JP3917129B2 - X-ray inspection equipment - Google Patents
X-ray inspection equipment Download PDFInfo
- Publication number
- JP3917129B2 JP3917129B2 JP2003422976A JP2003422976A JP3917129B2 JP 3917129 B2 JP3917129 B2 JP 3917129B2 JP 2003422976 A JP2003422976 A JP 2003422976A JP 2003422976 A JP2003422976 A JP 2003422976A JP 3917129 B2 JP3917129 B2 JP 3917129B2
- Authority
- JP
- Japan
- Prior art keywords
- zipper
- inspection
- ray
- area
- ray transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Image Processing (AREA)
- Image Analysis (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
Description
本発明は、X線を曝射したときのX線透過量から被検査物中の異物混入の有無、シール不良の有無、欠品の有無などを検査するX線検査装置に関し、特に、内容物を収容する収容体にジッパを備えた被検査物においてジッパの有無や噛合せ不良を検査する機能を備えたX線検査装置に関するものである。 The present invention relates to an X-ray inspection apparatus for inspecting the presence or absence of foreign matter in a test object, the presence or absence of a seal failure, the presence or absence of a missing part, etc. from the amount of X-ray transmission when X-rays are exposed, and in particular, the contents The present invention relates to an X-ray inspection apparatus having a function of inspecting presence / absence of a zipper and a meshing defect in an inspection object provided with a zipper in a container for housing the container.
製品ラインで搬送される被検査物中の異物の混入の有無を検査する装置として、X線を用いたX線検査装置が知られている。X線検査装置は、搬送ライン上を順次搬送されてくる各品種の被検査物(例えば、生肉、魚、加工食品、医薬など)にX線を曝射し、この曝射したX線の透過量から被検査物中に金属、ガラス、石、骨などの異物が混入しているか否かを検査している。 An X-ray inspection apparatus using X-rays is known as an apparatus for inspecting the presence or absence of foreign matter in an inspection object conveyed on a product line. The X-ray inspection apparatus exposes X-rays to each type of inspection object (for example, raw meat, fish, processed food, medicine, etc.) that are sequentially transported on the transport line, and transmits the exposed X-rays. Based on the quantity, it is inspected whether foreign matter such as metal, glass, stone, bone, etc. is mixed in the object to be inspected.
また、この種のX線検査装置では、例えば特許文献1(特開2003−65976号公報)に開示されるように、トレイや箱などの収容体に内容物が収容された被検査物の場合、本来内容物が存在すべき位置以外の領域がマスクされたマスク領域を予め設定しておき、被検査物にX線を曝射したときのX線透過データからマスク領域内に内容物と同等の濃淡レベルを示すX線透過データが存在するか否かに基づいて内容物の欠品の有無を検査している。 Further, in this type of X-ray inspection apparatus, for example, as disclosed in Patent Document 1 (Japanese Patent Laid-Open No. 2003-65976), in the case of an inspected object in which contents are accommodated in a container such as a tray or a box The mask area where the area other than the position where the contents should originally exist is masked in advance, and the X-ray transmission data when the X-ray is exposed to the inspection object is equivalent to the contents in the mask area. Whether or not the contents are missing is inspected based on whether or not there is X-ray transmission data indicating the gray level.
さらに、この種のX線検査装置では、例えば湿布薬のように、内容物が収容体に収容されて開口部がシールされた被検査物の場合、異物混入の有無や欠品の有無の検査に加え、シール部への内容物の噛み込みなどによるシール不良の有無の検査も行われる。この場合、被検査物のシール部の幅を予め設定しておき、被検査物にX線を曝射したときのX線透過データからシール部の領域内に内容物と同等の濃淡レベルを示すX線透過データが存在するか否かに基づいてシール不良の有無を検査している。 Further, in this type of X-ray inspection apparatus, for example, in the case of an inspection object in which the contents are accommodated in a container and the opening is sealed, such as a poultice, it is inspected for the presence or absence of foreign matter or missing parts. In addition, the presence or absence of a seal failure due to the biting of the contents into the seal portion is also inspected. In this case, the width of the seal part of the object to be inspected is set in advance, and the X-ray transmission data when the X-ray is exposed to the object to be inspected shows a lightness level equivalent to the content in the area of the seal part. The presence or absence of a seal failure is inspected based on whether or not X-ray transmission data exists.
ところで、被検査物の包装形態として、図2(a)に示すように、例えば湿布薬や飴などの内容物Waが収容体Wbに収容され、内容物Waの保存と取り出し収容の利便性を考慮して収容体Wbにジッパが取り付けられたものがある。 By the way, as shown in FIG. 2 (a), for example, contents Wa such as a poultice and a bag are accommodated in the container Wb, and the contents Wa are stored, taken out, and conveniently stored. There is a case where a zipper is attached to the container Wb in consideration.
従来、この種のジッパを有するジッパ検査では、包装された段階でジッパがしっかり噛み合って閉まった状態にあるか否かを例えばマイクロメーターなどの接触型の厚み計により厚さを検出して行っていた。すなわち、厚み計による厚さ検出値が所定以下の値であれば正常と判別し、厚さ検出値が所定以上の値を示したときに異常と判別してジッパ検査を行っていた。
しかしながら、従来のジッパ検査では、接触型の厚み計を利用しているため、ジッパの雄部と雌部が正常に噛み合っている場合と、ジッパの雄部と雌部が上手く噛み合わずにずれている場合とでは厚みが略同等となり、両者の見分けがつかず、正確なジッパ検査を行うことが困難であった。 However, since the conventional zipper inspection uses a contact-type thickness meter, the male part and female part of the zipper are normally meshed with each other, and the male part and female part of the zipper are not properly meshed with each other. The thickness was almost the same as that of the case, and it was difficult to distinguish between the two, making it difficult to perform an accurate zipper inspection.
そこで、本発明は、上記問題点に鑑みてなされたものであり、特に、ジッパが正常に噛み合っている場合と、ジッパが上手く噛み合わずにずれている場合とを区別でき、より正確なジッパ検査を行うことが可能なX線検査装置を提供することを目的としている。 Therefore, the present invention has been made in view of the above problems, and in particular, it is possible to distinguish between a case where the zipper is normally meshed and a case where the zipper is not meshed well, and more accurate zipper inspection. An object of the present invention is to provide an X-ray inspection apparatus capable of performing the above.
