JP2007046221A - 材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置 - Google Patents
材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置 Download PDFInfo
- Publication number
- JP2007046221A JP2007046221A JP2006199716A JP2006199716A JP2007046221A JP 2007046221 A JP2007046221 A JP 2007046221A JP 2006199716 A JP2006199716 A JP 2006199716A JP 2006199716 A JP2006199716 A JP 2006199716A JP 2007046221 A JP2007046221 A JP 2007046221A
- Authority
- JP
- Japan
- Prior art keywords
- motor
- length
- roll
- bearing journal
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/0006—Driving arrangements
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/02—Mechanical driving arrangements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49636—Process for making bearing or component thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49863—Assembling or joining with prestressing of part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49945—Assembling or joining by driven force fit
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53104—Roller or ball bearing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
【課題】材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置を提供する。
【解決手段】端部に設けられる軸受ジャーナルを有するロールと、ロールの長手方向軸線を中心に回転可能であるように軸受ジャーナルがロールに装着される、軸受を有するロールフレームとを有し、かつ軸受ジャーナルに嵌め込まれ、軸受ジャーナルによって支承されるモータを有する、材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置であって、モータが、回転および振動の問題を回避するために軸受ジャーナルに対してクランプされ、クランプ長さがモータシャフトの長さの少なくとも10分の1である装置。本発明はまた、駆動モータ(6)をロール(1)に取り付けるための、または前記駆動モータ(6)を後装着するための方法に関する。
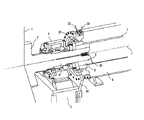
【選択図】図1
【解決手段】端部に設けられる軸受ジャーナルを有するロールと、ロールの長手方向軸線を中心に回転可能であるように軸受ジャーナルがロールに装着される、軸受を有するロールフレームとを有し、かつ軸受ジャーナルに嵌め込まれ、軸受ジャーナルによって支承されるモータを有する、材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置であって、モータが、回転および振動の問題を回避するために軸受ジャーナルに対してクランプされ、クランプ長さがモータシャフトの長さの少なくとも10分の1である装置。本発明はまた、駆動モータ(6)をロール(1)に取り付けるための、または前記駆動モータ(6)を後装着するための方法に関する。
【選択図】図1
Description
本発明は、端部に設けられる軸受ジャーナルを有するロールと、ロールの長手方向軸線を中心に回転可能であるように軸受ジャーナルがロールに装着される、軸受を有するロールフレームとを有し、かつ軸受ジャーナルに嵌め込まれ、特に中空シャフトモータとして構成され、軸受ジャーナルによって支承されるモータを有する、材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置に関する。
嵌め込み式モータを有するロールが知られている。この場合、モータは、通常、中空シャフトモータとして構成され、ロールの軸受ジャーナルに配置される。この種類の駆動システムは、特に、設計がコンパクトである利点を有する。他方、これらのシステムは、モータ中空シャフトとロールの軸受ジャーナルとの間の組立に必要な遊びが、運転の過程で広くなり、その結果、回転および振動の問題が生じる可能性があるという不都合を有する。公知の方法で設計されたクランプユニットによって組立用の遊びを補償する試みは、中断のない長期の運転のために成功していなかった。上述の問題は、ほんの短時間の運転の後でも生じた。
本発明は、第一にコンパクトな設計の可能性を維持するが、第二に上述の問題を有しない冒頭に述べた種類の装置を規定する目的に基づいている。
この目的は、モータが軸受ジャーナルに対してクランプされ、クランプ長さがモータシャフトの長さの少なくとも10分の1であるという点で達成される。
本発明によれば、上に示した問題は、モータと軸受ジャーナルとの間のクランプ長さが規定された最小長、すなわち、モータシャフトの長さの少なくとも10分の1を有する場合に回避できることが認識されている。嵌め込み式モータのコンパクトな設計は、回転または振動の問題を生じることなく、この種類の配置により維持することができる。
最小のクランプ長さは、モータシャフトの長さの好ましくは10分の1.5、特に好ましくは前記長さの10分の2である。回転および振動の特性に関し、これにより、非常に満足な結果を達成することが可能であった。
本発明によれば、抄紙機の従来のロールおよび慣習的な嵌め込み式モータの配置において、最小クランプ長さは、20mm、好ましくは30mm、より好ましくは40mmである。これにより、上に示した利点を達成することも可能であった。
複数のプレス面が設けられる場合、これらのプレス面の各々について、上述の最小クランプ長さが有効であることが好ましい。このようにして、回転または振動の問題がプレス面のいずれにも生じないことを保証できる。
本発明の一改良形態によれば、モータは、カンチレバー配置として公知の方法でロールに取り付けられる。このことは、嵌め込み式モータがロールの軸受ジャーナルの端部に着座することを意味する。この種類の配置では、組立または分解は、特に後装着または変換の場合、特に簡単である。
本発明の他の改良形態によれば、モータは、ロールとロール軸受との間の軸受ジャーナルに配置される。これにより、特に安定した配置、および嵌め込み式モータの内部の大きなクランプ長さの可能性が得られる。
嵌め込み式モータの図示したカンチレバー配置では、アダプタフランジは、モータと軸受ジャーナルとの間に設けられることが好ましい。ほとんど任意の所望のジャーナル形状を有する嵌め込み式モータは、アダプタを使用して使用することができる。モータそれ自体は、ジャーナル形状に適合される必要はなく、その結果、低コストで済む。さらに、嵌め込み式モータを設けるのに、比較的短いジャーナル長さで十分である。したがって、標準的なモータ寸法も使用することができる。
アダプタフランジを使用する場合、アダプタフランジとロールの軸受ジャーナルとの間に、最小のクランプ長さが存在することが好ましい。クランプ接続部の製造は、モータに対して小さなアダプタフランジのため特に簡単である。
アダプタフランジは、モータの外側に配置できるか、またはモータの中空シャフト内に係合できる。言及した第1の配置は、特に簡単かつ廉価であり、一方、第2の配置により、より小さな全体寸法で特に大きなクランプ長さが可能になる。
特に嵌め込み式モータのカンチレバー配置の場合、および特にアダプタフランジを使用する場合、クランプ面は、プレス嵌めによって形成されることが好ましい。この種類のプレス作用は、簡単に実施することができ、後装着または変換の場合に廉価に使用することができる。
本発明の別の改良形態によれば、クランプ面は、クランプ要素によって形成される。この改良の結果、特に大きなクランプ力、したがって、嵌め込み式モータの特に安定した装着を達成することができる。
クランプ要素は、機械的に作動することができる。この場合、クランプ要素は、環状クランプ要素として構成されることが好ましい。この場合、クランプリングが、ロールと反対の嵌め込み式モータの側から作動可能である場合、有利である。
環状クランプ要素の1つの特別な改良形態において、環状クランプ要素は、スロット付きテーパスリーブと、環状クランプ要素を囲むスロット付きテーパリングとを有し、このテーパリングは互いに対して軸方向にクランプ可能である。互いに対して軸方向にクランプされる結果、スロット付きテーパリングは拡げられて、モータの中空シャフトに対してプレスされ、一方、テーパスリーブは、シャフトの軸受ジャーナルに半径方向内向きにプレスされる。これにより、軸受ジャーナルと嵌め込み式モータの中空シャフトとの間に特に安定した接続が形成される。
クランプ中に軸受ジャーナルに対するモータの変位を防止するスペーサリングが、テーパスリーブと嵌め込み式モータの中空シャフトとの間に配置されることが好ましい。これにより、簡単に、軸受ジャーナルへのモータの正しい着座を保証することが可能である。
本発明の別の改良形態によれば、クランプ要素は、油圧式に作動可能である。この結果、特に高いクランプ力を加えることができる。
特に、解放可能な油圧式のプレス嵌め接続部として、クランプ要素を構成することができる。したがって、クランプ要素を必要に応じて使用することができる。
