JP2006015241A - ペースト塗布装置 - Google Patents
ペースト塗布装置 Download PDFInfo
- Publication number
- JP2006015241A JP2006015241A JP2004195555A JP2004195555A JP2006015241A JP 2006015241 A JP2006015241 A JP 2006015241A JP 2004195555 A JP2004195555 A JP 2004195555A JP 2004195555 A JP2004195555 A JP 2004195555A JP 2006015241 A JP2006015241 A JP 2006015241A
- Authority
- JP
- Japan
- Prior art keywords
- paste
- coating
- sheet
- backup member
- coating sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
【解決手段】 ペーストPが塗布される捨て打ち塗布用シート22aの反対側kの面(下面)をバックアップ部材22dにより支持されるように構成する。
これにより、捨て打ち塗布用シート22aの上面の平坦性が確保され、ガラス基板1と同様な塗布面形状を形成できるので、塗布された捨て打ち用のペースト形状の撮影画面から、ペースト吐出状況の良否を適正に判定することができる。
【選択図】 図1
Description
ペースト塗布装置に採用されるペーストは、通常、時間の経過とともに粘度特性が変化する。
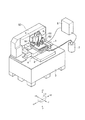
図1は、本発明によるペースト塗布装置の一実施例を示した構成図である。
図1において、ペーストが塗布されるガラス基板1は、ステージ2上に吸着載置され、ステージ2は、架台3に組み込まれたX−Y−θ移動機構4上に取り付けられるように構成されている。
図2はステージ2の要部を示した拡大図、図3は図2のA−A矢視断面図である。
ペースト塗布装置のX−Y−θ移動機構4は、ガラス基板1を搭載したステージ2をX−Y−θ方向に移動させ、ガラス基板1の位置を移動調整することができる。
捨て打ち塗布用シート22aは、ペーストPが捨て打ちされる部分をバックアップ部材22d上に吸着支持されて、ペーストPが塗布される捨て打ち塗布用シート22aの上面がガラス基板1の上面と高さ位置を等しくされるとともに、基板1と同様の平坦性が確保される。従って、ペーストPを基板1面に塗布する場合と同等の条件で捨て打ち塗布用シート22a上に適正に塗布することが可能となり、捨て打ち塗布されたペーストPの塗布パターンに基づく塗布量の良否判定を適正に行なうことができる。
2 ステージ
21 基板保持部
22 捨て打ち部
22a 捨て打ち塗布用シート
22aa 貫通孔
22b 供給ローラ
22ba モータ
22c 送り側張力ローラ(テンションローラ)
22d バックアップ部材
22e 送り側転送ローラ
22f 受け側転送ローラ
22g 受け側張力ローラ(テンションローラ)
22ga 突起
22gb 軸ガイド
22h 巻き取りローラ
22ha モータ
3 架台
4 X−Y−θ移動機構
5 塗布ヘッド5
51 認識カメラ
52 レーザ距離計
6 制御器
7 吸気ポンプ
P ペースト
Claims (4)
- 基板上へのペースト塗布に先立ち、捨て打ち塗布用シート上にペーストを吐出させるように構成されたペースト塗布装置において、
前記捨て打ち塗布用シートを前記ペーストが塗布される面の反対側から支持するバックアップ部材を備えたことを特徴とするペースト塗布装置。 - 前記バックアップ部材は、支持した前記捨て打ち塗布用シート側に向けて開口孔を有する多孔質材からなり、前記開口孔からの吸気操作により前記捨て打ち塗布用シートを吸着するように構成されたことを特徴とする請求項1に記載のペースト塗布装置。
- 前記捨て打ち塗布用シートは、供給ローラから引き出され前記バックアップ部材を経て巻き取りローラに巻き取られる長尺な帯状に構成され、
前記バックアップ部材と前記巻き取りローラとの間に、前記捨て打ち塗布用シートに張力を付与するテンションローラを設けた
ことを特徴とする請求項1または請求項2に記載のペースト塗布装置。 - 前記捨て打ち塗布用シートは、長手方向の両縁部に沿って、等間隔で配列された複数個の貫通孔を有し、
前記テンションローラは、回転軸方向の中央部よりも両端部において径大に形成されるとともに、径大な前記両端部は捨て打ち塗布用シートの前記貫通孔に嵌り込む複数個の突起を有して歯車状に構成された
ことを特徴とする請求項3に記載のペースト塗布装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004195555A JP2006015241A (ja) | 2004-07-01 | 2004-07-01 | ペースト塗布装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004195555A JP2006015241A (ja) | 2004-07-01 | 2004-07-01 | ペースト塗布装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006015241A true JP2006015241A (ja) | 2006-01-19 |
| JP2006015241A5 JP2006015241A5 (ja) | 2007-08-16 |
Family
ID=35789952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004195555A Pending JP2006015241A (ja) | 2004-07-01 | 2004-07-01 | ペースト塗布装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006015241A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007237123A (ja) * | 2006-03-10 | 2007-09-20 | Seiko Epson Corp | 吐出検査装置、液滴吐出装置、並びに電気光学装置の製造方法、電気光学装置および電子機器 |
| JP2007237124A (ja) * | 2006-03-10 | 2007-09-20 | Seiko Epson Corp | 吐出検査装置、液滴吐出装置、並びに電気光学装置の製造方法、電気光学装置および電子機器 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5339051U (ja) * | 1976-09-08 | 1978-04-05 | ||
| JPH04114765A (ja) * | 1990-09-05 | 1992-04-15 | Yamaha Motor Co Ltd | 塗布剤の塗布装置 |
| JPH11109515A (ja) * | 1997-09-30 | 1999-04-23 | Sony Corp | 制動装置 |
| JP2002192048A (ja) * | 2000-12-26 | 2002-07-10 | Toppan Printing Co Ltd | ダイ先端クリーニング装置及びダイコータ |
| JP2003275649A (ja) * | 2002-03-26 | 2003-09-30 | Fuji Mach Mfg Co Ltd | 高粘性流体塗布装置 |
-
2004
- 2004-07-01 JP JP2004195555A patent/JP2006015241A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5339051U (ja) * | 1976-09-08 | 1978-04-05 | ||
| JPH04114765A (ja) * | 1990-09-05 | 1992-04-15 | Yamaha Motor Co Ltd | 塗布剤の塗布装置 |
| JPH11109515A (ja) * | 1997-09-30 | 1999-04-23 | Sony Corp | 制動装置 |
| JP2002192048A (ja) * | 2000-12-26 | 2002-07-10 | Toppan Printing Co Ltd | ダイ先端クリーニング装置及びダイコータ |
| JP2003275649A (ja) * | 2002-03-26 | 2003-09-30 | Fuji Mach Mfg Co Ltd | 高粘性流体塗布装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007237123A (ja) * | 2006-03-10 | 2007-09-20 | Seiko Epson Corp | 吐出検査装置、液滴吐出装置、並びに電気光学装置の製造方法、電気光学装置および電子機器 |
| JP2007237124A (ja) * | 2006-03-10 | 2007-09-20 | Seiko Epson Corp | 吐出検査装置、液滴吐出装置、並びに電気光学装置の製造方法、電気光学装置および電子機器 |
| JP4654948B2 (ja) * | 2006-03-10 | 2011-03-23 | セイコーエプソン株式会社 | 吐出検査装置、液滴吐出装置および電気光学装置の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI662373B (zh) | Exposure device | |
| JP4985753B2 (ja) | スクリーン印刷システム及びスクリーン印刷システムのマスクのクリーニング方法 | |
| JP4560682B2 (ja) | 導電性ボール搭載装置 | |
| JP2009297922A (ja) | クリーニング装置及びスクリーン印刷装置 | |
| JP5062243B2 (ja) | スクリーン印刷システム及びスクリーン印刷システムのマスクのクリーニング方法 | |
| KR20220143025A (ko) | 땜납 페이스트를 부품에 인쇄하기 위한 시스템 및 방법 | |
| TW201524791A (zh) | 移印裝置 | |
| JP4560683B2 (ja) | 導電性ボール配列装置 | |
| KR101391346B1 (ko) | 프린트 기판의 제조 장치 및 제조 방법 | |
| JP2001320159A (ja) | 電子部品の実装方法および表面実装機 | |
| JP2006015241A (ja) | ペースト塗布装置 | |
| KR20180135936A (ko) | 필름 부재 첩부 장치, 필름 부재 첩부 방법 및 가이드 부재 | |
| US20190075691A1 (en) | Electronic component mounting device and dispenser | |
| JP2006302921A (ja) | 導電性ボール搭載装置 | |
| JP6968750B2 (ja) | マスク清掃装置、印刷機、マスク清掃方法 | |
| JP2006303341A (ja) | 導電性ボール配列装置 | |
| JP2006309541A (ja) | Icチップ実装体の製造装置 | |
| JP4197334B2 (ja) | 貼り合わせ装置及びその装置を用いたインクジェットヘッドの製造方法 | |
| WO2014068691A1 (ja) | 対基板作業システムおよび粘性流体供給方法 | |
| JP2011126050A (ja) | スクリーン印刷システム及びスクリーン印刷システムのマスクのクリーニング方法 | |
| JP6503212B2 (ja) | 印刷機 | |
| JP7431971B2 (ja) | 液剤塗布装置 | |
| JP3799895B2 (ja) | 電子部品の実装装置および実装方法 | |
| JP2019018534A (ja) | 印刷装置および印刷方法 | |
| JP2005123636A (ja) | 基板用支持治具、並びに回路基板製造装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070702 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100112 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100511 |