上記目的を達成するため、本発明の請求項1に記載されたX線検査装置は、包装材とジッパWjからなる収容体Wbに内容物Waが収容された被検査物Wを順次搬送させながらX線を曝射し、このX線の曝射に伴うX線透過量に基づいて前記被検査物の検査を行うX線検査装置において、
前記被検査物に設けられるジッパのジッパ検査領域Ejを設定する検査領域設定手段15aと、
前記ジッパ検査領域内の中から前記包装材よりX線透過量が少ない領域をジッパ領域として抽出するジッパ抽出手段20と、
前記ジッパ抽出手段で抽出されたジッパ領域の中心線の直線性から直線の本数を算出する直線算出手段21と、
前記直線算出手段で算出された直線の本数に基づいて前記ジッパの有無及び噛合せ不良の有無を判別する判別手段22とを備えたことを特徴とする。
In order to achieve the above object, the X-ray inspection apparatus according to claim 1 of the present invention sequentially conveys the inspection object W in which the contents Wa are accommodated in the accommodating body Wb composed of the packaging material and the zipper Wj. In an X-ray inspection apparatus that inspects the inspection object based on an X-ray transmission amount associated with the X-ray exposure,
Inspection area setting means 15a for setting a zipper inspection area Ej of a zipper provided on the inspection object;
A zipper extraction means 20 for extracting, as a zipper area, an area having a smaller amount of X-ray transmission than the packaging material from within the zipper inspection area;
A
And a
請求項2に記載されたX線検査装置は、請求項1のX線検査装置において、
前記判別手段22は、前記ジッパWjの有無及び噛合せ不良の有無の判別に加え、前記被検査物WのX線透過量を周囲と比較して違う部分があるか否かにより異物の混入の有無を判別することを特徴とする。
The X-ray inspection apparatus according to
In addition to determining the presence or absence of the zipper Wj and the presence or absence of poor meshing, the determining means 22 determines whether or not foreign matter is mixed depending on whether or not there is a different part in the X-ray transmission amount of the inspection object W compared to the surroundings. It is characterized by determining the presence or absence.
請求項3に記載されたX線検査装置は、請求項1のX線検査装置において、
前記判別手段22は、前記ジッパWjの有無及び噛合せ不良の有無の判別に加え、前記被検査物Wの内容物WaのX線透過量の面積と予め設定された欠品検出リミット値との比較により前記被検査物の内容物の欠品の有無を判別することを特徴とする。
The X-ray inspection apparatus according to
Said discriminating means 22, the zipper was presence and engagement of Wj added to determine the existence of defects, the preset shortage detection limits and the area of the X-ray transmission amount of the contents of Wa of the object W and The presence or absence of a missing part of the contents of the object to be inspected is determined by comparing the above.
請求項4に記載されたX線検査装置は、請求項1のX線検査装置において、
前記判別手段22は、前記ジッパWjの有無及び噛合せ不良の有無の判別に加え、前記被検査物Wのシール部領域内に前記被検査物の内容物WaのX線透過量と同等以下のX線透過量が存在するか否かによりシール不良の有無を判別することを特徴とする。
The X-ray inspection apparatus according to claim 4 is the X-ray inspection apparatus according to claim 1,
Said discriminating means 22, the zipper was presence and engagement of Wj addition to existence of discrimination of defects, the equivalent X-ray transmission amount of the contents Wa of the inspection object in the sealing portion in the region of the object W or less It is characterized in that the presence or absence of a seal failure is determined based on whether or not there is an X-ray transmission amount.
本発明によれば、被検査物へのX線曝射時のX線透過データを利用することにより、ジッパが上手く噛み合わずにずれて包装されたジッパの取付不良の製品やジッパが取り付けられていない製品を正常品と区別して選別可能にジッパ検査を行うことができる。しかも、ジッパ検査と並行して、被検査物の異物混入検査、シール部不良検査、欠品検査などの各種検査を行うので、多角的な検査を行って被検査物を良品と不良品とに選別することができる。 According to the present invention, by using the X-ray transmission data at the time of X-ray exposure to the object to be inspected, the zipper does not mesh well and the package with the zipper poorly attached and the zipper is attached. Zipper inspection can be performed in such a way that products that are not present can be distinguished from normal products. Moreover, in parallel with the zipper inspection, various inspections such as foreign matter contamination inspection, seal part defect inspection, missing part inspection, etc. are performed, so multi-faceted inspection is performed to make the inspection object good and defective. Can be sorted.
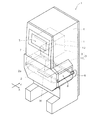
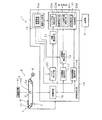
図1は本発明に係るX線検査装置の概略構成図、図2(a)は本発明に係るX線検査装置によって各種検査が行われる被検査物としての湿布薬の概略透過平面図、図2(b)は同湿布薬の概略透過側面図、図2(c)は同湿布薬のジッパ検査領域とシール部検査領域を示す概略平面図、図3は本発明に係るX線検査装置のブロック構成図、図4はX線検査装置におけるジッパ検査時の処理手順の概略を示すフローチャート、図5(a)〜(f)はジッパ部の各状態の例を示す図であり、ジッパ抽出領域と中心線の関係を示す図である。 FIG. 1 is a schematic configuration diagram of an X-ray inspection apparatus according to the present invention, FIG. 2A is a schematic transmission plan view of a poultice as an object to be inspected by the X-ray inspection apparatus according to the present invention, and FIG. 2 (b) is a schematic transmission side view of the poultice, FIG. 2 (c) is a schematic plan view showing a zipper inspection area and a seal portion inspection area of the poultice, and FIG. 3 is an X-ray inspection apparatus according to the present invention. FIG. 4 is a block diagram showing the outline of a processing procedure at the time of zipper inspection in the X-ray inspection apparatus, and FIGS. 5A to 5F are diagrams showing examples of each state of the zipper part. FIG.
本例のX線検査装置1は、搬送ラインの一部に設けられ、所定間隔をおいて順次搬送されてくる被検査物Wのジッパ検査、被検査物W中の異物混入の有無、内容物Waの噛み込みによるシール部Wsの不良の有無、内容物Waの欠落による欠品の有無などの各種検査を行うものである。 The X-ray inspection apparatus 1 of the present example is provided in a part of the transport line, and performs a zipper inspection of the inspection object W that is sequentially conveyed at a predetermined interval, whether or not foreign matter is mixed in the inspection object W, and contents Various inspections such as the presence or absence of a defect in the seal portion Ws due to the biting of Wa and the presence or absence of a missing part due to the lack of the content Wa are performed.
