JP2006247754A - 研磨装置、研磨部材、磁石の研磨方法 - Google Patents
研磨装置、研磨部材、磁石の研磨方法 Download PDFInfo
- Publication number
- JP2006247754A JP2006247754A JP2005063550A JP2005063550A JP2006247754A JP 2006247754 A JP2006247754 A JP 2006247754A JP 2005063550 A JP2005063550 A JP 2005063550A JP 2005063550 A JP2005063550 A JP 2005063550A JP 2006247754 A JP2006247754 A JP 2006247754A
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- polishing
- grindstone
- ring member
- grindstones
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Abstract
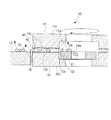
【解決手段】 構成の研磨装置10において、砥石11、12の外周縁部と内周縁部に、リング部材16、17が一体に設けるようにした。そして、磁石Mがテーブル13から砥石11、12に受け渡されるとき、および、磁石Mが砥石11、12から受け台14に受け渡されるときに、テーブル13と砥石12の隙間S1、砥石12と受け台14の隙間S2によって磁石Mが斜めになっても、磁石Mにはリング部材16、17が接触するようにした。
【選択図】図1
Description
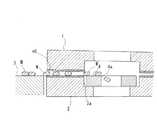
このような磁石の研磨手法の一つとして、上下に対向する一対の砥石を回転させた状態で、これら砥石の間に磁石を送り込むことで、磁石の両面を研磨するものがある(例えば、特許文献1参照。)。
上記したような研磨方法を採用した研磨装置は、図2に示すように、上下の砥石1、2間に対し、研磨対象となる磁石Mは、円板状の砥石1、2の外周側に設けられたテーブル3から送り込まれ、砥石1、2の回転力によって外周側から内周側に移動しつつ、その上下面が研磨される。そして、研磨された磁石Mは、砥石1、2の中央部に形成された開口2aから内周側に押し出され、これが、受け台4を経て、受け台4に形成された排出口4aから排出されるようになっている。このような構成の研磨装置において、磁石Mが小型であると、磁石Mがテーブル3から砥石1、2に受け渡されるとき、テーブル3と砥石1、2の隙間によって磁石Mが斜めになることがあり、このときに、磁石Mの外周縁部m1が砥石1、2に接触し、研磨キズが生じる。磁石Mは、砥石1、2間では砥石1、2の研磨面に沿って略水平状態となるため、このようにして生じた外周縁部m1の研磨キズは、新たに研磨されることで消えることなく、そのまま残ってしまう。また、磁石Mが砥石1、2から受け台4に乗り移るときにも、同様に、砥石1、2と受け台4の隙間によって磁石Mが斜めになることがあり、これによっても磁石Mの外周縁部m1に研磨キズが生じることがある。
本発明は、このような技術的課題に基づいてなされたもので、小型の磁石等においても、研磨工程で外周縁部等に研磨キズが残るのを防止し、品質を向上させることのできる研磨装置、磁石の研磨方法等を提供することを目的とする。
このようなリング部材は、さらに、磁石よりも柔らかい材質で形成するのが好ましい。このようなリング部材の材質としては、鉄、アルミ、銅、真鍮、錫等の金属系材料の他、樹脂系材料等を用いるのが好ましい。
本実施の形態においては、フェライト磁石の外周部等を研磨するものとする。
研磨対象となるフェライト磁石を製造するには、例えば、以下に示すような工程を経る。
まず原料を所定の配合比で混合したものを仮焼してフェライト化させる。原料としては、酸化物粉末、または焼成により酸化物となる化合物、例えば炭酸塩、水酸化物、硝酸塩等の粉末を用いる。仮焼は、通常、空気中等の酸化性雰囲気中で行えば良い。
スラリーを混練した後、スラリーを型に注入し、所定方向の磁場をかけながら圧縮成形することで磁場中成形を行う。
この後、得られたフェライト磁石の表面や外周縁部等を研磨し、寸法精度の調整、バリの除去等を行う。
図1に示すように、研磨装置10は、上下に対向配置された円板状の砥石(研磨部材)11、12を備えている。
砥石11、12は、それぞれ所定の外径を有した円板状で、その中央部には、所定径の開口11a、12aが形成されている。上方の砥石11は、入口(研磨すべき磁石Mを送り込む位置)側から、砥石11の中心を挟みその反対側に向けて、下方の砥石12との間隔が徐々に小さくなるように支持されている。これら砥石11、12は、図示しない駆動機構で所定の回転速度で回転駆動されるようになっている。
リング部材16、17は、砥石11、12の研磨面11b、12bに連続するよう設けられている。また、このリング部材16、17は、研磨面11b、12bおよび磁石Mより硬度の低い材料で形成されている。このリング部材16、17の材質としては、鉄、アルミ、樹脂、ステンレス、真鍮、錫、あるいはその合金、さらにはそれらの焼結体等が好ましい。
磁石Mが小型である場合、磁石Mがテーブル13から砥石12に受け渡されるとき、および、磁石Mが砥石12から受け台14に受け渡されるときに、テーブル13と砥石12の隙間S1、砥石12と受け台14の隙間S2によって磁石Mが斜めになることがあるが、砥石11、12にはリング部材16、17が設けられているため、斜めになった磁石Mには、このリング部材16、17が接触する。リング部材16、17は、研磨面11b、12bおよび磁石Mよりも柔らかい材質で形成されているため、磁石Mが接触しても研磨キズを生じさせることがない。これによって磁石Mの外周縁部m1等に研磨キズが生じるのを防止でき、磁石Mの品質を向上させることができる。その結果、磁石Mの歩留まり等を向上させることができる。さらに、従来、品質確保のために、研磨キズの有無の検査等を行っていた場合、この検査を不要とすることもでき、検査コスト等も低減でき、磁石Mの生産コストの低減にも繋がる。
Claims (5)
- 磁石を研磨する研磨装置であって、
互いに対向するように設けられた一対の円板状の砥石と、
前記砥石を回転駆動させる駆動機構と、
前記砥石の外周部および/または内周部に、前記砥石との間に隙間を有して固定状態に設けられ、前記砥石との間で前記磁石の受け渡しを行う固定台と、
前記砥石の研磨面側の外周縁部および内周縁部に設けられ、前記砥石の研磨面よりも柔らかい材質で形成されたリング状のリング部材と、
を備えることを特徴とする研磨装置。 - 前記リング部材は、前記磁石よりも柔らかい材質で形成されていることを特徴とする請求項1に記載の研磨装置。
- 中央部に開口が形成された円板状の基材と、
前記基材の一面側において、前記基材の外周縁部に設けられた金属製の第一のリング部材と、
前記基材の一面側において、前記基材の前記開口周囲に設けられた金属製の第二のリング部材と、
前記基材の一面側において、前記第一のリング部材と前記第二のリング部材の間の領域に設けられた研磨材と、
を備えることを特徴とする研磨部材。 - 一対の円板状の砥石間で磁石を研磨する方法であって、
それぞれ外周部に金属製のリング部材が装着された一対の前記砥石の外周側から、前記砥石間に前記磁石を受け渡す工程と、
一対の前記砥石間で前記磁石を研磨する工程と、を有することを特徴とする磁石の研磨方法。 - 前記砥石の中央部に前記磁石を排出するための開口が形成されるとともに前記砥石の前記開口周囲にも金属製のリング部材が装着され、
研磨後の前記磁石を前記開口から排出することを特徴とする請求項4に記載の磁石の研磨方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005063550A JP2006247754A (ja) | 2005-03-08 | 2005-03-08 | 研磨装置、研磨部材、磁石の研磨方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005063550A JP2006247754A (ja) | 2005-03-08 | 2005-03-08 | 研磨装置、研磨部材、磁石の研磨方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006247754A true JP2006247754A (ja) | 2006-09-21 |
Family
ID=37088761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005063550A Pending JP2006247754A (ja) | 2005-03-08 | 2005-03-08 | 研磨装置、研磨部材、磁石の研磨方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006247754A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011008346A1 (en) * | 2009-07-14 | 2011-01-20 | University Of Florida Research Foundation, Inc. | Finishing of surfaces of tubes |
| JP2011104685A (ja) * | 2009-11-16 | 2011-06-02 | Yamaguchi Engineer Ltd | 両頭研削装置 |
| CN103559976A (zh) * | 2013-11-08 | 2014-02-05 | 太原理工大学 | 磁性磨粒光整加工中的电控永磁磁场发生装置及应用方法 |
| CN103909459A (zh) * | 2014-04-02 | 2014-07-09 | 湖州科富电子科技有限公司 | 一种自动筛选软磁磨削装置 |
| CN105538108A (zh) * | 2015-12-14 | 2016-05-04 | 宁波韵升磁体元件技术有限公司 | 一种具有高垂直度要求的钕铁硼小磁环的加工方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1058331A (ja) * | 1996-08-08 | 1998-03-03 | Noritake Dia Kk | ラッピング用超砥粒ホイール |
| JP2003076409A (ja) * | 2001-09-05 | 2003-03-14 | Nippei Toyama Corp | 数値制御研削盤 |
| JP2003145396A (ja) * | 2001-11-12 | 2003-05-20 | Koyo Mach Ind Co Ltd | 平面研削方法およびその装置 |
| JP2003163129A (ja) * | 2001-11-28 | 2003-06-06 | Dowa Mining Co Ltd | 焼結希土類磁石合金薄板の製法および該薄板の表面研削装置 |
| JP2003188132A (ja) * | 2001-12-17 | 2003-07-04 | Matsushita Electric Ind Co Ltd | 研磨レシピ決定方法 |
-
2005
- 2005-03-08 JP JP2005063550A patent/JP2006247754A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1058331A (ja) * | 1996-08-08 | 1998-03-03 | Noritake Dia Kk | ラッピング用超砥粒ホイール |
| JP2003076409A (ja) * | 2001-09-05 | 2003-03-14 | Nippei Toyama Corp | 数値制御研削盤 |
| JP2003145396A (ja) * | 2001-11-12 | 2003-05-20 | Koyo Mach Ind Co Ltd | 平面研削方法およびその装置 |
| JP2003163129A (ja) * | 2001-11-28 | 2003-06-06 | Dowa Mining Co Ltd | 焼結希土類磁石合金薄板の製法および該薄板の表面研削装置 |
| JP2003188132A (ja) * | 2001-12-17 | 2003-07-04 | Matsushita Electric Ind Co Ltd | 研磨レシピ決定方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011008346A1 (en) * | 2009-07-14 | 2011-01-20 | University Of Florida Research Foundation, Inc. | Finishing of surfaces of tubes |
| US8708778B2 (en) | 2009-07-14 | 2014-04-29 | University Of Florida Research Foundation, Inc. | Finishing of surfaces of tubes |
| JP2011104685A (ja) * | 2009-11-16 | 2011-06-02 | Yamaguchi Engineer Ltd | 両頭研削装置 |
| CN103559976A (zh) * | 2013-11-08 | 2014-02-05 | 太原理工大学 | 磁性磨粒光整加工中的电控永磁磁场发生装置及应用方法 |
| CN103909459A (zh) * | 2014-04-02 | 2014-07-09 | 湖州科富电子科技有限公司 | 一种自动筛选软磁磨削装置 |
| CN103909459B (zh) * | 2014-04-02 | 2016-04-27 | 湖州科富电子科技有限公司 | 一种自动筛选软磁磨削装置 |
| CN105538108A (zh) * | 2015-12-14 | 2016-05-04 | 宁波韵升磁体元件技术有限公司 | 一种具有高垂直度要求的钕铁硼小磁环的加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5334040B2 (ja) | 球状体の研磨装置、球状体の研磨方法および球状部材の製造方法 | |
| TWI387510B (zh) | Method for processing chamfering of semiconductor wafers and correction of groove shape of whetstone | |
| JP2006247754A (ja) | 研磨装置、研磨部材、磁石の研磨方法 | |
| JPH1071549A (ja) | 遊離砥粒によるウエーハの面取装置及び面取方法 | |
| JP5179158B2 (ja) | ドレッサボード | |
| CN110125731B (zh) | 保持面的磨削方法 | |
| JPWO2018225719A1 (ja) | テーパ付きフェライトコア、及びそれを製造する方法及び装置、並びにそれを用いたインダクタンス素子 | |
| CN106239351B (zh) | 一种研磨装置 | |
| US20220023997A1 (en) | Synthetic grindstone | |
| CN107530867B (zh) | 研磨用磨石 | |
| KR101459607B1 (ko) | 웨이퍼 그라인딩 장치 | |
| JP2006297528A (ja) | 塊状砥粒を有するレジノイド砥石の製造方法 | |
| JP2012143852A (ja) | ガラスディスクの製造装置 | |
| JP2007185753A (ja) | 研削研磨砥石 | |
| JP2015199138A (ja) | 砥石、研磨装置、研磨方法およびセラミックス部材の製造方法 | |
| JP2835628B2 (ja) | セラミックスの真球研磨法と、それに用いる真球研磨用案内具 | |
| KR102662484B1 (ko) | 유지면의 연삭 방법 | |
| CN212095894U (zh) | 用于半导体晶片的盘式磨削的改进装置 | |
| JP2016190284A (ja) | 面取り基板の製造方法及びそれに用いられる面取り装置 | |
| JP2007105815A (ja) | 脆性材料を用いた球体の表面加工装置ならびに加工方法 | |
| JP2007098508A (ja) | 脆性材料を用いた球体の表面加工装置ならびに加工方法 | |
| US3537830A (en) | Apparatus for grinding | |
| JP3676401B2 (ja) | 研磨用砥石の製造方法 | |
| JPH0326348A (ja) | 粉砕装置 | |
| JP2019130636A (ja) | 保持面の研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071105 |
|
| A977 | Report on retrieval |
Effective date: 20090319 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20110202 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110629 |