この場合、テーパプレス嵌め接続部としてのプレス嵌め接続部の構造が、特に適切であることが判明している。
特に、嵌め込み式モータとして、非同期電気モータが適切である。しかし、永久磁石を有する同期電気モータなどの他の電気モータも、有利に使用することができる。
本発明はまた、駆動モータを抄紙機のロールに取り付けるための、あるいはロールの駆動部を変換するかまたは後装着するための請求項25に記載の方法に関する。
本発明によれば、モータは、取り付けまたは後装着中に軸受ジャーナルに対してクランプされ、モータシャフトの長さの少なくとも10分の1がクランプ長さとして選択される。
この場合、軸受ジャーナルは、モータの重量を実質的に支承する。
クランプ長さは、モータシャフトの長さの少なくとも10分の1であるように選択される。規定されたモータ寸法またはパワー出力の場合、長さの10分の1.5のクランプ長さ、または代わりにモータ長さの10分の2が選択される。
モータがカンチレバー配置で取り付けられる場合、特に後装着で非常に有利である。アダプタフランジは、モータと軸受ジャーナルとの間に取り付けられる。この場合、プレス嵌め接続またはプレス嵌め(例えば、K7/m6)が実現され、その結果、非常に短い軸受ジャーナルのみで済む。さらに、所望のように、ジャーナル形状を選択することができる。モータそれ自体は、ジャーナル形状に適合する必要はなく、その結果、後装着または変換のために標準的なモータ寸法を使用することができる。
同様に、モータがトルク支持部上の抄紙機のフレームに接続される場合、非常に有利である。
とりわけ、本発明による解決方法の特別な利点は、ロールが変換または後装着中に機械または機械フレームに留まることができ、分解する必要がない点にある。
別の有利な改良の特徴は、さらなる従属請求項に記載されている。
本発明の例示的な実施形態を図面に示し、以下に説明する。図面では、各々の場合に概略図で示されている。
図1に示した装置は、一方の端部に軸受ジャーナル2を有する特に抄紙機のロール1を備え、この軸受ジャーナル2を介して、ロール1が、ロールフレーム3によって支承される軸受4に装着される。軸受ジャーナル2は、ロール1と反対側の軸受4を越えて突出する縮径の端部セクション5を有する。以下に説明する方法でロールを回転駆動するための駆動モータ6は、このセクション5に嵌め込まれる。ロール1は、モータ6を介して長手方向軸線Iを中心に回転させることができる。
駆動モータ6は中空シャフト7を有し、このシャフトに、端部側のロール1を指すようにアダプタフランジ8が締結される。アダプタフランジ8は、中心通路開口部9を有し、その直径は、アダプタフランジ8が軸受ジャーナル2の端部セクション5にプレス嵌めで締結されるように選択される。さらに、モータ6は、トルク支持部10を介し、ロールフレーム3に対して回転式に固定支持される。しかし、モータ6の重量は、軸受ジャーナル2によって実質的に支承される。モータ6は、カンチレバー配置として公知の方法でロール1に取り付けられる。特に、モータ6は、非同期電気モータとして構成される。
アダプタフランジ8の長さおよび軸受ジャーナル2のセクション5の長さは、プレス嵌めを形成するプレス面が、アダプタフランジ8と軸受ジャーナル2のセクション5との間にロール1の回転軸Iの方向に長さL2を有するように選択され、長さL2は、クランプ長さの所望の最小寸法に従って選択される。特に、クランプ長さL2は、モータシャフト7の長さL1の少なくとも10分の1、好ましくは少なくとも10分の1.5、より好ましくは少なくとも10分の2である。これにより、比較的長い運転の後にも、回転または振動の問題が小さくまたはなしに、シャフト1の軸受ジャーナル2へのモータ6の確実な締結が行われる。抄紙機の従来のロール1および慣習的な嵌め込み式モータ6の配置において、クランプ長さL2は、少なくとも20mm、好ましくは少なくとも30mm、より好ましくは少なくとも40mmである。
図2に示した装置では、嵌め込み式モータ6は、ロール1と軸受4との間の軸受ジャーナル2に配置される。この場合、モータ6はまた、トルク支持部10を介し、ロールフレーム3に対して回転式に固定支持され、一方、モータ6の重量は、軸受ジャーナル2によって実質的に支承される。
この変形例では、嵌め込み式モータ6の中空シャフト7および軸受ジャーナル2は、軸受ジャーナル2とモータ6の中空シャフト7との間に配置されるクランプ要素11によって接続され、ロール1と反対のモータ6の側から作動することができる。クランプ要素11は、図4に概略的に示されているように、環状クランプ要素によって形成される。環状クランプ要素11は、同様にスロット付きテーパリング13によって囲まれるスロット付きテーパスリーブ12を備える。各々の場合に、ロール1と反対のそれらの側に、テーパスリーブ12およびテーパリング13は、それぞれ、環状フランジ14と15を有し、通路開口部16がテーパスリーブ12の環状フランジ14に設けられ、ねじ付き孔17がテーパリング13の環状フランジ15に設けられる。図示したように、通路開口部16およびねじ付き孔17は互いに整列され、その結果、ヘッド付きボルト18を開口部にねじ込むことができる。
図4から理解できるように、テーパリング13は、ヘッド付きボルト18をねじ付き孔17にねじ込むことによって、テーパスリーブの環状フランジ14の方向に軸方向に変位させられる。この場合、テーパスリーブ13が拡げられ、テーパスリーブ12とテーパリング13のテーパとスロット付き構造および互いに適合される両方の要素の直径のため、モータ6の中空シャフト7に対してプレスされる。同時に、テーパリング12がこの結果圧縮され、軸受ジャーナル2のセクション5に対しプレスされる。このようにして、固定接続が、モータ6の中空シャフト7とシャフト1の軸受ジャーナル2との間に形成される。
テーパリング13の長さによって決定されるクランプ長さL2は、図4から理解できるように特に長く、回転または振動の問題なしにまたは永続的に小さな問題で、安定した締結を保証する。さもなければ、スペーサリング19は、クランプ要素11の組立中に、モータ6がロール1に対して変位させられないことを保証する。
図3に示した変形例では、駆動モータ6は、カンチレバー配置として公知の方法でロール1の軸受ジャーナル2の端部に取り付けられる。図1の例示的な実施形態におけるように、ここで、アダプタフランジ8が設けられるが、このフランジの延伸セクション20は、モータ6の中空シャフト7内に係合する。
図1の変形例と対照的に、図3の変形例のアダプタフランジ8は、さらに、プレス嵌めで軸受ジャーナル2の上に着座しない。代わりに、アダプタフランジ8は、解放可能な油圧式のプレス嵌め接続部21によって囲まれ、この接続部に圧力流体を供給することができ、この接続部から、油圧ライン22と23を介して圧力流体を取り除くことができる。端部側の中空シャフト7に固定接続されるアダプタフランジ8は、油圧式のプレス嵌め接続部21の作動によって、ロール1の軸受ジャーナル2にプレスされる。
図3から理解できるように、モータ6の中空シャフト7内に係合するセクション20は、上述の最小値を有する長いクランプ長さL2をもたらす。公知の方法で設計されたテーパプレス嵌め接続部は、特に油圧式のプレス嵌め接続部として使用される。
1 ロール
2 軸受ジャーナル
3 ロールフレーム
4 軸受
5 軸受ジャーナル2のセクション
6 嵌め込み式モータ
7 中空シャフト/モータシャフト
8 アダプタフランジ
9 通路開口部
10 トルク支持部
11 クランプ要素
12 テーパスリーブ
13 テーパリング
14 環状フランジ
15 環状フランジ
16 通路開口部
17 ねじ付き孔
18 ヘッド付きボルト
19 スペーサリング
20 アダプタフランジ8のセクション
21 油圧式プレス嵌め接続部
22 油圧ライン
23 油圧ライン
I 回転軸
L1 モータシャフトの長さ
L2 クランプ長さ
2 軸受ジャーナル
3 ロールフレーム
4 軸受
5 軸受ジャーナル2のセクション
6 嵌め込み式モータ
7 中空シャフト/モータシャフト
8 アダプタフランジ
9 通路開口部
10 トルク支持部
11 クランプ要素
12 テーパスリーブ
13 テーパリング
14 環状フランジ
15 環状フランジ
16 通路開口部
17 ねじ付き孔
18 ヘッド付きボルト
19 スペーサリング
20 アダプタフランジ8のセクション
21 油圧式プレス嵌め接続部
22 油圧ライン
23 油圧ライン
I 回転軸
L1 モータシャフトの長さ
L2 クランプ長さ
Claims (42)
- 端部に設けられる軸受ジャーナル(2)を有するロール(1)と、該ロールの長手方向軸線(I)を中心に回転可能であるように前記軸受ジャーナル(2)が該ロール(1)に装着される、軸受(4)を有するロールフレーム(3)とを有し、かつ前記軸受ジャーナル(2)に嵌め込まれ、特に中空シャフトモータとして構成され、前記軸受ジャーナル(2)によって支承されるモータ(6)を有する、材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置において、
前記モータ(6)が前記軸受ジャーナル(2)に対してクランプされ、クランプ長さ(L2)がモータシャフト(7)の長さ(L1)の少なくとも10分の1であることを特徴とする装置。 - 前記クランプ長さ(L2)が前記モータシャフト(7)の長さ(L1)の少なくとも10分の1.5であることを特徴とする、請求項1に記載の装置。
- 前記クランプ長さ(L2)が前記モータシャフト(7)の長さ(L1)の少なくとも10分の2であることを特徴とする、請求項1に記載の装置。
- 前記クランプ長さ(L2)が少なくとも20mmであることを特徴とする、請求項1に記載の装置。
- 前記クランプ長さ(L2)が少なくとも30mmであることを特徴とする、請求項1に記載の装置。
- 前記クランプ長さ(L2)が少なくとも40mmであることを特徴とする、請求項1に記載の装置。
- 複数のクランプ長さ(L2)が存在する場合、各々のクランプ長さが最小長を有することを特徴とする、請求項1〜6のいずれか1項に記載の装置。
- 前記モータ(6)が、カンチレバー配置として公知の方法で前記ロール(1)に取り付けられることを特徴とする、請求項1〜7のいずれか1項に記載の装置。
- アダプタフランジ(8)が前記モータ(6)と前記軸受ジャーナル(2)との間に設けられることを特徴とする、請求項8に記載の装置。
- 前記アダプタフランジ(8)が、前記モータ(6)の外側に配置されることを特徴とする、請求項9に記載の装置。
- 前記アダプタフランジ(8)が、前記モータの中空シャフト(7)内に係合することを特徴とする、請求項9に記載の装置。
- 前記最小のクランプ長さ(L2)が、前記アダプタフランジ(8)と前記軸受ジャーナル(2)との間に存在することを特徴とする、請求項9〜11のいずれか1項に記載の装置。
- 前記モータ(6)が、前記ロール(1)と前記軸受(4)との間の前記軸受ジャーナル(2)に配置されることを特徴とする、請求項1〜7のいずれか1項に記載の装置。
- 前記クランプ面が、圧力クランプによって形成されることを特徴とする、請求項1〜13のいずれか1項に記載の装置。
- 前記クランプ面が、クランプ要素(11、21)によって形成されることを特徴とする、請求項1〜13のいずれか1項に記載の装置。
- 前記クランプ要素(11)が、機械的に作動可能であることを特徴とする、請求項15に記載の装置。
- 前記クランプ要素(11)が、前記ロール(1)と反対の前記モータ(6)の側から作動可能であることを特徴とする、請求項16に記載の装置。
- 前記クランプ要素(11)が、環状クランプ要素として構成されることを特徴とする、請求項16または17に記載の装置。
- 前記環状クランプ要素(11)が、スロット付きテーパスリーブ(12)と、前記環状クランプ要素を囲むスロット付きテーパリング(13)とを有し、該テーパリングが互いに対して軸方向にクランプ可能であることを特徴とする、請求項18に記載の装置。
- クランプ中に前記軸受ジャーナル(2)に対する前記モータ(6)の変位を防止するスペーサリング(19)が、前記テーパスリーブ(12)と前記嵌め込み式モータ(6)の中空シャフト(7)との間に配置されることを特徴とする、請求項19に記載の装置。
- 前記クランプ要素(21)が、油圧式に作動可能であることを特徴とする、請求項15に記載の装置。
- 前記クランプ要素(21)が、解放可能な油圧式のプレス嵌め接続部として構成されることを特徴とする、請求項21に記載の装置。
- 前記プレス嵌め接続部(21)が、テーパプレス嵌め接続部として構成されることを特徴とする、請求項22に記載の装置。
- 前記嵌め込み式モータ(6)が、非同期電気モータとしてまたは特に永久磁石を有する同期電気モータとして構成されることを特徴とする、請求項1〜23のいずれか1項に記載の装置。
- 駆動モータ(6)をロール(1)に取り付けるための、または材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための機械の前記ロール(1)の駆動部に前記モータ(6)を後装着するための方法であって、前記ロールの長手方向軸線(I)を中心に回転可能であるように、軸受(4)を有するロールフレーム(3)の端部に設けられる軸受ジャーナル(2)が前記ロール(1)に装着され、前記ロール(1)が、特に中空シャフトモータとして構成される前記モータ(6)によって駆動される方法において、
前記モータ(6)が、取り付けまたは後装着中に前記軸受ジャーナル(2)に対してクランプされ、前記モータシャフト(7)の長さ(L1)の少なくとも10分の1が、クランプ長さ(L2)として選択されることを特徴とする方法。 - 前記モータシャフト(7)の長さ(L1)の少なくとも10分の1.5が、クランプ長さ(L2)として選択されることを特徴とする、請求項25に記載の方法。
- 前記モータシャフト(7)の長さ(L1)の少なくとも10分の2が、クランプ長さ(L2)として選択されることを特徴とする、請求項25に記載の方法。
- 少なくとも20mmがクランプ長さ(L2)として選択されることを特徴とする、請求項25に記載の方法。
- 少なくとも30mmがクランプ長さ(L2)として選択されることを特徴とする、請求項25に記載の方法。
- 少なくとも40mmがクランプ長さ(L2)として選択されることを特徴とする、請求項25に記載の方法。
- 複数のクランプ長さ(L2)が存在する場合、各々のクランプ長さが最小長を有することを特徴とする、請求項25〜30のいずれか1項に記載の方法。
- 前記モータ(6)が、カンチレバー配置として公知の方法で前記ロール(1)に取り付けられることを特徴とする、請求項25〜31のいずれか1項に記載の方法。
- アダプタフランジ(8)が前記モータ(6)と前記軸受ジャーナル(2)との間に設置されることを特徴とする、請求項32に記載の方法。
- 前記アダプタフランジ(8)が、前記モータ(6)の外側に配置されることを特徴とする、請求項33に記載の方法。
- 前記アダプタフランジ(8)が、前記モータの中空シャフト(7)内に係合するように取り付けられることを特徴とする、請求項34に記載の方法。
- 最小のクランプ長さ(L2)が前記アダプタフランジ(8)と前記軸受ジャーナル(2)との間に維持されるように、前記設置が実行されることを特徴とする、請求項33〜35のいずれか1項に記載の方法。
- 前記モータ(6)が、前記ロール(1)と前記軸受(4)との間の前記軸受ジャーナル(2)に取り付けられることを特徴とする、請求項25〜31のいずれか1項に記載の方法。
- 前記クランプ面が、圧力クランプによって形成されることを特徴とする、請求項25〜37のいずれか1項に記載の方法。
- クランプ要素(11、21)が、クランプ面として設置されることを特徴とする、請求項25〜38のいずれか1項に記載の方法。
- 前記クランプ要素(11、21)が、機械式または油圧式にかつ前記ロール(1)と反対の前記モータ(6)の側から作動されることを特徴とする、請求項39に記載の方法。
- 前記モータ(6)の重量が、実質的に前記軸受ジャーナル(2)によって吸収され、前記モータ(6)が、トルク支持部(10)を介して前記ロールフレーム(2)に接続されることを特徴とする、請求項25〜40のいずれか1項に記載の方法。
- 非同期電気モータが、モータまたは嵌め込み式モータ(6)として好ましくは使用されることを特徴とする、請求項25〜41のいずれか1項に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005037647A DE102005037647A1 (de) | 2005-08-05 | 2005-08-05 | Vorrichtung zur Herstellung und/oder Behandlung einer Materialbahn, insbesondere Papier- oder Kartonbahn |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007046221A true JP2007046221A (ja) | 2007-02-22 |
Family
ID=37311911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006199716A Pending JP2007046221A (ja) | 2005-08-05 | 2006-07-21 | 材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20070039184A1 (ja) |
| EP (1) | EP1749929B1 (ja) |
| JP (1) | JP2007046221A (ja) |
| AT (1) | ATE403031T1 (ja) |
| DE (3) | DE102005037647A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI122613B (fi) * | 2010-07-06 | 2012-04-13 | Metso Paper Inc | Akselijatko, kuiturainan käsittelyelin ja menetelmä |
| FI122759B (fi) | 2010-11-22 | 2012-06-29 | Metso Paper Inc | Kuiturainan käsittelyelin ja menetelmä |
| DE102012007522A1 (de) * | 2012-04-17 | 2013-10-17 | Robert Bosch Gmbh | Antriebssystem zum Antrieb einer Walze und Verfahren zum Herstellen des Antriebssystems |
| DE202013009581U1 (de) | 2012-11-08 | 2013-11-28 | Metso Paper, Inc. | Anordnung zum Anbauen eines Rotationsmittels an eine Walzenachse |
| ES2556482T3 (es) * | 2013-05-10 | 2016-01-18 | Starlinger & Co. Gesellschaft M.B.H. | Accionamiento y sistema con al menos un cilindro o tornillo sin fin extrusor accionado |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2835518A (en) * | 1954-03-19 | 1958-05-20 | Ingersoll Rand Co | Rotary shaft driving connection |
| DE29908433U1 (de) * | 1999-05-11 | 1999-07-29 | Voith Sulzer Papiertechnik Patent GmbH, 89522 Heidenheim | Walze |
| DE50200576D1 (de) * | 2002-02-21 | 2004-08-05 | Reifenhaeuser Masch | Glättvorrichtung |
| DE10319104A1 (de) * | 2003-04-28 | 2004-11-18 | Voith Paper Patent Gmbh | Drehteil mit gemeinsam kippbarem Lager und Antrieb |
| DE10319105A1 (de) * | 2003-04-28 | 2004-11-18 | Voith Paper Patent Gmbh | Drehteil mit Drehantrieb |
-
2005
- 2005-08-05 DE DE102005037647A patent/DE102005037647A1/de not_active Withdrawn
-
2006
- 2006-05-31 EP EP06114754A patent/EP1749929B1/de not_active Not-in-force
- 2006-05-31 DE DE502006001215T patent/DE502006001215D1/de active Active
- 2006-05-31 AT AT06114754T patent/ATE403031T1/de active
- 2006-05-31 DE DE202006020873U patent/DE202006020873U1/de not_active Expired - Lifetime
- 2006-07-21 JP JP2006199716A patent/JP2007046221A/ja active Pending
- 2006-08-02 US US11/498,003 patent/US20070039184A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP1749929B1 (de) | 2008-07-30 |
| DE502006001215D1 (de) | 2008-09-11 |
| US20070039184A1 (en) | 2007-02-22 |
| ATE403031T1 (de) | 2008-08-15 |
| DE102005037647A1 (de) | 2007-02-08 |
| EP1749929A2 (de) | 2007-02-07 |
| DE202006020873U1 (de) | 2011-09-16 |
| EP1749929A3 (de) | 2007-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101874070B1 (ko) | 전기기기, 특히 펌프장치의 전기기기 | |
| US7791239B2 (en) | Rotor with clamping device | |
| CN101135345B (zh) | 直接式传动机构 | |
| JP2007046221A (ja) | 材料ウェブ、特に紙または厚紙ウェブを製造および/または処理するための装置 | |
| JP2009000810A6 (ja) | 遠心力による工具固定システム | |
| JP2009000810A (ja) | 遠心力による工具固定システム | |
| JP2006300521A (ja) | トルクメータの検量装置 | |
| CN102001356A (zh) | 电动动力转向装置 | |
| WO2014170940A1 (ja) | ハイブリッド車両用回転電機のロータ保持構造 | |
| WO2016006545A1 (ja) | 関節駆動装置 | |
| JP2008095271A (ja) | 織機用シャフト伝動装置 | |
| CN100443347C (zh) | 电动动力转向装置 | |
| JPWO2006126243A1 (ja) | モータ軸にボールネジ軸を連結固定する方法 | |
| JP4468071B2 (ja) | エンコーダ取り付け方法および治具 | |
| JP2007154944A (ja) | アクチュエータ構造 | |
| US20070283825A1 (en) | Roller drive end and method for mounting the same | |
| US20030032518A1 (en) | Gear reduction unit, and sub-assembly for unit | |
| US7021167B2 (en) | Rotary joint mechanism | |
| CN114922912A (zh) | 风力涡轮机主轴组件 | |
| JP2013224710A (ja) | モータと減速装置の連結構造 | |
| JP6033578B2 (ja) | 中空軸モータ | |
| JP5064166B2 (ja) | 溶接ガンの加圧駆動装置 | |
| JP2007046220A (ja) | 材料ウェブを製造するおよび/または処理するための装置 | |
| CN107370337B (zh) | 永磁联轴器的立式安装结构及方法和在线分离与复位方法 | |
| JP3415385B2 (ja) | 車輪一体形アウタロータ電動機 |