図1に示すX線検査装置1は、搬送部2と検出部3とが装置本体4内部に設けられ、表示器5が装置本体4の前面上部に設けられている。
In the X-ray inspection apparatus 1 shown in FIG. 1, the
搬送部2は、同一品種の被検査物Wを、所定間隔をおいて搬送ライン上を順次搬送している。この搬送部2は、例えば装置本体4に対して水平に配置されたベルトコンベアで構成することができる。搬送部2は、図1に示す駆動モータ6の駆動により予め設定された所定の搬送速度で搬入口7から搬入された被検査物Wを搬出口8側(図中搬送方向X)に向けて搬送面としてのベルト面2a上を搬送させる。
The
本例では、例えば湿布薬や飴などのように、内容物の保存と取り出し収容の利便性を考慮してジッパ部が収容体の一部に取り付けられた被検査物Wを検査対象としている。例えば湿布薬を被検査物Wとした場合には、図2(a),(b)に示すように、内容物である複数枚の湿布薬Waが袋状の包装材からなる収容体Wbに収容される。そして、収容体Wbの上部には内容物Waの取り出し収容を行うための雄部と雌部が噛み合ったジッパ部Wjが取り付けられ、さらにジッパ部Wjの上部を含め収容体Wbの周囲がシール部Wsにより封止されている。なお、図2(b)に示すように、ジッパ部Wjが設けられる部分は、シール部Wsに比べて肉厚となっている。 In this example, an inspection object W having a zipper portion attached to a part of the container is considered as an inspection object in consideration of convenience of storing and taking out the contents, such as a poultice and a bag. For example, when a poultice is used as the inspection object W, as shown in FIGS. 2 (a) and 2 (b), a plurality of poultices Wa that are the contents are contained in a container Wb made of a bag-like packaging material. Be contained. A zipper part Wj in which a male part and a female part are engaged with each other is attached to the upper part of the container Wb, and the periphery of the container Wb including the upper part of the zipper part Wj is a seal part. Sealed with Ws. In addition, as shown in FIG.2 (b), the part in which the zipper part Wj is provided is thick compared with the seal part Ws.
検出部3は、順次搬送されてくる被検査物WにX線を曝射し、このX線の曝射に伴って被検査物Wを透過してくるX線を検出するもので、図1及び図3に示すように、搬送部2の上方に所定高さ離れて設けられるX線発生器9と、搬送部2内にX線発生器9と対向して設けられるX線検出器10を備えて構成される。
The
図1に示すように、X線発生源としてのX線発生器9は、金属製の箱体11内部に設けられる円筒状のX線管12を不図示の絶縁油により浸漬した構成であり、X線管12の陰極からの電子ビームを陽極ターゲットに照射させてX線を生成している。X線管12は、その長手方向が被検査物Wの搬送方向Xと直交する搬送幅方向Yに設けられている。X線管12により生成されたX線は、下方のX線検出器10に向けて、長手方向に沿った不図示のスリットにより略三角形状のスクリーン状にして曝射するようになっている。
As shown in FIG. 1, an X-ray generator 9 as an X-ray generation source has a configuration in which a
X線検出器10は、被検査物Wに対してX線が曝射されたときに、被検査物Wを透過してくるX線を検出し、この検出したX線の透過量に応じた電気信号を出力している。このX線検出器10は、搬送部2上を搬送される被検査物Wの搬送方向Xと同一平面上で直交する搬送幅方向Yに沿って設けられる。このX線検出器10には、ライン状に配列された複数のフォトダイオードと、フォトダイオード上に設けられたシンチレータとを備えたアレイ状のラインセンサが用いられる。
The
図3に示すように、搬送部2の搬入口7側には、被検査物Wの通過を検出するための位置検出手段13が設けられている。この位置検出手段13は、搬送部2としてのベルトコンベアの入口側に設けられる一対の投受光器からなるフォトセンサで構成される。この構成により、被検査物Wがフォトセンサの前を通過している間では位置検出手段13からオン信号が信号処理手段14にタイミング信号として入力される。
As shown in FIG. 3, position detection means 13 for detecting the passage of the inspection object W is provided on the carry-in
このような構成によるX線検出器10では、搬送部2上を搬送される被検査物Wに対してX線発生器9からX線が曝射される。そして、この被検査物WへのX線の曝射に伴って被検査物Wを透過してくるX線をシンチレータで受けて光に変換する。このシンチレータで変換された光は、その下部に配置されるフォトダイオードによって受光される。そして、各フォトダイオードは、受光した光を電気信号に変換して出力する。このX線検出器10は、受けたX線の強さに対応したレベルを有した電気信号を信号処理手段14に出力する。
In the
図3において、信号処理手段14は、CPUやメモリなどを備えて構成され、位置検出手段13が被検査物Wを検出したときのオン信号をタイミング信号とする所定時間後に、X線検出器10からの電気信号を取り込んで各種信号処理を行っている。
In FIG. 3, the signal processing means 14 includes a CPU, a memory, and the like, and after a predetermined time using the ON signal when the position detection means 13 detects the inspection object W as a timing signal, the
図3に示すように、信号処理手段14は、設定入力手段15、記憶手段(データメモリ)16、外形領域抽出手段17、内容物領域抽出手段18、シール部領域算出手段19、ジッパ抽出手段20、直線算出手段21、判別手段22を備えている。 As shown in FIG. 3, the signal processing means 14 includes a setting input means 15, a storage means (data memory) 16, an outline area extraction means 17, a contents area extraction means 18, a seal area calculation means 19, and a zipper extraction means 20. , A straight line calculation means 21 and a discrimination means 22 are provided.
設定入力手段15は、被検査物Wのジッパ検査、異物検査、シール不良検査、欠品検査や表示に関する各種設定や指示を与えるためのユーザが操作する複数のキーやスイッチ等で構成される。さらに説明すると、設定入力手段15は、ジッパ検査を行う際に例えば図2(c)に示すようなジッパ検査領域Ejを特定するための情報(寸法情報)を入力設定する検査領域設定手段15aを有している。この検査領域設定手段15aでは、予め良品のサンプルを見て被検査物Wのどの位置にジッパ部Wjが存在するかを把握した上で、表示器5の設定画面上で例えば被検査物Wの上端及び左右両端からの寸法を数値入力することによりジッパ検査領域Ejを設定している。
The setting input means 15 includes a plurality of keys and switches operated by the user to give various settings and instructions regarding the zipper inspection, foreign object inspection, seal defect inspection, shortage inspection and display of the inspection object W. More specifically, the setting input means 15 includes an inspection area setting means 15a for inputting and setting information (dimension information) for specifying a zipper inspection area Ej as shown in FIG. Have. In this inspection area setting means 15 a, it is determined in advance on the setting screen of the
また、設定入力手段15は、搬送部2の搬送速度の設定、被検査物W中の異物の混入の有無を判定するための基準となる検出リミット値、被検査物Wのシール部Wsにおけるシール不良の有無を判定するための基準となる検出リミット値、欠品の有無の判別に使用する内容物Waが持つ面積(許容範囲を含む)、内容物Waの数量や面積比や内容物Waを判別するための基準となる検出リミット値が設定可能となっている。これら検出リミット値は、被検査物Wの品種や検出対象となる異物の種類などに応じて適宜設定される。
Further, the setting input means 15 sets the conveyance speed of the
なお、設定入力手段15からは、上記設定の他、予め良品のサンプルを見て被検査物Wの外形寸法(許容範囲を含む)や被検査物Wのシール部Wsの幅寸法(例えば外形が矩形状であれば、外形の4辺から内側に向かう寸法)を適宜数値入力することができる。また、設定入力手段15は、シール部Wsを有する箇所の数を入力したり、被検査物Wの品種を指定することにより予め記憶された被検査物Wの品種に対応したシール部Wsの幅寸法を設定するなど、シール部Wsのシール部検査領域Esに関する各種情報も入力することができる。 In addition to the above settings, the setting input means 15 sees a good sample in advance and the outer dimensions (including the allowable range) of the inspection object W and the width dimension (for example, the outer diameter of the seal portion Ws of the inspection object W). In the case of a rectangular shape, it is possible to appropriately input numerical values for the dimensions from the four sides of the outer shape toward the inside. Further, the setting input means 15 inputs the number of locations having the seal portion Ws, or designates the type of the inspection object W, thereby specifying the width of the seal portion Ws corresponding to the type of the inspection object W stored in advance. Various information related to the seal portion inspection area Es of the seal portion Ws, such as setting dimensions, can also be input.
記憶手段16には、各被検査物W毎のX線透過量を示すX線透過データが、その大小に対応した濃度データ(X線透過量が大きいとき濃度データも大きくなり濃くなる)として格納される。このX線透過データは、X線検出器10からの電気信号を不図示のA/D変換器によりA/D変換して得られる。さらに説明すると、この記憶手段16には、1つの被検査物Wの検査を行う毎に、X線検出器10の1ライン(搬送幅方向Y)あたり例えば640個のX線透過データが、少なくとも搬送される被検査物Wの搬送方向の長さ(前端から後端までの検出期間に相当)に対応した所定ライン数(480ライン)だけ格納される。
In the storage means 16, X-ray transmission data indicating the X-ray transmission amount for each inspection object W is stored as density data corresponding to the magnitude (the density data increases and becomes dark when the X-ray transmission amount is large). Is done. This X-ray transmission data is obtained by A / D converting an electric signal from the
外形領域抽出手段17は、記憶手段16に格納されたX線透過データ(濃度データ)から全体の濃淡画像(搬送部2のベルト面2aを含む被検査物W毎の全体画像)による濃度データを作成し、この作成された全体画像の濃度データにおける被検査物Wの輪郭から内側の面積を示す外形領域を抽出している。さらに説明すると、外形領域抽出手段17は、記憶手段16に格納されたX線透過データの濃淡レベルから全体のヒストグラムを求める。そして、求めた全体のヒストグラムから被検査物Wの濃度データD1と、被検査物W以外(実際には搬送部2のベルト面)の濃度データD2とに切り分けて2値化する。例えば被検査物の濃度データD1を255とし、被検査物以外の濃度データD2を0とする。そして、2値化された被検査物の濃度データD1を外形領域として抽出している。
The contour
内容物領域抽出手段18は、記憶手段16に格納された1つの被検査物WのX線透過データから被検査物Wの内容物Waの領域を抽出している。この内容物Waの領域を抽出する際には、予め設定入力手段15により収容体Wbの包装材と内容物Waの各X線透過量(濃度データ)の略中間レベル付近に検出リミット値を設定しておく。一般に、内容物Waの方が収容体Wbの包装材よりもX線透過量が低い。従って、内容物領域抽出手段18は、記憶手段16のX線透過データによる濃度データと、検出リミット値とを比較し、検出リミット値より濃度データの濃度が低いX線透過データを内容物のX線透過データとし、この検出リミット値より濃度データの濃度が低いX線透過データの領域を内容物Waの領域として抽出している。
The content
シール部領域算出手段19は、外形領域抽出手段17により抽出された外形領域からシール部領域を算出している。このシール部領域は、設定入力手段15からシール部検査領域Esが設定され、シール部Wsに関する情報、例えばシール部Wsの幅寸法の数値が入力され、シール部検査領域Esが特定されると、抽出された外形領域の画像を、設定入力されたシール部Wsの幅寸法だけ縮小する。そして、外形領域の画像からシール部Wsの幅寸法だけ縮小された画像を差し引いてシール部領域を算出する。 The seal area calculation means 19 calculates the seal area from the outline area extracted by the outline area extraction means 17. For this seal portion area, when the seal portion inspection area Es is set from the setting input means 15, information on the seal portion Ws, for example, a numerical value of the width dimension of the seal portion Ws is input, and the seal portion inspection area Es is specified, The extracted image of the outer region is reduced by the width dimension of the seal portion Ws set and input. Then, the seal portion area is calculated by subtracting the image reduced by the width dimension of the seal portion Ws from the image of the outline region.
ジッパ抽出手段20は、記憶手段16に格納されたX線透過データ(濃度データ)から全体の濃淡画像(搬送部2のベルト面2aを含む被検査物W毎の全体画像)を読み出し、この読み出したX線透過データのうち、検査領域設定手段15aで設定されたジッパ検査領域Ej内のX線透過データの中から収容体Wbの包装材よりX線透過量が少ない領域(濃度が低い領域)を抽出するために、濃淡画像の急峻な濃度変化を示すエッジを抽出し、そのエッジに囲まれた領域をジッパ領域として抽出している。これにより、ジッパ領域内にジッパ部Wjが存在する場合には、そのジッパ部Wjに相当する部分の濃淡画像がジッパ領域として抽出される。なお、収容体Wbの包装材のX線透過量と、ジッパ部WjのX線透過量との間に十分なコントラスト差(濃淡レベル差)がある場合には、包装材のX線透過量との比較によりジッパ領域を抽出することもできる。すなわち、設定入力手段15から設定入力されたジッパ検査領域Ej内の包装材のX線透過量(濃度データの濃淡レベル)より低い領域をジッパ領域として抽出する。
The
直線算出手段21は、ジッパ抽出手段20により抽出されたジッパ領域(輪郭で囲まれた領域)の細線化または領域の縮退によりジッパ領域の中心線を算出し、この算出した中心線の直線性を判断し、直線の本数を算出している。この直線の本数を算出する際の細線化または領域の縮退は、ジッパ領域がこれ以上細くならない状態まで細く処理される。 The straight line calculating means 21 calculates the center line of the zipper area by thinning the zipper area (area surrounded by the outline) extracted by the zipper extracting means 20 or degenerating the area, and calculates the linearity of the calculated center line. Judging and calculating the number of straight lines. The thinning or degeneration of the area when calculating the number of straight lines is processed so that the zipper area does not become any thinner.
判別手段22は、ジッパ不良判別手段22a、異物判別手段22b、シール部不良判別手段22c、欠品判別手段22dを備え、これらの判別結果(ジッパ不良の有無、異物混入の有無、シール部不良の有無、欠品の有無の組合せによる判別結果)に応じて被検査物Wを良品又は不良品として選別するための選別信号を外部出力している。 The discriminating means 22 includes a zipper defect discriminating means 22a, a foreign matter discriminating means 22b, a seal portion defect discriminating means 22c, and a missing part discriminating means 22d. A sorting signal for sorting the inspection object W as a non-defective product or a defective product according to the combination of the presence / absence and the presence / absence of a missing product is externally output.
ジッパ不良判別手段22aは、ジッパ抽出手段20が抽出したジッパ領域内において直線算出手段21により算出された直線の本数に基づいてジッパ不良の有無(ジッパ部Wjの有無や噛合せ不良の有無)を判別している。さらに説明すると、ジッパ不良判別手段22aは、図5(a)に示すように、ジッパ領域内の直線の本数が1本のとき、その被検査物Wのジッパ部Wjが正常に噛み合っているものと判断し、その被検査物Wを良品(OK品)として判別する。これに対し、図5(b)〜(e)に示すように、ジッパ領域内の直線の本数が複数本(2本以上)のときには、その被検査物Wのジッパ部Wjが正常に噛み合っていないものと判断し、その被検査物Wを不良品(NG品)として判別する。図5(b)の例では、直線の本数が2本でジッパ部Wjが完全に開いている状態を示している。図5(c)の例では、直線の本数が3本でジッパ部Wjの一端側がV字状に開いている状態を示している。図5(d)の例では、直線の本数が5本でジッパ部WjがX字状にずれて重なっている状態を示している。図5(e)の例では、直線の本数が2本(中央部分は曲線のために直線と判断されなかった部分)でジッパ部Wjの中央部分が開いている状態を示している。
The zipper
なお、ジッパ不良判別手段22aは、図5(f)に示すように、直線算出手段21によって算出されたジッパ領域内の直線の本数が0本と判別すると、その被検査物Wにはジッパ部Wjが欠落しているものと判断し、その被検査物Wを不良品(NG品)として判別する。
When the number of straight lines in the zipper area calculated by the straight line calculating means 21 is determined to be zero as shown in FIG. 5F, the zipper
異物判別手段22bは、被検査物WのX線透過量(濃度データの濃淡レベル)を周囲と比較して違う部分が存在するか否かにより異物混入の有無を判別している。すなわち、被検査物Wのある位置のX線透過量(濃度データの濃度)が他の部分のX線透過量(濃度データの濃度)より低いとき、そのX線透過量の低い部分を異物として判断している。さらに説明すると、異物判別手段22bは、被検査物Wのある位置でのX線透過量(濃度データの濃淡レベル)と、設定入力手段15により予め設定された異物検出リミット値とを比較し、X線透過量(濃度データの濃度)が異物検出リミット値以下ときに、その被検査物Wに異物が混入していると判断し、異物有りを示す選別信号を出力している。また、内容物Waよりもジッパ部WjのX線透過量(濃度データの濃度)が低く、このジッパ部WjのX線透過量(濃度データの濃度)と同等のX線透過量(濃淡レベル)の異物を検出する場合には、被検査物Wの内容物領域内だけでX線透過量(濃度データの濃淡レベル)の比較を行って異物を判別しても良い。なお、異物検出リミット値は、被検査物W毎にその内容物に応じて適宜設定入力手段15から設定可能とされている。
The foreign matter discriminating means 22b compares the X-ray transmission amount (density data density level) of the inspection object W with the surroundings and discriminates whether or not foreign matter is mixed. That is, when the X-ray transmission amount (density data density) at a certain position of the inspection object W is lower than the X-ray transmission quantity (density data density) of other parts, the portion with the low X-ray transmission quantity is regarded as a foreign object. Deciding. More specifically, the foreign matter determination means 22b compares the X-ray transmission amount (density data density level) at a position where the inspection object W is present with the foreign matter detection limit value preset by the setting input means 15, When the X-ray transmission amount (concentration of density data) is less than or equal to the foreign matter detection limit value, it is determined that foreign matter is mixed in the inspection object W, and a selection signal indicating the presence of foreign matter is output. Further, the X-ray transmission amount (density data density) of the zipper part Wj is lower than the content Wa, and the X-ray transmission quantity (density level) equivalent to the X-ray transmission quantity (density data density) of the zipper part Wj. In the case of detecting the foreign matter, the foreign matter may be determined by comparing the X-ray transmission amount (density data density level) only in the content area of the inspection object W. The foreign object detection limit value can be set from the setting
シール部不良判別手段22cは、シール部領域のX線透過量(濃度データの濃淡レベル)と、被検査物Wの内容物のX線透過量(濃度データの濃淡レベル)との比較によりシール不良の有無を判別し、この判別結果からシール正常又はシール不良を示す選別信号を出力している。すなわち、このシール部不良判別手段22cでは、シール部領域の中に被検査物Wの内容物のX線透過量(濃淡レベル)と同等以下のX線透過量(濃淡レベル)が存在するときに、その被検査物Wにシール不良ありと判別し、シール不良を示す選別信号を出力している。 The seal portion defect determination means 22c compares the X-ray transmission amount (density data density level) of the seal portion region with the X-ray transmission amount (density data density level) of the contents of the inspection object W to determine a seal failure. And a selection signal indicating whether the seal is normal or defective is output from the determination result. That is, in this seal portion defect discrimination means 22c, when there is an X-ray transmission amount (lightness level) equal to or less than the X-ray transmission amount (lightness level) of the contents of the inspection object W in the seal portion region. The inspection object W is determined to have a seal failure, and a selection signal indicating the seal failure is output.
欠品判別手段22dは、被検査物Wの内容物領域の面積と、予め設定入力手段15から設定される欠品検出リミット値とを比較し、内容物領域の面積が欠品検出リミット値よりも小さいときに、収容体Wb内の内容物Waが欠品していると判断し、欠品有りを示す選別信号を出力している。また、欠品判別手段22dは、予め設定入力手段15から設定される欠品用検出マスク領域を用い、この欠品用検出マスク領域の各内容物領域毎に面積に応じて内容物の有無を判別することもできる。なお、欠品検出リミット値や欠品用検出マスク領域は、被検査物W毎にその内容物に応じて適宜設定入力手段15から設定入力可能とされている。
The missing item determination means 22d compares the area of the contents region of the inspection object W with the missing item detection limit value set in advance from the setting input means 15, and the area of the contents region is determined from the missing item detection limit value. Is smaller, it is determined that the content Wa in the container Wb is missing, and a selection signal indicating that there is a missing item is output. Also, the shortage determination means 22d uses the shortage detection mask area set in advance from the setting input means 15, and determines whether or not there is a content according to the area for each content area of the shortage detection mask area. It can also be determined. It should be noted that the shortage detection limit value and the shortage detection mask area can be set and input from the setting
ところで、図示はしないが、信号処理手段14はフィルタ手段を備えており、被検査物Wとして、例えば湿布薬のような極めて薄い非透明によるフィルム状の収容体に内容物が収容されている場合、記憶手段16に格納された被検査物WのX線透過データに対して所定のフィルタ処理を施している。このフィルタ処理の際には、例えば微分フィルタ(Robertsフィルタ、Prewittフィルタ、Sobelフィルタ)やラプラシアンフィルタなどの特徴抽出フィルタが用いられる。これにより、全体画像を強調してエッジ検出し易くするとともに、検出対象の異物情報や噛み込み情報をより強調して抽出し易くしている。そのため、異物判別手段22bは、被検査物WのX線透過量(濃度データの濃淡レベル)と異物検出リミット値との比較に限らず、フィルタ処理後の異物情報が強調された画像における被検査物Wの濃度データと、予め設定された異物検出リミット値とを比較して異物の有無を判断してもよい。また、シール部不良判別手段22cは、フィルタ処理後のシール部領域内におけるエッジ成分の有無でシール不良を判断してもよい。
By the way, although not shown in the figure, the signal processing means 14 includes a filter means, and the contents are accommodated as an inspected object W in a very thin non-transparent film-like container such as a poultice. The X-ray transmission data of the inspection object W stored in the storage means 16 is subjected to a predetermined filtering process. In this filter processing, for example, a feature extraction filter such as a differential filter (Roberts filter, Prewitt filter, Sobel filter) or a Laplacian filter is used. This enhances the entire image to facilitate edge detection, and further enhances and facilitates extraction of foreign object information and biting information to be detected. Therefore, the foreign matter determination means 22b is not limited to the comparison between the X-ray transmission amount (density data density level) of the inspection object W and the foreign matter detection limit value, and the inspection is performed on the image in which the foreign matter information after filtering is emphasized. The presence / absence of foreign matter may be determined by comparing the density data of the object W with a foreign matter detection limit value set in advance. Further, the seal portion
表示器5の表示画面には、全体の濃淡画像(搬送部2のベルト面2aを含む被検査物W毎の全体画像)、被検査物Wの外形領域の画像、内容物Waの外形領域の画像、シール部領域の画像、判別手段22の判別結果に基づいて被検査物Wを平面視したX線透過画像、「OK」や「NG」の良否判定結果、総検査数、良品数、NG総数などの検査結果が設定入力手段15からの所定のキー操作に基づいて表示される。
On the display screen of the
上記構成によるX線検査装置では、図4のフローチャートの処理手順に従ってジッパ検査を行っている。このジッパ検査では、被検査物Wのジッパ部Wjが取り付けられている領域(ある程度の許容範囲を含む)をジッパ検査領域Ejとして予め検査領域設定入力手段15aから設定してジッパ検査領域Ejを特定する(ST1)。このジッパ検査領域Ejが特定されると、記憶手段16に格納されたX線透過データからジッパ抽出手段20がジッパ領域を抽出する。このジッパ領域は、記憶手段16から読み出したX線透過データにおいて、検査領域設定手段15aで設定されたジッパ検査領域Ej内のX線透過データの中から、収容体Wbの包装材のX線透過データ(濃度データ)のX線透過量(濃淡レベル)よりもX線透過量が低い部分(濃度データの濃度が低い部分)を見つけ、その部分によって形成される領域(穴がある状態)の輪郭から、その輪郭に囲まれた領域(穴埋めされた状態)を求めることによって得られる(ST2)。 In the X-ray inspection apparatus having the above configuration, the zipper inspection is performed according to the processing procedure of the flowchart of FIG. In this zipper inspection, the area (including a certain allowable range) where the zipper part Wj of the inspection object W is attached is set in advance from the inspection area setting input means 15a as the zipper inspection area Ej, and the zipper inspection area Ej is specified. (ST1). When the zipper inspection area Ej is specified, the zipper extraction means 20 extracts the zipper area from the X-ray transmission data stored in the storage means 16. This zipper area is the X-ray transmission data read from the storage means 16 and the X-ray transmission data of the packaging material of the container Wb from the X-ray transmission data in the zipper inspection area Ej set by the inspection area setting means 15a. The contour of the region (the state where there is a hole) formed by finding a portion where the X-ray transmission amount is lower than the X-ray transmission amount (density level) of the data (density data) From this, it is obtained by obtaining a region surrounded by the outline (filled state) (ST2).
次に、ジッパ領域が抽出されると、直線算出手段21がこの抽出されたジッパ領域の細線化または領域の縮退により中心線を求め、その中心線の直線性の有無を判断する(ST3)。そして、直線性有りと判断した直線の本数を直線算出手段21が算出する。続いて、ジッパ不良判別手段22aが直線算出手段21により算出された直線の本数から被検査物Wのジッパ部Wjの有無や噛合せ不良の有無を判断する。
Next, when the zipper area is extracted, the straight line calculation means 21 obtains a center line by thinning the extracted zipper area or degenerating the area, and determines whether or not the center line is linear (ST3). Then, the straight line calculating means 21 calculates the number of straight lines determined to have linearity. Subsequently, the zipper
上記直線性の有無の判断において(ST3)、抽出されたジッパ領域内の直線の本数が0本と判断されると(ST4)、ジッパ領域内にはジッパ部が存在しないものと判断する(図5(f))。そして、その被検査物Wを不良品(NG品)として判別し(ST5)、不良品を示す選別信号を出力する。 In the determination of the presence / absence of linearity (ST3), if the number of straight lines in the extracted zipper area is determined to be zero (ST4), it is determined that there is no zipper portion in the zipper area (FIG. 5 (f)). Then, the inspection object W is determined as a defective product (NG product) (ST5), and a selection signal indicating the defective product is output.
また、上記直線性の有無の判断において(ST3)、抽出されたジッパ領域内に直線があると判断すると(ST6)、さらにジッパ領域内に直線が何本あるか、またその状態について判別する。そして、ジッパ領域内に直線が一本のみ存在すると判断すると(ST7)、ジッパ領域内にジッパ部Wjが存在し、そのジッパ部Wjが正常に噛み合っているものと判断する(図5(a))。そして、その被検査物Wを良品(OK品)として判別し(ST8)、良品を示す選別信号を出力する。 Further, in the determination of the presence or absence of linearity (ST3), if it is determined that there is a straight line in the extracted zipper area (ST6), it is further determined how many straight lines are in the zipper area and the state thereof. If it is determined that only one straight line exists in the zipper region (ST7), it is determined that the zipper portion Wj exists in the zipper region and that the zipper portion Wj is normally meshed (FIG. 5A). ). Then, the inspection object W is determined as a non-defective product (OK product) (ST8), and a selection signal indicating the non-defective product is output.
これに対し、ジッパ領域内に直線が複数本存在している(複数本の直線の少なくとも一部が離れている)と判断すると(ST9)、ジッパ領域内にはジッパ部Wjが存在するが、そのジッパ部Wjが正常に噛み合っていないものと判断する。そして、その被検査物Wを不良品(NG品)として判別し(ST10)、不良品を示す選別信号を出力する。具体的に、ジッパ部Wjが雄部と雌部で構成されるため、ジッパ部Wjが正常に噛み合っていない場合には、ジッパ領域内で2本の直線が完全に離れているか(図5(b)では2本の直線がほぼ平行に離れている)、又はジッパ領域内で2本の直線の一部が離れている状態になる。そして、ジッパ領域内で2本の直線の一部が離れている状態とは、図5(c)に示すように2本の直線の一端側が重なって他端側が離れている状態、図5(d)に示すように2本の直線が中途部分でクロスして両側が離れている状態、図5(e)に示すように2本の直線の両側が接触していて中央部分が離れている状態である。 On the other hand, when it is determined that there are a plurality of straight lines in the zipper area (at least a part of the plurality of straight lines is separated) (ST9), the zipper portion Wj exists in the zipper area. It is determined that the zipper portion Wj is not normally engaged. Then, the inspection object W is determined as a defective product (NG product) (ST10), and a selection signal indicating the defective product is output. Specifically, since the zipper part Wj is composed of a male part and a female part, if the zipper part Wj is not normally meshed, are two straight lines completely separated in the zipper region (FIG. 5 ( In b), the two straight lines are separated substantially in parallel), or a part of the two straight lines is separated in the zipper region. The state in which a part of the two straight lines are separated in the zipper region is a state in which one end side of the two straight lines overlaps and the other end side is separated as shown in FIG. As shown in d), the two straight lines cross in the middle part and both sides are separated, as shown in FIG. 5E, both sides of the two straight lines are in contact and the central part is separated. State.
このように、本例のX線検査装置1では、被検査物WにX線を曝射したときのX線透過データから抽出されるジッパ領域内にジッパ部Wjが存在するか否か、またジッパ部Wjが正常に噛み合っているか否かを検査している。ジッパ部Wjが存在するか否かの判断は、ジッパ領域内のX線透過データ(濃度データ)に包装材のX線透過データ(濃度データ)よりもX線透過量の低い(濃度の低い)部分があるか否かによって行う。そして、ジッパ領域内のX線透過データに包装材のX線透過データよりもX線透過量の低い部分があればジッパ部Wjが存在すると判断し、なければジッパ部Wjが存在しないと判断する。また、ジッパ部Wjが正常に噛み合っているか否かの判断は、ジッパ領域内のX線透過データに包装材のX線透過データよりもX線透過量の低い部分を見付け、そのX線透過量の低い部分の直線性を判断し、直線性あればその直線性のある部分が複数の直線で構成されるか否かによって行う。そして、ジッパ領域内のX線透過データに包装材のX線透過データよりもX線透過量の低い部分が1本の直線で構成される場合はジッパ部Wjが正常に噛み合っていると判断し、複数本の直線で構成される場合にはジッパ部Wjが正常に噛み合わず嵌合不良と判断する。 As described above, in the X-ray inspection apparatus 1 of this example, whether or not the zipper portion Wj exists in the zipper area extracted from the X-ray transmission data when the inspection object W is exposed to X-rays, It is inspected whether or not the zipper part Wj is normally engaged. Whether or not the zipper part Wj exists is determined based on the X-ray transmission data (density data) in the zipper area having a lower X-ray transmission amount (lower density) than the X-ray transmission data (density data) of the packaging material. Depending on whether or not there is a part. Then, if the X-ray transmission data in the zipper region has a portion whose X-ray transmission amount is lower than the X-ray transmission data of the packaging material, it is determined that the zipper portion Wj exists, and if not, it is determined that the zipper portion Wj does not exist. . The determination as to whether or not the zipper portion Wj is normally engaged is made by finding a portion having a lower X-ray transmission amount than the X-ray transmission data of the packaging material in the X-ray transmission data in the zipper region, and the X-ray transmission amount. The linearity of the low part is judged, and if it is linear, it is determined by whether or not the linear part is composed of a plurality of straight lines. If the X-ray transmission data in the zipper area is composed of one straight line with a portion having a lower X-ray transmission amount than the X-ray transmission data of the packaging material, it is determined that the zipper portion Wj is normally engaged. In the case of a plurality of straight lines, the zipper portion Wj does not mesh properly and it is determined that the fitting is poor.
従って、本例のX線検査装置によれば、被検査物へのX線曝射時のX線透過データ(濃度データ)を利用することでジッパ部が上手く噛み合わずにずれて包装されたジッパ部の取付不良の製品を正常品とは区別して選別できるとともに、ジッパ部が取り付けられていない製品も正常品とは区別して選別し、ジッパ検査を行うことができる。しかも、ジッパ検査と並行して、被検査物の異物混入検査、シール部不良検査、欠品検査などの各種検査を行うので、多角的な検査を行って被検査物を良品と不良品とに選別することができる。 Therefore, according to the X-ray inspection apparatus of the present example, the zipper portion that is packaged with the zipper portion being displaced without being meshed well by using the X-ray transmission data (concentration data) at the time of X-ray exposure to the inspection object. A product with a poorly attached part can be distinguished and distinguished from a normal product, and a product without a zipper part can be distinguished and distinguished from a normal product for zipper inspection. Moreover, in parallel with the zipper inspection, various inspections such as foreign matter contamination inspection, seal part defect inspection, missing part inspection, etc. are performed, so multi-faceted inspection is performed to make the inspection object good and defective. Can be sorted.
ところで、上述した形態では、被検査物Wのジッパ検査を例にとって説明したが、被検査物Wにジッパ部Wjに相当するもの、例えばファスナを備えたものでも同様の構成により検査を行うことができる。 In the above-described embodiment, the zipper inspection of the inspection object W has been described as an example. However, the inspection object W can be inspected with the same configuration even if it corresponds to the zipper portion Wj, for example, a fastener. it can.
1 X線検査装置
15 設定入力手段
15a 検査領域設定手段
20 ジッパ抽出手段
21 直線算出手段
22 判別手段
22a ジッパ不良判別手段
22b 異物判別手段
22c シール部不良判別手段
22d 欠品判別手段
W 被検査物
Wa 内容物
Wb 収容体
Wj ジッパ部
Ws シール部
Ej ジッパ検査領域
Es シール部検査領域
DESCRIPTION OF SYMBOLS 1
Claims (4)
前記被検査物に設けられるジッパのジッパ検査領域(Ej)を設定する検査領域設定手段(15a)と、
前記ジッパ検査領域内の中から前記包装材よりX線透過量が少ない領域をジッパ領域として抽出するジッパ抽出手段(20)と、
前記ジッパ抽出手段で抽出されたジッパ領域の中心線の直線性から直線の本数を算出する直線算出手段(21)と、
前記直線算出手段で算出された直線の本数に基づいて前記ジッパの有無及び噛合せ不良の有無を判別する判別手段(22)とを備えたことを特徴とするX線検査装置。 X-rays are irradiated while sequentially inspecting objects (W) containing the contents (Wa) in a container (Wb) composed of a packaging material and a zipper (Wj), and accompanying the X-ray exposure. In an X-ray inspection apparatus that inspects the inspection object based on an X-ray transmission amount,
Inspection region setting means (15a) for setting a zipper inspection region (Ej) of a zipper provided on the inspection object;
Zipper extraction means (20) for extracting, as a zipper area, an area having a smaller amount of X-ray transmission than the packaging material from within the zipper inspection area;
A straight line calculating means (21) for calculating the present number of the straight line from the straight line of the center line of the zipper area extracted by said zipper extraction means,
An X-ray inspection apparatus comprising: a discriminating means (22) for discriminating the presence or absence of the zipper and the presence or absence of poor meshing based on the number of straight lines calculated by the straight line calculating means.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003422976A JP3917129B2 (en) | 2003-12-19 | 2003-12-19 | X-ray inspection equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003422976A JP3917129B2 (en) | 2003-12-19 | 2003-12-19 | X-ray inspection equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005181129A JP2005181129A (en) | 2005-07-07 |
| JP3917129B2 true JP3917129B2 (en) | 2007-05-23 |
Family
ID=34783666
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003422976A Expired - Lifetime JP3917129B2 (en) | 2003-12-19 | 2003-12-19 | X-ray inspection equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3917129B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677923A (en) * | 2013-11-27 | 2015-06-03 | 株式会社石田 | X-ray detection device |
| CN108709896A (en) * | 2018-08-10 | 2018-10-26 | 孔玉 | A kind of detection device for detecting glass panel internal flaw |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3943099B2 (en) * | 2003-06-09 | 2007-07-11 | アンリツ産機システム株式会社 | X-ray inspection equipment |
| CN100565336C (en) * | 2005-11-21 | 2009-12-02 | 清华大学 | imaging system |
| JP5324328B2 (en) * | 2009-06-15 | 2013-10-23 | 株式会社イシダ | Inspection equipment |
| JP5337086B2 (en) * | 2010-03-18 | 2013-11-06 | 株式会社イシダ | X-ray inspection equipment |
| JP6006561B2 (en) * | 2012-07-18 | 2016-10-12 | 救急薬品工業株式会社 | Inspection method for film pharmaceuticals |
| JP6355247B2 (en) * | 2013-08-29 | 2018-07-11 | 株式会社イシダ | Transmitted light inspection equipment |
| JP6720482B2 (en) * | 2015-07-31 | 2020-07-08 | 大日本印刷株式会社 | Sealing device for packaging bag, sealing inspection method for packaging bag, and manufacturing method for packaging product |
| JP6412076B2 (en) * | 2016-09-15 | 2018-10-24 | アンリツインフィビス株式会社 | Inspection equipment |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60204431A (en) * | 1984-03-30 | 1985-10-16 | 社団法人 日本包装機械工業会 | Method and device for selecting package with defective heat seal section |
| JPH0721467B2 (en) * | 1987-05-06 | 1995-03-08 | 東洋製罐株式会社 | Inspection method for canned part |
| JP2858194B2 (en) * | 1992-10-20 | 1999-02-17 | 三菱電線工業株式会社 | O-ring inspection method |
| JP2501076B2 (en) * | 1993-04-09 | 1996-05-29 | ワイケイケイ株式会社 | Fastener-Automatic inspection method and inspection device |
| JP3704540B2 (en) * | 1995-12-28 | 2005-10-12 | ビーンズユー株式会社 | Device for inspecting biting of packaged object in sealing part of packing sheet and method |
| JPH11108860A (en) * | 1997-10-07 | 1999-04-23 | Toyo Eng Corp | Noh book detection device and detection method |
| JP2000135268A (en) * | 1998-08-26 | 2000-05-16 | Yuyama Seisakusho:Kk | Tablet testing device |
| JP2000309312A (en) * | 1999-02-22 | 2000-11-07 | Tsutsumi Yotaro | Packaged article |
| JP2000310944A (en) * | 1999-04-26 | 2000-11-07 | Shiro Horiuchi | Name card and information card clip |
| JP2002074332A (en) * | 2000-08-25 | 2002-03-15 | Japan Packaging Institute | Method and apparatus for detecting defective sealing of packaging material and package |
| JP3494977B2 (en) * | 2000-09-26 | 2004-02-09 | 株式会社イシダ | X-ray inspection equipment |
| JP2002116152A (en) * | 2000-10-11 | 2002-04-19 | Nippon Magnetic Dressing Co Ltd | Method for inspecting powder storing body |
| JP3875842B2 (en) * | 2001-02-02 | 2007-01-31 | アンリツ産機システム株式会社 | X-ray foreign object detection apparatus and defective product detection method in the apparatus |
| JP4618902B2 (en) * | 2001-02-07 | 2011-01-26 | 大和製罐株式会社 | Cap air tightness inspection apparatus and method |
| JP3618701B2 (en) * | 2001-08-29 | 2005-02-09 | アンリツ産機システム株式会社 | X-ray foreign object detection device |
| JP3943099B2 (en) * | 2003-06-09 | 2007-07-11 | アンリツ産機システム株式会社 | X-ray inspection equipment |
| JP3860154B2 (en) * | 2003-09-12 | 2006-12-20 | アンリツ産機システム株式会社 | X-ray inspection equipment |
-
2003
- 2003-12-19 JP JP2003422976A patent/JP3917129B2/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677923A (en) * | 2013-11-27 | 2015-06-03 | 株式会社石田 | X-ray detection device |
| CN108709896A (en) * | 2018-08-10 | 2018-10-26 | 孔玉 | A kind of detection device for detecting glass panel internal flaw |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005181129A (en) | 2005-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5739230B2 (en) | X-ray inspection equipment | |
| JP3943099B2 (en) | X-ray inspection equipment | |
| KR102387529B1 (en) | inspection device | |
| JP3917129B2 (en) | X-ray inspection equipment | |
| WO2019235022A1 (en) | Inspection device | |
| JP3875842B2 (en) | X-ray foreign object detection apparatus and defective product detection method in the apparatus | |
| JP3860154B2 (en) | X-ray inspection equipment | |
| JP3943072B2 (en) | X-ray inspection equipment | |
| JP5243008B2 (en) | X-ray foreign object detection device | |
| JP3618701B2 (en) | X-ray foreign object detection device | |
| JP5933199B2 (en) | X-ray inspection equipment | |
| JP4170366B2 (en) | X-ray inspection equipment | |
| JP3737950B2 (en) | X-ray foreign object detection apparatus and defective product detection method in the apparatus | |
| JP3955558B2 (en) | X-ray inspection equipment | |
| JP2005031069A (en) | X-ray inspection equipment | |
| JP3955559B2 (en) | X-ray inspection equipment | |
| JP6412076B2 (en) | Inspection equipment | |
| JP3860144B2 (en) | X-ray inspection equipment | |
| JP6556671B2 (en) | X-ray inspection equipment | |
| JP3828843B2 (en) | X-ray foreign object detection device, X-ray foreign object detection method, and X-ray foreign object detection program | |
| EP4220142A1 (en) | X-ray inspection device and x-ray inspection method | |
| JP2018059845A (en) | X-ray inspection device and x-ray inspection method | |
| JP6629776B2 (en) | X-ray inspection apparatus and X-ray inspection method | |
| JP4020711B2 (en) | X-ray foreign object detection device and X-ray foreign object detection method | |
| JP2008175691A (en) | X-ray inspection apparatus and inspection method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070207 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3917129 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100216 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110216 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120216 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120216 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130216 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140216 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |