JP2006116552A - 閉断面構造体の製造方法 - Google Patents
閉断面構造体の製造方法 Download PDFInfo
- Publication number
- JP2006116552A JP2006116552A JP2004304011A JP2004304011A JP2006116552A JP 2006116552 A JP2006116552 A JP 2006116552A JP 2004304011 A JP2004304011 A JP 2004304011A JP 2004304011 A JP2004304011 A JP 2004304011A JP 2006116552 A JP2006116552 A JP 2006116552A
- Authority
- JP
- Japan
- Prior art keywords
- closed cross
- section structure
- section
- flat
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 title claims description 21
- 239000002184 metal Substances 0.000 claims abstract description 20
- 238000003825 pressing Methods 0.000 claims abstract description 10
- 238000003466 welding Methods 0.000 claims description 16
- 239000011265 semifinished product Substances 0.000 abstract description 38
- 238000010586 diagram Methods 0.000 description 9
- 238000003754 machining Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 5
- 230000003014 reinforcing effect Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images









Abstract
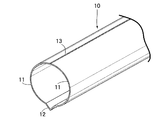
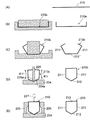
【解決手段】金属平板15をプレス成形することで,断面平坦な連結部12′の両端から一対の閉断面構造体半部11,11を立ち上がらせてなる半成品10bを製作する工程と,両閉断面構造体半部11,11の間に挿入した偏平パンチ25により連結部12′を内側から押圧して断面V字状の屈曲部12に成形しながら両閉断面構造体半部11,11を更に立ち上がらせる工程と,両閉断面構造体半部11,11間から偏平パンチ25を引き上げた後,両閉断面構造体半部11の外端を相互に突き合わせて溶接する工程とを順次実行する。
【選択図】 図2
Description
10b,110c,210b,310c・・・半成品
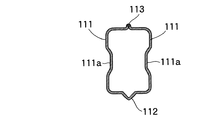
11,111,211,311・・・閉断面構造体半部
12,112,212,312・・・屈曲部
12′,112′,212′,312′・・・平坦部
13,113,213,313・・・溶接部
15,115,215,315・・・金属平板
25,125,225,325・・・パンチ
Claims (2)
- 金属平板(15,115,215,315)をプレス成形することで,断面平坦な連結部(12′,112′,212′,312′)の両端から一対の閉断面構造体半部(11,11;111,111;211,211;311,311)を立ち上がらせてなる半成品(10b,110c,210b,310c)を製作する工程と,前記両閉断面構造体半部(11,11;111,111;211,211;311,311)の間に挿入した偏平パンチ(25,125,225,325)により前記連結部(12′,112′,212′,312′)を内側から押圧して外側に隆起した屈曲部(12,112,212,312)に成形しながら前記両閉断面構造体半部(11,11;111,111;211,211;311,311)を更に立ち上がらせる工程と,前記両閉断面構造体半部(11,11;111,111;211,211;311,311)間から前記偏平パンチ(25,125,225,325)を引き上げた後,前記両閉断面構造体半部(11,11;111,111;211,211;311,311)の外端を相互に突き合わせて溶接する工程とを順次実行することを特徴とする,閉断面構造体の製造方法。
- 前記請求項1記載の閉断面構造体の製造方法において,
前記偏平パンチ(25,125,225,325)による前記隆起部(12,112,212,312)の成形時,前記両閉断面構造体半部(11,11;111,111;211,211;311,311)に反りを発生させ,この前記両閉断面構造体半部(11,11;111,111;211,211;311,311)の間から前記偏平パンチ(25,125,225,325)を引き上げたとき,前記両閉断面構造体半部(11,11;111,111;211,211;311,311)の外端を前記反りの復元力により互いに突き合わせることを特徴とする,閉断面構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004304011A JP4679108B2 (ja) | 2004-10-19 | 2004-10-19 | 閉断面構造体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004304011A JP4679108B2 (ja) | 2004-10-19 | 2004-10-19 | 閉断面構造体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006116552A true JP2006116552A (ja) | 2006-05-11 |
| JP4679108B2 JP4679108B2 (ja) | 2011-04-27 |
Family
ID=36534926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004304011A Expired - Fee Related JP4679108B2 (ja) | 2004-10-19 | 2004-10-19 | 閉断面構造体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4679108B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010247225A (ja) * | 2008-11-06 | 2010-11-04 | Jfe Steel Corp | 閉断面構造の成形方法、及び閉断面構造成形用の成形装置 |
| WO2013179617A1 (ja) | 2012-05-28 | 2013-12-05 | Jfeスチール株式会社 | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| WO2013179618A1 (ja) | 2012-05-28 | 2013-12-05 | Jfeスチール株式会社 | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| CN105492136A (zh) * | 2013-08-26 | 2016-04-13 | 杰富意钢铁株式会社 | 具有弯曲形状的多边形闭合截面结构部件的制造方法以及通过该方法制造的多边形闭合截面结构部件 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57165120A (en) * | 1981-04-03 | 1982-10-12 | Nissan Motor Co Ltd | Manufacture of bent pipe |
| JPH01162522A (ja) * | 1987-12-18 | 1989-06-27 | Nakao Giken Kogyo:Kk | 隅丸四角筒体の成形方法 |
| JPH1058040A (ja) * | 1996-08-26 | 1998-03-03 | Toyota Motor Corp | 中空断面部材のプレス成形方法 |
-
2004
- 2004-10-19 JP JP2004304011A patent/JP4679108B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57165120A (en) * | 1981-04-03 | 1982-10-12 | Nissan Motor Co Ltd | Manufacture of bent pipe |
| JPH01162522A (ja) * | 1987-12-18 | 1989-06-27 | Nakao Giken Kogyo:Kk | 隅丸四角筒体の成形方法 |
| JPH1058040A (ja) * | 1996-08-26 | 1998-03-03 | Toyota Motor Corp | 中空断面部材のプレス成形方法 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010247225A (ja) * | 2008-11-06 | 2010-11-04 | Jfe Steel Corp | 閉断面構造の成形方法、及び閉断面構造成形用の成形装置 |
| KR20140148495A (ko) | 2012-05-28 | 2014-12-31 | 제이에프이 스틸 가부시키가이샤 | 폐단면 구조체의 성형 방법 및 폐단면 구조체의 성형 장치 |
| WO2013179618A1 (ja) | 2012-05-28 | 2013-12-05 | Jfeスチール株式会社 | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| JP2013244512A (ja) * | 2012-05-28 | 2013-12-09 | Jfe Steel Corp | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| JP2013244511A (ja) * | 2012-05-28 | 2013-12-09 | Jfe Steel Corp | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| KR20140148494A (ko) | 2012-05-28 | 2014-12-31 | 제이에프이 스틸 가부시키가이샤 | 폐단면 구조체의 성형 방법 및 폐단면 구조체의 성형 장치 |
| WO2013179617A1 (ja) | 2012-05-28 | 2013-12-05 | Jfeスチール株式会社 | 閉断面構造体の成形方法及び閉断面構造体の成形装置 |
| US9630238B2 (en) | 2012-05-28 | 2017-04-25 | Jfe Steel Corporation | Method and apparatus that forms a closed cross-sectional structure |
| US9862017B2 (en) | 2012-05-28 | 2018-01-09 | Jfe Steel Corporation | Method and apparatus that forms a closed cross-sectional structure |
| US10160031B2 (en) | 2012-05-28 | 2018-12-25 | Jfe Steel Corporation | Method of forming a closed cross-sectional structure |
| CN105492136A (zh) * | 2013-08-26 | 2016-04-13 | 杰富意钢铁株式会社 | 具有弯曲形状的多边形闭合截面结构部件的制造方法以及通过该方法制造的多边形闭合截面结构部件 |
| US20160243603A1 (en) * | 2013-08-26 | 2016-08-25 | Jfe Steel Corporation | Method of producing polygonal closed cross-section structural component with a curved form and polygonal closed cross-section structural component produced by the method |
| US9981298B2 (en) * | 2013-08-26 | 2018-05-29 | Jfe Steel Corporation | Method of producing polygonal closed cross-section structural component with a curved form and polygonal closed cross-section structural component produced by the method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4679108B2 (ja) | 2011-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101313887B1 (ko) | 저-스프링백 하프 쉘과 그러한 저-스프링백 하프 쉘 두 개로 구성된 중공 프로파일을 제조하기 위한 방법과 장치 | |
| JP3258470B2 (ja) | 積層金属シートの接合方法及びその接合工具セット | |
| JP5433243B2 (ja) | 角パイプ、フレーム構造体、角パイプの製造方法、および、角パイプの製造装置 | |
| JP5454619B2 (ja) | 閉断面構造体の成形方法及び閉断面構造体の成形装置 | |
| GB1559186A (en) | Method of fabricating a bifurcated part of a cardan joint joint and apparatus for the performance thereof | |
| JP5966617B2 (ja) | 閉断面構造体の成形方法及び閉断面構造体の成形装置 | |
| JP5706042B2 (ja) | スリット付き中空異型材の製造方法 | |
| JP2017177594A (ja) | サポート及びワーク並びに当該サポートの造形方法 | |
| JP3114918B2 (ja) | 湾曲中空パイプの製造方法 | |
| JP4679108B2 (ja) | 閉断面構造体の製造方法 | |
| JP3863146B2 (ja) | カッティングブレードの溝加工装置 | |
| JP6577955B2 (ja) | 部品形状を個別に適合させる方法 | |
| US7721404B2 (en) | Method of producing honeycomb structure | |
| JP4446627B2 (ja) | 打抜装置 | |
| JP2007015016A (ja) | キャンバ孔を有する金属板を製造する方法 | |
| JP2004337919A (ja) | 積層金型 | |
| JP2000326030A (ja) | 中空部材の製造方法 | |
| KR101545842B1 (ko) | 단위셀 구조의 제조방법, 단위셀 구조를 포함하는 샌드위치 판재 및 이의 제조방법 | |
| TWI480110B (zh) | 閉斷面構造部品的製造方法及裝置 | |
| JP4949045B2 (ja) | 木造建築部材用連結金物 | |
| KR100730572B1 (ko) | 샌드위치 판재 제작방법 및 제작용 금형세트 | |
| JP2016155167A (ja) | 角形柱状体パイプの加工方法 | |
| JP2021178342A (ja) | パイプ斜材の接合固着方法及び接合固着構造 | |
| JP2020192567A (ja) | 曲げ加工品の製造方法及び曲げ加工品 | |
| JP2001219854A (ja) | 中空ラック軸およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101112 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20101112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110105 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4679108 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |