JP2005313229A - 有芯電極に対して波形特性制御を用いた電気アーク溶接機システム - Google Patents
有芯電極に対して波形特性制御を用いた電気アーク溶接機システム Download PDFInfo
- Publication number
- JP2005313229A JP2005313229A JP2005032411A JP2005032411A JP2005313229A JP 2005313229 A JP2005313229 A JP 2005313229A JP 2005032411 A JP2005032411 A JP 2005032411A JP 2005032411 A JP2005032411 A JP 2005032411A JP 2005313229 A JP2005313229 A JP 2005313229A
- Authority
- JP
- Japan
- Prior art keywords
- waveform
- electrode
- welding
- waveforms
- characteristic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/09—Arrangements or circuits for arc welding with pulsed current or voltage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/09—Arrangements or circuits for arc welding with pulsed current or voltage
- B23K9/091—Arrangements or circuits for arc welding with pulsed current or voltage characterised by the circuits
- B23K9/092—Arrangements or circuits for arc welding with pulsed current or voltage characterised by the circuits characterised by the shape of the pulses produced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
- B23K9/1006—Power supply
- B23K9/1043—Power supply characterised by the electric circuit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
- B23K9/1006—Power supply
- B23K9/1043—Power supply characterised by the electric circuit
- B23K9/1068—Electric circuits for the supply of power to two or more arcs from a single source
Abstract
【解決手段】各波形が、少なくとも18kHzの周波数で生成された多数の短絡電流パルスの各々の振幅によって形成される特性を有し、前記特性が、前記短絡電流パルスを制御する波形整形器に対する入力信号によって決まる、一連の波形における個々の波形を生成するための高周波スイッチングデバイスと、特定の種類の電極を表わす特性信号を生成する回路と、前記特性信号に基づいて前記入力信号を選択し、それにより前記波形整形器が、電源に、特定の種類の有芯電極のための特定の波形特性を生成させる選択回路とを備える電源によって、シースおよびコアを有する前記特定の種類の有芯電極と、被加工物との間に、前記一連の交流波形の形で溶接プロセスを生成する電気アーク溶接機。
【選択図】図1
Description
本発明のまた別の目的は、上記溶接機および方法が、比較的短いアーク長を生じ、かつ沖合のパイプライン溶接および一般的なパイプライン溶接の場合に、強風状況において利用される、上述したような溶接機および方法の提供である。
本発明のさらに他の目的は、溶接機および方法が、正の直流、負の直流、好ましくは交流で作動することができる有芯電極を用いる、上述したような溶接機および方法の提供である。
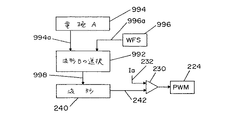
本発明を用いることにより、溶接プロセスに用いる交流波形のための厳密な特性が選択され、それにより、シース912およびコア914は、略同じ速度で溶融する。上記シールドの溶融を、上記コアの溶融に対して適切に調整することに対しての失敗は、パイプライン溶接に対して、有芯電極を用いた交流溶接の利用を拒絶する理由になる。本発明の利点は、外部シールドガスを必要としないプロセスである。これが発生した場合、シールドガスSGおよび他のシールド構成要素は、シース912から溶融金属より早く生成される。本発明を用いることにより、この特徴は、プログラム700を用いて、溶接動作のための波形を厳密にプロファイルすることによって得ることができる。従来、そのような調整は可能ではなかった。プログラム700または同様のプログラムの発明が、本発明を可能にした。それらのプログラムは、個々の有芯電極に対して明確に調整されている波形を生成して、該有芯電極を、溶接動作中に、溶融金属を大気の汚染に対して保護するように、交流溶接プロセスに用いることができるようにする。
222 整流器
224 パルス幅変調器
240 波形整形器
900 溶接機
910 電極
912 シース
914 コア
920 電源
Claims (22)
- シースおよびコアを有する特定のタイプの有芯電極と被加工物との間に、電源により、一連の交流波形による溶接プロセスを生成するようにした電気アーク溶接機において、
前記一連の波形において、個々の波形を生成するための高周波スイッチングデバイスであって、各波形が、少なくとも18kHzの周波数で生成される多数の短絡電流パルスの各々の振幅によって形成される特性を有し、前記特性が、前記短絡電流パルスを制御する波形整形器に対する入力信号によって決定される高周波スイッチングデバイスと、
前記電極のタイプを示す特性信号を生成する回路と、
前記特性信号に基づいて前記入力信号を選択する選択回路とからなり、
これにより、前記波形整形器が、前記電源に、前記特定のタイプの有芯電極のための波形特性を生成させるように構成したことを特徴とする電気アーク溶接機。 - 前記波形整形器が、前記選択された波形の特性を決定するために、パルス幅変調器を制御することを特徴とする請求項1記載の電気アーク溶接機。
- 前記選択回路が、前記特性信号に基づいて、入力信号を出力するためのデータルックアップデバイスであることを特徴とする請求項1または2記載の電気アーク溶接機。
- 前記高速スイッチングデバイスがインバータであることを特徴とする請求項1から3のいずれか一項に記載の電気アーク溶接機。
- 前記選択された波形特性が、前記シースおよびコアをほぼ同じ速度で溶融せしめることを特徴とする請求項1から4のいずれか一項に記載の電気アーク溶接機。
- 前記選択された波形特性が、リーディングエッジを有すると共に、前記シースの溶融を制御するための傾斜部分を有することを特徴とする請求項1から5のいずれか一項に記載の電気アーク溶接機。
- 前記電極が外径を有し、前記選択された波形特性が、前記電極と前記被加工物との間のアーク長を、前記電極の外径の1.5倍以下に制御することを特徴とする請求項1から8のいずれか一項に記載の電気アーク溶接機。
- シースおよびコアを有する特定の有芯電極を用いて、被加工物に対して溶接を行う方法であって、
(a)前記特定の電極を用いた溶接のために調整された特定の特性を有する波形を選択する工程と、
(b)一連の選択された波形を生成して、溶接プロセスを生成する工程と、
(c)前記溶接プロセスを用いて前記電極により溶接を行う工程と、
を含むことを特徴とする溶接方法。 - 前記波形が、交流波形であることを特徴とする請求項8記載の溶接方法。
- 前記交流波形が所定の極性を有し、前記プロセスの加熱を制御する時間に従って、振幅が減少することを特徴とする請求項9記載の溶接方法。
- 前記コアが、合金添加物を含むことを特徴とする請求項8から10のいずれか一項に記載の溶接方法。
- 前記溶接が、18kHz以上の速度でスイッチングされるインバータを用いたものであることを特徴とする請求項8から11のいずれか一項に記載の溶接方法。
- 前記選択された特性が、前記シースおよびコアをほぼ同じ速度で溶融させることを特徴とする請求項8から12のいずれか一項に記載の溶接方法。
- 前記電極が外径を有し、前記選択された特性が、電極と前記被加工物との間のアーク長を、前記電極の外径の1.5倍以下に制御することを特徴とする請求項8から13のいずれか一項に記載の溶接方法。
- 有芯電極と被加工物との間に、電源により一連の交流波形を生成するようにした電気アーク溶接機において、
前記一連の波形において、個々の波形を生成するための高周波スイッチングデバイスであって、各波形が、パルス幅変調器により少なくとも18kHzの周波数で生成される多数の短絡電流パルスの各々の振幅によって形成される特性を有し、前記パルス幅変調器は、波形整形器によって制御される電流パルスの振幅で制御され、前記個々の波形のいずれかの部分の極性は、極性信号のデータによって決定される高周波スイッチングデバイスと、
個々の波形の1つ以上の特性パラメータを設定することにより、個々の波形の特性を決定する特性制御ネットワークであって、前記パラメータが、周波数、デューティサイクル、増加速度および減少速度からなる群から選択される特性制御ネットワークと、
前記固定された特性に影響を及ぼすことなく、前記個々の波形を調整するために、総電流、電圧及び/又は出力を設定するための振幅回路と、
を備えることを特徴とする電気アーク溶接機。 - 有芯電極と被加工物との間に、電源により一連の交流波形による溶接プロセスを生成するようにした電気アーク溶接機の溶接方法において、
前記電気アーク溶接機は、
前記一連の波形において、個々の波形を生成するための高周波スイッチングデバイスであって、各波形が、パルス幅変調器により少なくとも18kHzの周波数で生成された多数の短絡電流パルスの各々の振幅によって決定される特性を有し、前記パルス幅変調器は、波形整形器によって制御される前記電流パルスの振幅で制御される高周波スイッチングデバイスを備え、前記方法は、
(a)極性信号のデータによって、前記個々の波形のいずれかの部分の極性を決定する工程と、
(b)個々の波形の1つ以上の特性パラメータを設定することにより、個々の波形の特性を設定する工程であって、前記パラメータが、周波数、デューティサイクル、増加速度および減少速度からなる群から選択される工程と、
(c)前記特性を変化させることなく前記波形特性を調整し、電流、電圧および/又は出力の大きさを設定する工程と、
を含むことを特徴とする溶接方法。 - 前記有芯電極が、フラックス有芯電極であることを特徴とする請求項16記載の溶接方法。
- シースおよびコアを有する特定のタイプの有芯電極と被加工物との間に、電源により一連の交流波形による溶接プロセスを生成するようにした電気アーク溶接機において、
前記一連の波形において、個々の波形を生成するための高周波スイッチングデバイスであって、各波形が、少なくとも18kHzの周波数で生成された多数の短絡電流パルスの各々の振幅によって形成される特性を有し、前記特性は、前記短絡電流パルスを制御する波形整形器に対する入力信号によって決定される高周波スイッチングデバイスと、
特定の有芯電極を表わすいくつかのアドレスで読み出せるデータブロックを格納した電極記憶デバイスと、
所定の波形特性を前記波形整形器に設定するための、多数の記憶された波形信号を有する選択デバイスと、
前記特定の有芯電極のためのアドレスを選択したときに、特定のデータブロックを出力して所定の波形信号を選択する回路と、
で構成したことを特徴とする電気アーク溶接機。 - 前記波形整形器が、パルス幅変調器を制御して、前記選択された波形の前記特性を決定することを特徴とする請求項18記載の電気アーク溶接機。
- 各々が特定のワイヤ送給速度設定値を表わす、いくつかのデータブロックを格納する設定値記憶デバイスを含み、前記選択デバイスが、前記電極記憶デバイスから出力されたデータブロックおよび前記設定値記憶デバイスに対応していることを特徴とする請求項19記載の電気アーク溶接機。
- 前記有芯電極がフラックス有芯電極であることを特徴とする請求項18から20のいずれか一項に記載の電気アーク溶接機。
- シースおよびコアを有する有芯電極を用いて、被加工物に対して溶接を行う方法であって、
(a)前記電極と前記被加工物との間に、一連の交流波形を流し、
(b)前記溶接プロセスに対して、シールドガスを用いないことを特徴とするとする溶接方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/834,141 US7166817B2 (en) | 2004-04-29 | 2004-04-29 | Electric ARC welder system with waveform profile control for cored electrodes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005313229A true JP2005313229A (ja) | 2005-11-10 |
| JP2005313229A5 JP2005313229A5 (ja) | 2006-04-27 |
Family
ID=34935271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005032411A Pending JP2005313229A (ja) | 2004-04-29 | 2005-02-09 | 有芯電極に対して波形特性制御を用いた電気アーク溶接機システム |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US7166817B2 (ja) |
| EP (1) | EP1595634B1 (ja) |
| JP (1) | JP2005313229A (ja) |
| KR (1) | KR100653660B1 (ja) |
| CN (1) | CN100509237C (ja) |
| AT (1) | ATE402780T1 (ja) |
| AU (1) | AU2004226950B2 (ja) |
| BR (1) | BRPI0405404A (ja) |
| CA (1) | CA2486083C (ja) |
| DE (1) | DE602005008504D1 (ja) |
| MX (1) | MXPA04012366A (ja) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080156782A1 (en) * | 2001-06-19 | 2008-07-03 | Illinois Tool Works Inc. | Method and Apparatus For Welding and Control Thereof |
| US7053334B2 (en) | 2004-03-01 | 2006-05-30 | Lincoln Global, Inc. | Electric arc welder system with waveform profile control |
| US9333580B2 (en) * | 2004-04-29 | 2016-05-10 | Lincoln Global, Inc. | Gas-less process and system for girth welding in high strength applications |
| US7166817B2 (en) * | 2004-04-29 | 2007-01-23 | Lincoln Global, Inc. | Electric ARC welder system with waveform profile control for cored electrodes |
| US7842903B2 (en) * | 2005-10-31 | 2010-11-30 | Lincoln Global, Inc. | Short arc welding system |
| US8759715B2 (en) * | 2004-10-06 | 2014-06-24 | Lincoln Global, Inc. | Method of AC welding with cored electrode |
| US8704135B2 (en) * | 2006-01-20 | 2014-04-22 | Lincoln Global, Inc. | Synergistic welding system |
| AT501489B1 (de) * | 2005-02-25 | 2009-07-15 | Fronius Int Gmbh | Verfahren zum steuern und/oder regeln eines schweissgerätes und schweissgerät |
| US7989732B2 (en) | 2005-06-15 | 2011-08-02 | Lincoln Global, Inc. | Method of AC welding using a flux cored electrode |
| BRPI0807605A2 (pt) | 2007-02-27 | 2014-05-13 | Exxonmobil Upstream Res Compony | Métodos para construir uma tubulação para transportar hidrocarbonetos e para formar uma junta de solda entre seções tubulares, seção de tubo, e, tubulação para transportar hidrocarbonetos |
| US8049141B2 (en) * | 2007-07-18 | 2011-11-01 | Lincoln Global, Inc. | Method of rating a stick electrode |
| US8592722B2 (en) * | 2008-11-03 | 2013-11-26 | Illinois Tool Works Inc. | Weld parameter interface |
| JP4831264B2 (ja) * | 2009-02-25 | 2011-12-07 | パナソニック株式会社 | 溶接方法および溶接システム |
| CN102123812B (zh) * | 2009-04-08 | 2013-06-12 | 松下电器产业株式会社 | 电弧焊接方法及电弧焊接装置 |
| US20120285938A1 (en) * | 2011-05-10 | 2012-11-15 | Lincoln Global, Inc. | Flux cored arc welding system with high deposition rate and weld with robust impact toughness |
| WO2013008394A1 (ja) * | 2011-07-12 | 2013-01-17 | パナソニック株式会社 | アーク溶接制御方法およびアーク溶接装置 |
| US9527152B2 (en) | 2012-07-30 | 2016-12-27 | Illinois Tool Works Inc. | Root pass welding solution |
| US9393636B2 (en) * | 2012-11-13 | 2016-07-19 | Lincoln Global, Inc. | Systems and methods to facilitate the starting and stopping of arc welding processes |
| US10933486B2 (en) * | 2013-02-28 | 2021-03-02 | Illinois Tool Works Inc. | Remote master reset of machine |
| US9868172B2 (en) * | 2013-03-08 | 2018-01-16 | Lincoln Global, Inc. | Arc welding with waveform control function |
| US20140263232A1 (en) * | 2013-03-15 | 2014-09-18 | Lincoln Global, Inc. | Tandem hot-wire systems |
| US10173279B2 (en) | 2014-11-21 | 2019-01-08 | Lincoln Global, Inc. | Welding system |
| US10974341B2 (en) * | 2016-06-28 | 2021-04-13 | Lincoln Global, Inc. | Welding waveform for stainless steel applications |
| US10449615B2 (en) * | 2016-10-31 | 2019-10-22 | Illinois Tool Works Inc. | Hybrid welding modules |
| US10906117B2 (en) * | 2018-01-30 | 2021-02-02 | Illinois Tool Works Inc. | System and method for providing welding type power on multiple outputs |
| US10710310B1 (en) * | 2019-08-15 | 2020-07-14 | Dukane Ias, Llc | Multipoint controllers for power delivery to multiple probes in ultrasonic welding systems |
| US11919110B2 (en) | 2020-07-21 | 2024-03-05 | Esab Ab | Balance and offset in adaptive submerged arc welding |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0938772A (ja) * | 1995-07-31 | 1997-02-10 | Kobe Steel Ltd | 交流セルフシールドアーク溶接方法 |
| JPH10146673A (ja) * | 1996-11-18 | 1998-06-02 | Kobe Steel Ltd | 交流セルフシールドアーク溶接方法 |
| JP2000158132A (ja) * | 1998-11-27 | 2000-06-13 | Lincoln Global Inc | 短絡溶接機 |
| JP2000210770A (ja) * | 1999-01-19 | 2000-08-02 | Lincoln Global Inc | 大電流溶接電源 |
Family Cites Families (106)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2802762A (en) * | 1953-08-19 | 1957-08-13 | Solar Aircraft Co | Welding fluxes |
| US3177340A (en) * | 1961-11-24 | 1965-04-06 | Soudure Electr Autogene Sa | Flux-cored electrode and process of welding |
| CH469529A (de) * | 1964-08-06 | 1969-03-15 | Kobayashi Takuro | Elektrode aus Stahl für Lichtbogenschweissung ohne Luftausschluss |
| US3461270A (en) * | 1966-01-06 | 1969-08-12 | Lincoln Electric Co | Tubular welding electrode |
| GB1183461A (en) * | 1966-10-31 | 1970-03-04 | Murex Welding Processes Ltd | Improvements in Arc Welding |
| US3424892A (en) * | 1967-12-18 | 1969-01-28 | Arcos Corp | Process of electric arc welding |
| US3560702A (en) * | 1968-03-02 | 1971-02-02 | Kobe Steel Ltd | Composite electrode for consumable electrode arc welding process |
| US3566073A (en) * | 1968-04-03 | 1971-02-23 | Lincoln Electric Co | Out-of-position automatic cored welding electrode |
| US3596053A (en) * | 1969-07-28 | 1971-07-27 | Mitsubishi Heavy Ind Ltd | Consumable welding rod for welding chromium steels and the resultant welds |
| US3585343A (en) * | 1970-05-21 | 1971-06-15 | Union Carbide Corp | Method for vertical welding of aluminum |
| US3742185A (en) * | 1971-05-07 | 1973-06-26 | Lincoln Electric Co | Lithium containing welding electrode |
| US3670135A (en) * | 1971-06-02 | 1972-06-13 | Stoody Co | Arc welding electrode and process for stainless steel |
| BE790406A (ja) * | 1971-11-03 | 1973-02-15 | Teledyne Inc | |
| US3786658A (en) * | 1972-06-23 | 1974-01-22 | Us Navy | Restrictive manipulation limited try mechanism for a combination lock |
| US3866015A (en) * | 1972-12-29 | 1975-02-11 | Nippon Steel Corp | Flux-cored electrode wire for non-sheilded arc welding |
| US3883713A (en) * | 1973-04-25 | 1975-05-13 | Samuil Gurevich | Flux cored electrode |
| NL176060B (nl) * | 1974-02-08 | 1984-09-17 | Philips Nv | Lasinrichting voor kortsluitbooglassen. |
| US4010309A (en) * | 1974-06-10 | 1977-03-01 | The International Nickel Company, Inc. | Welding electrode |
| US4072845A (en) * | 1975-07-28 | 1978-02-07 | Boc Limited | Welding electrode |
| GB1539917A (en) * | 1976-03-08 | 1979-02-07 | Boc Ltd | Methods of arc welding in a super-atmospheric environment |
| JPS5367657A (en) * | 1976-11-29 | 1978-06-16 | Osaka Denki Co Ltd | Arc welding power source device |
| US4149063A (en) * | 1977-03-28 | 1979-04-10 | The International Nickel Company, Inc. | Flux cored wire for welding Ni-Cr-Fe alloys |
| SU764902A1 (ru) * | 1977-06-06 | 1980-10-02 | Ордена Ленина И Ордена Трудового Красного Знамени Институт Электросварки Им. Е.О.Патона | Способ электрошлаковой сварки легких металлов |
| US4186293A (en) * | 1978-05-08 | 1980-01-29 | The Lincoln Electric Company | Cored type welding electrode |
| US4214145A (en) * | 1979-01-25 | 1980-07-22 | Stoody Company | Mild steel, flux-cored electrode for arc welding |
| US4246463A (en) * | 1979-02-13 | 1981-01-20 | The Lincoln Electric Company | Method and apparatus for arc welding of metal plates from one side only |
| SE416625B (sv) * | 1979-03-01 | 1981-01-26 | Thermal Dynamics Corp | Anordning for spraybagsvetsning |
| US4314136A (en) * | 1980-04-16 | 1982-02-02 | Teledyne Industries, Inc. | Tubular composite arc welding electrode for vertical up welding of stainless steel |
| US4449031A (en) * | 1980-04-16 | 1984-05-15 | Teledyne Industries, Inc. | Tubular composite arc welding electrode for vertical up welding of stainless steel and nickel-base alloys |
| JPS5719185A (en) * | 1980-07-08 | 1982-02-01 | Mitsubishi Electric Corp | Pulse arc welding device |
| US4376881A (en) * | 1981-01-29 | 1983-03-15 | Safonnikov Anatoly N | Method of electroslag welding with a plate electrode |
| JPS5944159B2 (ja) * | 1981-06-05 | 1984-10-26 | 株式会社神戸製鋼所 | ガスシ−ルドア−ク溶接用フラツクス入りワイヤ |
| US4454406A (en) * | 1982-02-23 | 1984-06-12 | Institut Elektrosvarki Imeni E.O. Patona Akademii Nauk Ukrainskoi Ssr | Method, welding flux, and apparatus for electroslag welding |
| US4465036A (en) * | 1982-08-12 | 1984-08-14 | Forbes Edward K | Internal combustion engine |
| JPS59104291A (ja) * | 1982-12-06 | 1984-06-16 | Kobe Steel Ltd | ガスシ−ルドア−ク溶接用フラツクス入りワイヤ |
| US4551610A (en) * | 1983-05-17 | 1985-11-05 | The Lincoln Electric Company | Tubular welding electrode |
| US4571480A (en) * | 1984-02-27 | 1986-02-18 | Kabushiki Kaisha Kobe Seiko Sho | Flux cored wire electrodes for self-shielded arc welding |
| US4512822A (en) * | 1984-06-29 | 1985-04-23 | Massachusetts Institute Of Technology | Non-hygroscopic welding flux binders |
| US4800131A (en) * | 1984-12-20 | 1989-01-24 | Alloy Rods Global, Inc. | Cored wire filler metals and a method for their manufacture |
| US4689461A (en) * | 1985-09-25 | 1987-08-25 | Eutectic Corporation | Cored tubular electrode and method for the electric-arc cutting of metals |
| US4717536A (en) * | 1986-01-24 | 1988-01-05 | The Lincoln Electric Company | Weld bead electrode for producing same and method of use |
| US4803340A (en) * | 1986-04-23 | 1989-02-07 | Kawasaki Steel Corp. | Covered arc-welding electrode |
| US4723061A (en) * | 1986-07-31 | 1988-02-02 | The Lincoln Electric Company | Gas shielded, flux cored, welding electrode |
| US5005655A (en) * | 1986-12-03 | 1991-04-09 | Conoco Inc. | Partially halogenated ethane solvent removal of oleophylic materials from mineral particles |
| US4954691A (en) * | 1986-12-10 | 1990-09-04 | The Lincoln Electric Company | Method and device for controlling a short circuiting type welding system |
| US4717807A (en) * | 1986-12-11 | 1988-01-05 | The Lincoln Electric Company | Method and device for controlling a short circuiting type welding system |
| US4866247A (en) * | 1986-12-11 | 1989-09-12 | The Lincoln Electric Company | Apparatus and method of short circuiting arc welding |
| US5015823A (en) * | 1986-12-12 | 1991-05-14 | The Lincoln Electric Company | High manganese containing weld bead and electrode for producing same |
| US4833296A (en) * | 1987-12-29 | 1989-05-23 | The Lincoln Electric Company | Consumable welding electrode and method of using same |
| EP0396743A1 (de) * | 1988-07-26 | 1990-11-14 | Institut Elektrosvarki Imeni E.O.Patona Akademii Nauk Ukrainskoi Ssr | Elektrodendraht |
| US4948936A (en) * | 1988-09-28 | 1990-08-14 | Gulf Engineering Company, Inc. | Flux cored arc welding process |
| DE4023155C2 (de) * | 1989-07-21 | 1997-02-06 | Hitachi Seiko Kk | Wechselstrom-Schutzgaslichtbogenschweißverfahren und Vorrichtung mit verbrauchbarer Elektrode |
| US5003155A (en) * | 1989-09-11 | 1991-03-26 | The Lincoln Electric Company | Basic metal cored electrode |
| US5225661A (en) * | 1989-09-11 | 1993-07-06 | The Lincoln Electric Company | Basic metal cored electrode |
| US5091628A (en) * | 1989-09-11 | 1992-02-25 | The Lincoln Electric Company | Low hydrogen basic metal cored electrode |
| US5055655A (en) * | 1989-09-11 | 1991-10-08 | The Lincoln Electric Company | Low hydrogen basic metal cored electrode |
| US5369244A (en) * | 1989-09-11 | 1994-11-29 | The Lincoln Electric Company | Flux cored arc welding electrode |
| JP3003159B2 (ja) * | 1989-12-28 | 2000-01-24 | 株式会社ダイヘン | 交流アーク溶接用電源 |
| JPH03243296A (ja) * | 1990-02-22 | 1991-10-30 | Kobe Steel Ltd | ステンレス鋼用フラックス入りワイヤ |
| US5124530A (en) * | 1990-03-22 | 1992-06-23 | Inco Alloys International, Inc. | Stable low fume stainless steel welding electrode |
| US5304346A (en) * | 1990-10-26 | 1994-04-19 | Inco Alloys International, Inc. | Welding material for low coefficient of thermal expansion alloys |
| US5140140A (en) * | 1990-11-15 | 1992-08-18 | Pollack Alex J | Method and apparatus of submerged arc welding with electrodes in tandem |
| US5120931A (en) * | 1991-04-12 | 1992-06-09 | The Lincoln Electric Company | Electrode and flux for arc welding stainless steel |
| US5308698A (en) * | 1992-05-21 | 1994-05-03 | Inco Alloys International, Inc. | Flux for coated welding electrode |
| US5233160A (en) * | 1992-06-22 | 1993-08-03 | The Lincoln Electric Company | Cored electrode with fume reduction |
| US5365036A (en) * | 1992-06-22 | 1994-11-15 | The Lincoln Electric Company | Flux cored gas shielded electrode |
| US5278390A (en) * | 1993-03-18 | 1994-01-11 | The Lincoln Electric Company | System and method for controlling a welding process for an arc welder |
| US5981906A (en) * | 1995-08-11 | 1999-11-09 | Lincoln Global, Inc. | Method of welding the ends of pipe together using dual welding wires |
| US5676857A (en) * | 1995-08-11 | 1997-10-14 | Sabre International, Inc. | Method of welding the end of a first pipe to the end of a second pipe |
| JP3017059B2 (ja) * | 1995-10-25 | 2000-03-06 | 株式会社神戸製鋼所 | Cr−Ni系ステンレス鋼溶接用高窒素フラックス入りワイヤ |
| JP3017063B2 (ja) * | 1995-11-07 | 2000-03-06 | 株式会社神戸製鋼所 | Cr−Ni系ステンレス鋼の全姿勢溶接用高窒素フラックス入りワイヤ |
| US5742029A (en) * | 1996-07-15 | 1998-04-21 | The Lincoln Electric Company | Method of welding wallpaper alloy an arc welder modified to practice same |
| JPH10286671A (ja) * | 1997-04-11 | 1998-10-27 | Kobe Steel Ltd | 消耗電極式交流パルスアーク溶接装置 |
| US6091048A (en) * | 1997-05-16 | 2000-07-18 | Illinois Tool Works Inc. | Welding machine with automatic parameter setting |
| FR2764221B1 (fr) * | 1997-06-09 | 1999-07-16 | Soudure Autogene Francaise | Fil fourre basse teneur azote |
| TW418148B (en) * | 1997-11-11 | 2001-01-11 | Kobe Steel Ltd | Wire for welding |
| US5961863A (en) * | 1998-01-09 | 1999-10-05 | Lincoln Global, Inc. | Short circuit pipe welding |
| US6328822B1 (en) * | 1998-06-26 | 2001-12-11 | Kiyohito Ishida | Functionally graded alloy, use thereof and method for producing same |
| US6207929B1 (en) * | 1999-06-21 | 2001-03-27 | Lincoln Global, Inc. | Tandem electrode welder and method of welding with two electrodes |
| JP3476125B2 (ja) * | 1998-12-09 | 2003-12-10 | 株式会社神戸製鋼所 | 2相ステンレス鋼溶接用フラックス入りワイヤ |
| US6160241A (en) * | 1999-03-16 | 2000-12-12 | Lincoln Global, Inc. | Method and apparatus for electric arc welding |
| US6267291B1 (en) * | 1999-06-21 | 2001-07-31 | Lincoln Global, Inc. | Coded and electronically tagged welding wire |
| US6093906A (en) * | 1999-07-23 | 2000-07-25 | Lincoln Global, Inc. | Method of pipe welding |
| US6172333B1 (en) * | 1999-08-18 | 2001-01-09 | Lincoln Global, Inc. | Electric welding apparatus and method |
| US6291798B1 (en) * | 1999-09-27 | 2001-09-18 | Lincoln Global, Inc. | Electric ARC welder with a plurality of power supplies |
| US6331694B1 (en) * | 1999-12-08 | 2001-12-18 | Lincoln Global, Inc. | Fuel cell operated welder |
| US6365874B1 (en) * | 2000-05-22 | 2002-04-02 | Lincoln Global, Inc. | Power supply for electric arc welding |
| JP4846898B2 (ja) * | 2000-09-12 | 2011-12-28 | 株式会社ダイヘン | 交流パルスアーク溶接制御方法及び溶接電源装置 |
| KR100355581B1 (ko) * | 2000-09-23 | 2002-10-11 | 고려용접봉 주식회사 | 가스 쉴드 아크 용접용 플럭스 코어드 와이어 |
| US6501049B2 (en) * | 2001-01-23 | 2002-12-31 | Lincoln Global, Inc. | Short circuit arc welder and method of controlling same |
| US6472634B1 (en) * | 2001-04-17 | 2002-10-29 | Lincoln Global, Inc. | Electric arc welding system |
| US6515259B1 (en) * | 2001-05-29 | 2003-02-04 | Lincoln Global, Inc. | Electric arc welder using high frequency pulses |
| US6717107B1 (en) * | 2001-05-29 | 2004-04-06 | Lincoln Global, Inc. | Two stage welder and method of operating same |
| KR100427546B1 (ko) * | 2001-09-06 | 2004-04-30 | 고려용접봉 주식회사 | 용접성이 우수한 염기성계 플럭스 코어드 와이어 |
| US6649872B2 (en) * | 2001-09-20 | 2003-11-18 | Nippon Steel Welding Products And Engineering Co., Ltd. | Flux-cored wire for gas shielded arc welding |
| US6617549B2 (en) * | 2001-12-06 | 2003-09-09 | Illinois Tool Works Inc. | Method and apparatus for welding with restrike |
| US20030116234A1 (en) * | 2001-12-21 | 2003-06-26 | Santella Michael L. | Consumable welding filler metal for cladding alloys |
| US6723954B2 (en) * | 2002-01-22 | 2004-04-20 | Hobart Brothers Company | Straight polarity metal cored wire |
| US6723957B2 (en) * | 2002-03-29 | 2004-04-20 | Illinois Tool Works Inc. | Method and apparatus for welding |
| JP3758040B2 (ja) * | 2002-07-26 | 2006-03-22 | 株式会社神戸製鋼所 | 低合金耐熱鋼用ガスシールドアーク溶接用フラックス入りワイヤ |
| US6847008B2 (en) * | 2003-01-17 | 2005-01-25 | Lincoln Global, Inc. | Electric arc welding system |
| US7064290B2 (en) * | 2003-09-08 | 2006-06-20 | Lincoln Global, Inc. | Electric arc welder and method for controlling the welding process of the welder |
| US7091446B2 (en) * | 2003-12-15 | 2006-08-15 | Lincoln Global, Inc. | Electric arc welding system |
| US7166817B2 (en) * | 2004-04-29 | 2007-01-23 | Lincoln Global, Inc. | Electric ARC welder system with waveform profile control for cored electrodes |
| US8759715B2 (en) * | 2004-10-06 | 2014-06-24 | Lincoln Global, Inc. | Method of AC welding with cored electrode |
| US7842903B2 (en) * | 2005-10-31 | 2010-11-30 | Lincoln Global, Inc. | Short arc welding system |
-
2004
- 2004-04-29 US US10/834,141 patent/US7166817B2/en active Active
- 2004-10-26 CA CA 2486083 patent/CA2486083C/en not_active Expired - Fee Related
- 2004-11-04 AU AU2004226950A patent/AU2004226950B2/en not_active Ceased
- 2004-11-15 KR KR1020040092876A patent/KR100653660B1/ko not_active IP Right Cessation
- 2004-12-02 BR BRPI0405404 patent/BRPI0405404A/pt not_active Application Discontinuation
- 2004-12-09 MX MXPA04012366A patent/MXPA04012366A/es active IP Right Grant
-
2005
- 2005-01-06 CN CNB2005100001950A patent/CN100509237C/zh active Active
- 2005-02-09 JP JP2005032411A patent/JP2005313229A/ja active Pending
- 2005-04-18 EP EP20050008352 patent/EP1595634B1/en active Active
- 2005-04-18 DE DE200560008504 patent/DE602005008504D1/de active Active
- 2005-04-18 AT AT05008352T patent/ATE402780T1/de active
-
2006
- 2006-12-22 US US11/615,559 patent/US20070102406A1/en not_active Abandoned
-
2013
- 2013-01-29 US US13/752,455 patent/US9006609B2/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0938772A (ja) * | 1995-07-31 | 1997-02-10 | Kobe Steel Ltd | 交流セルフシールドアーク溶接方法 |
| JPH10146673A (ja) * | 1996-11-18 | 1998-06-02 | Kobe Steel Ltd | 交流セルフシールドアーク溶接方法 |
| JP2000158132A (ja) * | 1998-11-27 | 2000-06-13 | Lincoln Global Inc | 短絡溶接機 |
| JP2000210770A (ja) * | 1999-01-19 | 2000-08-02 | Lincoln Global Inc | 大電流溶接電源 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100509237C (zh) | 2009-07-08 |
| CA2486083A1 (en) | 2005-10-29 |
| BRPI0405404A (pt) | 2005-12-20 |
| US9006609B2 (en) | 2015-04-14 |
| MXPA04012366A (es) | 2005-11-03 |
| ATE402780T1 (de) | 2008-08-15 |
| DE602005008504D1 (de) | 2008-09-11 |
| US7166817B2 (en) | 2007-01-23 |
| EP1595634B1 (en) | 2008-07-30 |
| US20140042139A1 (en) | 2014-02-13 |
| KR20050105094A (ko) | 2005-11-03 |
| US20050242076A1 (en) | 2005-11-03 |
| KR100653660B1 (ko) | 2006-12-05 |
| US20070102406A1 (en) | 2007-05-10 |
| AU2004226950A1 (en) | 2005-11-17 |
| AU2004226950B2 (en) | 2006-06-01 |
| CA2486083C (en) | 2008-08-19 |
| EP1595634A1 (en) | 2005-11-16 |
| CN1693026A (zh) | 2005-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005313229A (ja) | 有芯電極に対して波形特性制御を用いた電気アーク溶接機システム | |
| US9956638B2 (en) | Electric arc welder for AC welding with cored electrode | |
| KR100589931B1 (ko) | 전기 아크 용접 시스템 | |
| US7358459B2 (en) | Electric arc welder system with waveform profile control | |
| US8519302B2 (en) | Electric arc welder | |
| EP1543909B1 (en) | AC electric arc welding system and process with two electrodes | |
| US20140209590A1 (en) | Modified flux system in cored electrode | |
| JP2014516803A (ja) | 改良型直列アーク溶接法および改良された片側直列アーク溶接法の制御 | |
| WO2007053137A1 (en) | Electric arc welder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071204 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080304 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091222 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091228 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100203 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100208 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100308 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100311 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110426 |