JP2007002995A - 真空断熱材 - Google Patents
真空断熱材 Download PDFInfo
- Publication number
- JP2007002995A JP2007002995A JP2005258807A JP2005258807A JP2007002995A JP 2007002995 A JP2007002995 A JP 2007002995A JP 2005258807 A JP2005258807 A JP 2005258807A JP 2005258807 A JP2005258807 A JP 2005258807A JP 2007002995 A JP2007002995 A JP 2007002995A
- Authority
- JP
- Japan
- Prior art keywords
- compression
- core material
- heat insulating
- vacuum heat
- insulating material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Thermal Insulation (AREA)
Abstract
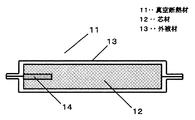
【解決手段】積層体を構成するガラス短繊維は、外被材3による真空包装後、大気圧による芯材2の圧縮により応力が作用した場合でも破断しにくく、より少ない接触点数で大気圧に対抗して芯材2形状を保持し、芯材2の空隙を保持しながら厚み方向の伝熱経路数を低減できる程度に低脆性で繊維強度が強い短繊維であり、積層体を1013hPaまで圧縮後、速やかに圧縮を解放する操作を繰り返す場合において、1回目の圧縮時に圧縮強度が300hPaとなる時の積層体の厚みを基準厚みとし、2回目の圧縮時の前記基準厚みにおける圧縮強度と、300hPaとの比が0.65以上となる。
【選択図】図1
Description
この時、繰り返し圧縮試験装置は一般的なオートグラフが使用できる。試験条件の一例としては、圧縮速度は10mm/分、圧縮用治具は上下共に直径100mmの鉄製の円形型、試験試料はサイズが200mm×200mmで目付量が2500g/m2±15%とし、試料の中心部を圧縮して繰り返し圧縮強度試験を実施するものである。
図1は、本発明の実施の形態1における真空断熱材の断面模式図を示すものである。
図2は、本発明の実施の形態2における真空断熱材の断面模式図を示すものである。
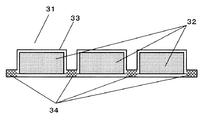
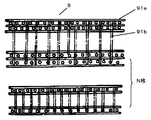
図3は、本発明の実施の形態3における真空断熱材の平面模式図を示すものである。また、図4は、図3のA−A‘線における真空断熱材の断面模式図を示す。

芯材に適用する積層体を構成するガラス短繊維は、汎用的なガラスカレットを主成分とするソーダ石灰ガラスを適用している。しかしながら、ガラス短繊維は加熱急冷法にて強化されているため、高強度で、かつ低脆性となっている。
芯材に適用する積層体を構成するガラス短繊維は、汎用的なガラスカレットを主成分とするソーダ石灰ガラスを適用している。しかしながら、ガラス短繊維は加熱急冷法にて強化されているため、高強度で、かつ低脆性となっている。
芯材に適用する積層体を構成するガラス短繊維は、汎用的なガラスカレットを主成分とするソーダ石灰ガラスを適用している。しかしながら、ガラス短繊維は加熱急冷法にて強化されているため、高強度で、かつ低脆性となっている。
芯材に適用する積層体を構成するガラス短繊維は、汎用的なガラスカレットを主成分とするソーダ石灰ガラスを適用している。しかしながら、ガラス短繊維はフッ化水素酸処理にて強化しているため、高強度で、かつ低脆性となっている。
芯材に適用する積層体を構成するガラス短繊維は、汎用的なガラスカレットを主成分とするソーダ石灰ガラスを適用している。しかしながら、ガラス短繊維はイオン交換処理にて強化しているため、高強度で、かつ低脆性となっている。
芯材に適用する積層体を構成するガラス短繊維は、無アルカリガラスであるEガラスを適用している。Eガラスはガラス組成物自体のヤング率がソーダ石灰ガラスと比較して約10%大きい。その結果、繊維の引張り強度が増大している。
芯材に適用する繊維状物質のガラス短繊維を形成するガラス組成物には、ガラス短繊維としては一般的なソーダ石灰ガラスを適用している。また、同様に、ガラス繊維に特別な処理を施していないことから、汎用的な材料物性を有する従来ガラス短繊維である。
芯材に適用する繊維状物質のガラス短繊維を形成するガラス組成物は、ソーダ石灰ガラスにおいてアルカリ含有率を2倍にする共に、酸化バリウムを5mol%添加したものを適用している。なお、アルカリと酸化バリウムの増加量分だけ酸化ケイ素量を低減している。
2,32 芯材
3,33 外被材
Claims (5)
- ガラス短繊維のウェブの積層体からなる芯材を外被材で覆って前記外被材内部を減圧してなる真空断熱材であって、前記積層体を構成するガラス短繊維は、前記外被材による真空包装後、大気圧による前記芯材の圧縮により応力が作用した場合でも破断しにくく、より少ない接触点数で大気圧に対抗して芯材形状を保持し、前記芯材の空隙を保持しながら厚み方向の伝熱経路数を低減できる程度に低脆性で繊維強度が強い短繊維である真空断熱材。
- 積層体を1013hPaまで圧縮後、速やかに圧縮を解放する操作を繰り返す場合において、1回目の圧縮時に圧縮強度が300hPaとなる時の積層体の厚みを基準厚みとし、2回目の圧縮時の前記基準厚みにおける圧縮強度と、300hPaとの比が0.65以上となる請求項1に記載の真空断熱材。
- 積層体を1013hPaまで圧縮後、速やかに圧縮を解放する操作を繰り返す場合において、1回目の圧縮時に圧縮強度が300hPaとなる時の積層体の厚みを基準厚みとし、2回目の圧縮時に圧縮強度が300hPaとなる時の積層体の厚みと、前記基準厚みとの比が0.9以上となる請求項1に記載の真空断熱材。
- ガラス短繊維のウェブの積層体をバインダー、或いは熱成形によりボード状に成形して芯材としている請求項1から3のいずれか一項に記載の真空断熱材。
- ガラス短繊維のウェブの積層体をボード状に成形することなく芯材としている請求項1から3のいずれか一項に記載の真空断熱材。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005258807A JP4591288B2 (ja) | 2005-05-26 | 2005-09-07 | 真空断熱材の製造方法 |
| US11/919,866 US9855725B2 (en) | 2005-05-23 | 2006-05-19 | Vacuum heat insulator and testing method for the glass fiber laminate to be used in the insulator |
| KR1020097002038A KR100943374B1 (ko) | 2005-05-23 | 2006-05-19 | 진공 단열재의 제조 방법 |
| EP06756377A EP1884704A4 (en) | 2005-05-23 | 2006-05-19 | VACUUM THERMAL INSULATION AND TESTING METHOD FOR GLASS FIBER LAMINATE USED IN INSULATION |
| KR1020077019642A KR20070100384A (ko) | 2005-05-23 | 2006-05-19 | 진공 단열재 및 그것에 이용되는 유리 섬유 적층체의 검사 방법 |
| CN201210227893.4A CN102734601B (zh) | 2005-05-23 | 2006-05-19 | 真空绝热材料 |
| CN2006800089536A CN101147025B (zh) | 2005-05-23 | 2006-05-19 | 真空绝热材料及其所使用的玻璃纤维层叠体的检查方法 |
| PCT/JP2006/310021 WO2006126456A1 (ja) | 2005-05-23 | 2006-05-19 | 真空断熱材およびそれに用いるガラス繊維積層体の検査方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005153502 | 2005-05-26 | ||
| JP2005258807A JP4591288B2 (ja) | 2005-05-26 | 2005-09-07 | 真空断熱材の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005329674A Division JP2007002996A (ja) | 2005-05-26 | 2005-11-15 | 真空断熱材の製造方法とその製造方法により製造された真空断熱材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007002995A true JP2007002995A (ja) | 2007-01-11 |
| JP4591288B2 JP4591288B2 (ja) | 2010-12-01 |
Family
ID=37688809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005258807A Active JP4591288B2 (ja) | 2005-05-23 | 2005-09-07 | 真空断熱材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4591288B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013238305A (ja) * | 2012-05-17 | 2013-11-28 | Nagoya Oil Chem Co Ltd | 保温保冷吸音材 |
| JP2016008694A (ja) * | 2014-06-26 | 2016-01-18 | 三菱電機株式会社 | 繊維集合体の成形方法、繊維集合体、真空断熱材、及び断熱箱 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0226850A (ja) * | 1988-07-13 | 1990-01-29 | Shimadzu Corp | オキシナイトライドガラス短繊維 |
| JPH11505591A (ja) * | 1995-03-16 | 1999-05-21 | オウェンス コーニング | ブレンドウール充填材を有する真空絶縁パネル、及びその製造方法 |
| JP2002081596A (ja) * | 2000-09-06 | 2002-03-22 | Matsushita Refrig Co Ltd | 真空断熱材、および、真空断熱材の製造方法、冷凍機器、ノート型コンピュータ、電気湯沸かし器、オーブンレンジ |
| JP2003532845A (ja) * | 2000-05-12 | 2003-11-05 | コリア インスティテュート オブ サイエンス アンド テクノロジー | ガラスホワイトウールを利用した真空断熱材及びその製造方法 |
| JP2005061611A (ja) * | 2003-07-28 | 2005-03-10 | Asahi Fiber Glass Co Ltd | 真空断熱材用芯材の製造方法 |
-
2005
- 2005-09-07 JP JP2005258807A patent/JP4591288B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0226850A (ja) * | 1988-07-13 | 1990-01-29 | Shimadzu Corp | オキシナイトライドガラス短繊維 |
| JPH11505591A (ja) * | 1995-03-16 | 1999-05-21 | オウェンス コーニング | ブレンドウール充填材を有する真空絶縁パネル、及びその製造方法 |
| JP2003532845A (ja) * | 2000-05-12 | 2003-11-05 | コリア インスティテュート オブ サイエンス アンド テクノロジー | ガラスホワイトウールを利用した真空断熱材及びその製造方法 |
| JP2002081596A (ja) * | 2000-09-06 | 2002-03-22 | Matsushita Refrig Co Ltd | 真空断熱材、および、真空断熱材の製造方法、冷凍機器、ノート型コンピュータ、電気湯沸かし器、オーブンレンジ |
| JP2005061611A (ja) * | 2003-07-28 | 2005-03-10 | Asahi Fiber Glass Co Ltd | 真空断熱材用芯材の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013238305A (ja) * | 2012-05-17 | 2013-11-28 | Nagoya Oil Chem Co Ltd | 保温保冷吸音材 |
| JP2016008694A (ja) * | 2014-06-26 | 2016-01-18 | 三菱電機株式会社 | 繊維集合体の成形方法、繊維集合体、真空断熱材、及び断熱箱 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4591288B2 (ja) | 2010-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| USRE45450E1 (en) | Method for producing glass wool molded product, glass wool molded product, and vacuum insulation material | |
| KR100943374B1 (ko) | 진공 단열재의 제조 방법 | |
| US5609934A (en) | Method of manufacturing heat bonded glass fiber insulation boards | |
| EP2679386B1 (en) | Vacuum insulation material including an inner bag, and method for manufacturing same | |
| GB2451614A (en) | Vacuum insulating structure | |
| JP2007057095A (ja) | 真空断熱材及び断熱材 | |
| CN103574229B (zh) | 真空绝热材料、冰箱、使用了真空绝热材料的设备 | |
| JP4591288B2 (ja) | 真空断熱材の製造方法 | |
| JP2009228886A (ja) | 真空断熱材及びこれを用いた断熱箱 | |
| KR101330743B1 (ko) | 유리섬유직물을 이용한 진공단열재용 심재 및 그를 이용한 진공단열재 | |
| JP4892945B2 (ja) | 真空断熱材 | |
| JP4997198B2 (ja) | 真空断熱材およびそれを用いた断熱箱体並びに冷蔵庫 | |
| JP2007155082A (ja) | 真空断熱材 | |
| JP2007002996A (ja) | 真空断熱材の製造方法とその製造方法により製造された真空断熱材 | |
| JP2006220214A (ja) | 真空断熱材 | |
| JP2007084971A (ja) | グラスウール成形体の製造方法 | |
| JP7154316B2 (ja) | 真空断熱材及び断熱箱 | |
| JP5673617B2 (ja) | 真空断熱材 | |
| WO2013153813A1 (ja) | 真空断熱材、並びに、これを備える冷凍冷蔵庫および住宅壁 | |
| JP6793571B2 (ja) | 真空断熱材、それを備えた機器及び真空断熱材の製造方法 | |
| EP2985376B1 (en) | Core material for vacuum insulator, comprising organic synthetic fiber, and vacuum insulator containing same | |
| JP2007016806A (ja) | 真空断熱材 | |
| WO2021054395A1 (ja) | 真空断熱材 | |
| JP2006161972A (ja) | 真空断熱材 | |
| JP2006002919A (ja) | グラスウールボード及び真空断熱材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080318 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100209 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100830 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130924 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4591288 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130924 Year of fee payment: 3 |