | X-ray foreign object detection device | |
| CN111630519B (en) | Inspection apparatus | |
| KR102387529B1 (en) | inspection device | |
| JP6126230B2 (en) | Inspection device | |
| JP3875842B2 (en) | X-ray foreign object detection apparatus and defective product detection method in the apparatus | |
| JP2012242289A (en) | X-ray inspection device | |
| JP4585915B2 (en) | X-ray inspection equipment | |
| JP5243008B2 (en) | X-ray foreign object detection device | |
| JP3860154B2 (en) | X-ray inspection equipment | |
| JP3943072B2 (en) | X-ray inspection equipment | |
| JP3618701B2 (en) | X-ray foreign object detection device | |
| JP3756751B2 (en) | X-ray foreign object detection device | |
| JP3737950B2 (en) | X-ray foreign object detection apparatus and defective product detection method in the apparatus | |
| JP2005031069A (en) | X-ray inspection apparatus | |
| JP4170366B2 (en) | X-ray inspection equipment | |
| JP3860144B2 (en) | X-ray inspection equipment | |
| JP2006071514A (en) | X-ray inspection device | |
| JP2009080030A (en) | X-ray inspection device | |
| JP3955559B2 (en) | X-ray inspection equipment | |
| JP4081054B2 (en) | X-ray inspection equipment | |
| JP5336758B2 (en) | X-ray inspection equipment | |
| JP6861990B2 (en) | X-ray inspection equipment | |
| JP4020711B2 (en) | X-ray foreign object detection device and X-ray foreign object detection method | |
| WO2017159856A1 (en) | X-ray inspection apparatus | |
| WO2017159855A1 (en) | X-ray inspection device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060328 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060707 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3828781 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090714 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100714 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110714 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110714 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120714 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120714 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130714 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |