JP2005298941A - 鋼板の連続焼鈍板温制御方法 - Google Patents
鋼板の連続焼鈍板温制御方法 Download PDFInfo
- Publication number
- JP2005298941A JP2005298941A JP2004119888A JP2004119888A JP2005298941A JP 2005298941 A JP2005298941 A JP 2005298941A JP 2004119888 A JP2004119888 A JP 2004119888A JP 2004119888 A JP2004119888 A JP 2004119888A JP 2005298941 A JP2005298941 A JP 2005298941A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- furnace
- equipment
- plate temperature
- continuous annealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Control Of Heat Treatment Processes (AREA)
Abstract
【課題】 先行材と後行材との焼鈍条件変更部や操業定常状態において発生しうる板温基準からの外れ代を最小にすることのできる鋼板の連続焼鈍板温制御方法を提供する。
【解決手段】 ガス加熱式の連続焼鈍炉における鋼板の連続焼鈍方法において、なんらかの要因で鋼板の加熱負荷を変化させるにあたり、既存の応答性の遅い炉で発生する条件変更部分の目標板温からの外れを低減させる為に、予測した設備出側板温と通板速度、鋼板サイズその他の操業条件より導出する入口投入熱量残存率(昇温率)より、設備入口の応答性の早い設備で加熱に必要となる鋼板温度変更量に変換し、加熱条件の変更に必要な投入熱量として応答性の早い設備に設定することを特徴とする。
【選択図】 図3
【解決手段】 ガス加熱式の連続焼鈍炉における鋼板の連続焼鈍方法において、なんらかの要因で鋼板の加熱負荷を変化させるにあたり、既存の応答性の遅い炉で発生する条件変更部分の目標板温からの外れを低減させる為に、予測した設備出側板温と通板速度、鋼板サイズその他の操業条件より導出する入口投入熱量残存率(昇温率)より、設備入口の応答性の早い設備で加熱に必要となる鋼板温度変更量に変換し、加熱条件の変更に必要な投入熱量として応答性の早い設備に設定することを特徴とする。
【選択図】 図3
Description
本発明は鋼板の連続焼鈍炉による鋼板の焼鈍における板温制御方法において、先行材と後行材との焼鈍条件変更部や操業定常状態において発生しうる板温基準からの外れ代を最小にする板温制御方法に関するものである。
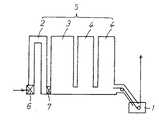
図1に示すようなメッキセクションを持ち、前段部より無酸化炉(NOF)と還元炉(RTF)3と冷却炉(CF)4とを直列に配置したガス加熱式の連続焼鈍炉5において、鋼板は無酸化炉2で例えば常温状態から600 ℃前後まで加熱され、還元炉3ではさらに700 ℃前後に加熱される加熱パターンを目標加熱パターンとして選択することがある。
図1に示すような連続焼鈍炉5では鋼板は常に炉内を移動しており、通板されるコイルのサイズ、鋼種も様々であり、諸般の操業条件から同一コイル通板中においても炉内通板速度の変更が日常的に発生してきている。このような連続焼鈍炉の操業条件変更が発生した場合でも、前述した目標加熱パターンを守るために無酸化炉2や還元炉3のガス流量を調整することにより目標温度からの外れを少なくするように各炉の出側実績板温を用いたフィードバック制御を実施している。
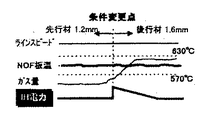
例えば、図2は板厚が1.2mm の先行材から1.6mm の後行材に鋼板が変化する時の無酸化炉2の状態を示したグラフである。後行材は先行材よりも板厚が厚いので、例えば、先行材、後行材で無酸化炉の目標板温が同じだとすると、ガス流量を増加させねばならず、図6に示したような、ガス流量変更に対する鋼板温度の応答性を考慮すると、先行材の終端部よりガス量を増加させる必要がある。この場合、先行材終端部で板温管理範囲外高めはずれ、後行材先端部で板温管理範囲外低めはずれが発生していた。
特公昭60−56406号公報
特開平11−61277号公報
先行材と後行材において板厚、目標加熱パターンなどの条件が変更する場合に、先行材終端部から後行材先端部にかけての鋼板温度の管理範囲はずれ部位を最小にすることはもとより、定常状態において応答性の遅い炉の既存制御で抑制できなかった鋼板温度の管理範囲はずれ部位を最小にする連続焼鈍炉鋼板温度制御方法を提供するものである。
本発明は、ガス加熱式の連続焼鈍炉における鋼板の連続焼鈍方法において、鋼板サイズ、加熱パターン、通板速度変更などの要因で鋼板の加熱負荷を変化させるにあたり、既存の応答性の遅い炉で発生する条件変更部分の目標板温からの外れを低減させる為に、予測した設備出側板温と通板速度、鋼板サイズなどの操業条件より導出する入口投入熱量残存率(昇温率)より、設備入口の応答性の早い設備で加熱に必要となる鋼板温度変更量に変換し、加熱条件の変更に必要な投入熱量として応答性の早い設備に設定することを特徴としている。
また、直列に配置されている焼鈍炉において、前方にある応答性の遅い炉において既存制御で抑制できなかった目標板温からの外れ分について、温度計測部分の直後にある応答性の早い設備の出力を適切に調整することで板温外れによる材質不良長さを低減させることを特徴とする鋼板の連続焼鈍方法である。
前述の加熱負荷を変化させるにあたり、既存の応答性の遅い炉で発生する条件変更部分の目標板温からの外れを低減させる為に、応答性の早い設備の出力を適切に調整することと平行して、直列に配置されている焼鈍炉において、前方にある炉で抑制しきれなかった目標板温からの外れ分について、温度計測部分の直後にある応答性の早い設備の出力を適切に調整することで板温外れによる材質不良長さを低減させることを特徴とする鋼板の連続焼鈍方法である。
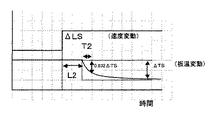
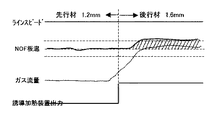
図3は、本発明の効果を示すグラフであり、図2に示した場合と同様に、板厚が1.2mm の先行材から1.6mm の後行材に鋼板が変化する時の無酸化炉2の状態を示したグラフである。図に示しているように条件変更点において応答性の早い設備(本ケースでは誘導加熱装置)を動作させることにより板温を急速に後行材の設定温度まで昇温する事が可能となる。
図4に示したようなメッキセクションを持ち、前段部より無酸化炉2と還元炉3と冷却炉4とを直列に配置したガス加熱式の連続焼鈍炉5において、加熱処理の部分に応答性の早い設備として6、7に示すような位置に誘導加熱装置を設置する事を想定する。
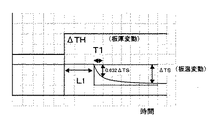
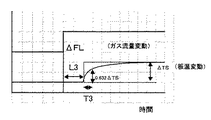
無酸化炉3における従来までの板温制御は無酸化炉3に投入するガス流量を変化させて鋼板温度を調整してきた。しかし、ガス流量の変化応答性と鋼板への熱量の収支バランス、鋼板温度検出装置の設置場所などの制約により、板厚変動に対する鋼板温度の応答は図5のようなむだ時間L1、立ち上がり時間T1のような応答となる。同様にガス流量変更に対する鋼板温度の応答、速度変更に対する鋼板温度の応答、誘導加熱装置出力変更に対する鋼板温度の応答をそれぞれ図6、図7、図8に示す。
板厚変動、ガス流量変動、速度変動に対する鋼板温度の応答性はそれぞれ、むだ時間L1、L2、L3、立ち上がり時間T1、T2、T3となり、それぞれ通板速度などにより変動する。
誘導加熱装置出力変更に対する鋼板温度の応答(図8)は、他の変動要因に対する鋼板温度の応答と比較すると非常に特徴的な応答となっている。他の鋼板温度の応答では鋼板温度は一定のむだ時間後徐々に変化していくが、誘導加熱装置出力変更に対する鋼板温度の応答では、むだ時間L4後ステップ的に変化している。
この応答性は先に述べた、応答性の遅い炉で発生する条件変更部分の目標板温からの外れを低減させる為に使用する応答性の早い設備として非常に適合しているため、以下で記述するの出口板温変化代を誘導加熱装置出力に変換して変化させることにより、従来の鋼板温度外れ部分の補償ができることがわかる。
まず、条件変更前のT/ H・Qo ・Qi がそれぞれ条件変更後にT/ H' ・Qo'・Qi'とすると、条件変更時などの熱収支を以下の式(1)より推定できる。
T/H・(Qo −Qi) = T/H' ・(Qo'−Qi')
T/H : ストリップ密度×板厚×板幅×速度 [kg/hr]
Qo : 無酸化炉出口板温での熱容量 [kcal/kg]
Qi : 無酸化炉入口板温(IH手前:常温)での熱容量 [kcal/kg]
T/H・(Qo −Qi) = T/H' ・(Qo'−Qi')
T/H : ストリップ密度×板厚×板幅×速度 [kg/hr]
Qo : 無酸化炉出口板温での熱容量 [kcal/kg]
Qi : 無酸化炉入口板温(IH手前:常温)での熱容量 [kcal/kg]
また、熱容量Qを比熱Cpで置き換えると、次式(2)となる。
T/H・(Cpo・Tro − Cpi・Ti)=T/H' ・(Cpo'・To'−Cpi'・Ti')‥‥(1)
Tro : 無酸化炉出側目標板温 [℃]
To : 無酸化炉出口板温実績 [℃]
Ti : 無酸化炉入口板温(IH手前:常温) [℃]
Cpo : 無酸化炉出口板温での比熱 [kcal/kg ・ ℃]
Cpi : 無酸化炉入口板温(IH手前:常温)での比熱 [kcal/kg ・ ℃]
Cp (T)= A3+2・A4・T+3・A5・T2 +4・A6・T3 ‥‥(2)
T/H・(Cpo・Tro − Cpi・Ti)=T/H' ・(Cpo'・To'−Cpi'・Ti')‥‥(1)
Tro : 無酸化炉出側目標板温 [℃]
To : 無酸化炉出口板温実績 [℃]
Ti : 無酸化炉入口板温(IH手前:常温) [℃]
Cpo : 無酸化炉出口板温での比熱 [kcal/kg ・ ℃]
Cpi : 無酸化炉入口板温(IH手前:常温)での比熱 [kcal/kg ・ ℃]
Cp (T)= A3+2・A4・T+3・A5・T2 +4・A6・T3 ‥‥(2)
鋼板条件変更による無酸化炉出口の出側板温変動は非常に少ない。
ΔCpo =Cpo −Cpo' ≪ Cpo
であるから、Cpo'=Cpo とし、無酸化炉入口の板温は誘導加熱装置を使用しない場合を想定すると鋼板の状態は一定の前提なので、Cpi =Cpi'、Ti =Ti'とした上で上記(2)式を変換すると加熱条件変更後の無酸化炉出側予測板温を算出できる。
T/H' ・Cpo ・To'=T/ H・(Cpo・Tro − Cpi・Ti)+T/H' ・Cpi'・Ti'
To'={T/ H・(Cpo ・Tro −Cpi ・Ti )+T/H' ・Cpi'・Ti'}/(Cpo ・T/ H' ) ‥‥(3)
また、条件変更後の目標板温変更分を計算すると
ΔTro = Tro'−Tro
これらを加味して無酸化炉出側板温変動量を以下のように算出する。
ΔTo = To'−Tro −ΔTro
ΔCpo =Cpo −Cpo' ≪ Cpo
であるから、Cpo'=Cpo とし、無酸化炉入口の板温は誘導加熱装置を使用しない場合を想定すると鋼板の状態は一定の前提なので、Cpi =Cpi'、Ti =Ti'とした上で上記(2)式を変換すると加熱条件変更後の無酸化炉出側予測板温を算出できる。
T/H' ・Cpo ・To'=T/ H・(Cpo・Tro − Cpi・Ti)+T/H' ・Cpi'・Ti'
To'={T/ H・(Cpo ・Tro −Cpi ・Ti )+T/H' ・Cpi'・Ti'}/(Cpo ・T/ H' ) ‥‥(3)
また、条件変更後の目標板温変更分を計算すると
ΔTro = Tro'−Tro
これらを加味して無酸化炉出側板温変動量を以下のように算出する。
ΔTo = To'−Tro −ΔTro
無酸化炉出側板温の変動量を入側誘導加熱装置出力に変換するために無酸化炉入口で投入した熱量が炉内で吸収され、出口で鋼板板温として残存している比率(昇温率)を通板速度、サイズなどの操業条件より導出する。例えば以下の例の場合は一定時間内の鋼板処理量(T/H)から以下の式(4)に従い昇温率を算出する。この昇温率と無酸化炉出側板温の変動量から式(5)に従い誘導加熱装置昇温代ΔTiを求める。
α = a×T/ H+b ‥‥(4)
ΔTi = ΔTo /α ‥‥(5)
T/H : 通板速度(m/hr)×鋼板断面積(m^2)×鋼板比重(t/m^3)
a : 定数 (通板鋼種毎)
b : 定数 (通板鋼種毎)
α = a×T/ H+b ‥‥(4)
ΔTi = ΔTo /α ‥‥(5)
T/H : 通板速度(m/hr)×鋼板断面積(m^2)×鋼板比重(t/m^3)
a : 定数 (通板鋼種毎)
b : 定数 (通板鋼種毎)
つまり、誘導加熱装置にてΔTi(℃)分、鋼板を加熱することにより、無酸化炉出側板温として発生する鋼板温度変動量を補償することを実現させる。このための誘導加熱装置の電力出力ΔIH(kw)の計算はさらに誘導加熱出力に対する有効投入熱量の比率(誘導加熱効率)を板厚、板幅、通板速度、ΔTi、誘導加熱計算出力から導出した上で、以下の式(6)、(7)に従い算出する。
Ptotal = +Gih・[ T/H ・{Q(TIHo)−Q(TIHi)}]
= +Gih・[ T/H ・{Cp(TIHi)・(TIHo−TIHi)}] ‥‥(6)
ΔIH = Ptotal /B×1000/860 ‥‥(7)
Ptotal : 誘導加熱装置必要投入熱量(kcal/hr )
Gih : IH計算ゲイン(ΔIH≧0、ΔIH<0 別に定数を2つもつ) TIHi : 誘導加熱装置入口板温
TIHo : 誘導加熱装置出口板温
B : IH効率(板厚、板幅、通板速度、ΔTi、Ptotal から導出され る)<1.0
Ptotal = +Gih・[ T/H ・{Q(TIHo)−Q(TIHi)}]
= +Gih・[ T/H ・{Cp(TIHi)・(TIHo−TIHi)}] ‥‥(6)
ΔIH = Ptotal /B×1000/860 ‥‥(7)
Ptotal : 誘導加熱装置必要投入熱量(kcal/hr )
Gih : IH計算ゲイン(ΔIH≧0、ΔIH<0 別に定数を2つもつ) TIHi : 誘導加熱装置入口板温
TIHo : 誘導加熱装置出口板温
B : IH効率(板厚、板幅、通板速度、ΔTi、Ptotal から導出され る)<1.0
ガス加熱炉の従来と同様に熱負荷に変動があった場合、ガス流量の変更を行う。ガス流量変更に伴う板温への影響を考察すると、上記で求めた誘導加熱炉の鋼板温度へ熱量補償量を一定量出力続けると、図9にあるように、ガス加熱炉の鋼板温度に対する効果が十分に現れた時点で逆に外乱となってしまうこととなる。従って、誘導加熱炉出力を応答性の遅い制御端の応答時間に合わせて増減させる必要がある。
図5、図6、図7にあるように板厚変動、ガス流量変動、速度変動に対する鋼板温度の応答性はそれぞれ、むだ時間L1、L2、L3、立ち上がり時間T1、T2、T3となり、それぞれ通板速度などにより変動する。この応答性の遅い制御端の応答時間及び既存制御出力に合わせて応答性の早い設備の出力の変動させる制御出力を決定することはもちろんである。
発明の説明は図4に示したような無酸化炉入側6に位置するような応答性の早い設備の出力変化方法に関して記述してきたが、還元炉入側7に位置するような応答性の早い設備の出力変化方法に関しても、ほぼ同様の構成で加熱条件変更部分での鋼板温度の板温外れという課題についても克服できる。
図4に示したような、前段部より無酸化炉2と還元炉3と冷却炉4とを直列に配置したガス加熱式の連続焼鈍炉5において、7に示すような加熱処理の部分に応答性の早い設備(誘導加熱装置)を設置している場合、加熱条件が変更になった時の還元炉応答性の遅さを、前述してきたような手順で補償することができるが、一方で無酸化炉の出側板温計直後に位置しているという利点を生かし、無酸化炉出側板温計通過時に基準から外れていた温度代を直後の誘導加熱で補償するという板温制御の考え方を導入する。
無酸化炉出側板温外れ分を還元炉前の誘導加熱装置7において吸収するよう制御を行う。
ΔTnof = TSr_nof − TSa_nof
ΔPnof_FB = {Cp(TSa_nof)×ΔTnof ×T/H}・GIH_RTF
ΔIHnof_FB = ΔPnof_FB /B×1000/860
ΔTnof : 無酸化炉出側板温外れ温度 [℃]
TSr_nof : 無酸化炉出側目標板温 [℃]
TSa_nof : 無酸化炉出側実績板温 [℃]
ΔPnof_FB : 無酸化炉出側板温外れ温度のIH必要熱量 [kcal/hr]
Cp(TSa_nof):無酸化炉出側実績板温での比熱 [kcal/kg ・ ℃]
T/H : 無酸化炉出側板温箇所でのT/H(現在) [kg/hr]
B : RTF入側IH効率 [−]
(板厚、板幅、通板速度、ΔTi、Ptotal から導出される)
GIH_RTF : ♯2_IH計算ゲイン(ΔIH≧0、ΔIH<0別に2つもつ) [−]
ΔIHnof_FB : ♯2_IH計算電力変更量(加算分) [kW]
ΔTnof = TSr_nof − TSa_nof
ΔPnof_FB = {Cp(TSa_nof)×ΔTnof ×T/H}・GIH_RTF
ΔIHnof_FB = ΔPnof_FB /B×1000/860
ΔTnof : 無酸化炉出側板温外れ温度 [℃]
TSr_nof : 無酸化炉出側目標板温 [℃]
TSa_nof : 無酸化炉出側実績板温 [℃]
ΔPnof_FB : 無酸化炉出側板温外れ温度のIH必要熱量 [kcal/hr]
Cp(TSa_nof):無酸化炉出側実績板温での比熱 [kcal/kg ・ ℃]
T/H : 無酸化炉出側板温箇所でのT/H(現在) [kg/hr]
B : RTF入側IH効率 [−]
(板厚、板幅、通板速度、ΔTi、Ptotal から導出される)
GIH_RTF : ♯2_IH計算ゲイン(ΔIH≧0、ΔIH<0別に2つもつ) [−]
ΔIHnof_FB : ♯2_IH計算電力変更量(加算分) [kW]
還元炉前の誘導加熱装置7を無酸化炉の板温外れ補正に使用する場合、昇温/降温両パターンに対応する必要がある。つまり、昇温の場合は誘導加熱炉出力アップ、降温の場合は誘導加熱炉出力ダウンさせるだけの出力変動分以上の誘導加熱出力させておき、上記の補償分との加算を以下のように行う。
ΔIH2total(t+1)= ΔIHa(t)+ΔIHbace+ΔIHrtf_step+
ΔIHnof_FB
ΔIH2total(t+1) :♯2_IH計算電力変更量 [kW]
ΔIHa :♯2_IH計算電力実績値 [kW]
ΔIHbace :定常出力値変更に対する♯2_IH計算電力変更量 [kW]
ΔIHrtf_step : RTF入口通過コイル変化によるステップ変更に対する♯2
_IH計算電力変更量 [kW]
ΔIHnof_FB : NOF出口通過コイル板温はずれ補償用♯2_IH計算電力変
更量 [kW]
ΔIH2total(t+1)= ΔIHa(t)+ΔIHbace+ΔIHrtf_step+
ΔIHnof_FB
ΔIH2total(t+1) :♯2_IH計算電力変更量 [kW]
ΔIHa :♯2_IH計算電力実績値 [kW]
ΔIHbace :定常出力値変更に対する♯2_IH計算電力変更量 [kW]
ΔIHrtf_step : RTF入口通過コイル変化によるステップ変更に対する♯2
_IH計算電力変更量 [kW]
ΔIHnof_FB : NOF出口通過コイル板温はずれ補償用♯2_IH計算電力変
更量 [kW]
既存の応答性の遅い炉で発生する条件変更部分の目標板温からの外れを低減させる為に応答性の早い設備の出力を適切に調整する計算式(1)から(7)の流れを図10に示す。
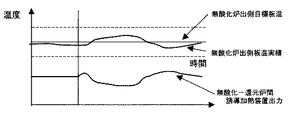
無酸化炉出側板温外れ分を還元炉前の誘導加熱装置7において吸収するよう誘導加熱装置の出力を制御した場合の無酸化炉出側板温と無酸化炉−還元炉間誘導加熱出力及び還元炉ガス流量制御の関係を図11に示す。
1 めっき装置
2 無酸化炉
3 還元炉
4 冷却炉
5 ガス加熱式の連速焼鈍炉
6 誘導加熱装置
7 誘導加熱装置
2 無酸化炉
3 還元炉
4 冷却炉
5 ガス加熱式の連速焼鈍炉
6 誘導加熱装置
7 誘導加熱装置
Claims (3)
- ガス加熱式の連続焼鈍炉における鋼板の連続焼鈍方法において、加熱条件を変更するにあたり、既存の応答性の遅い炉で発生する条件変更部分の目標板温からの外れを低減させる為に、応答性の早い設備を用いて鋼板温度を調整する場合などの加熱条件を変更したときに、予測した設備出側板温と通板速度、鋼板サイズなどの操業条件より導出する入口投入熱量残存率(昇温率)より、設備入口の応答性の早い設備で加熱に必要となる鋼板温度変更量に変換し、加熱条件の変更に必要な投入熱量として応答性の早い設備に設定することを特徴とする鋼板の連続焼鈍板温制御方法。
- ガス加熱式の連続焼鈍炉における鋼板の連続焼鈍方法において、前方にある炉で抑制できなかった目標板温からの外れ分の品質影響代を低減させる為に、温度計測部分より後方にある応答性の早い設備の投入熱量を適切に調整することを特徴とする鋼板の連続焼鈍板温制御方法。
- ガス加熱式の連続焼鈍炉における鋼板の連続焼鈍方法において、前方にある炉で抑制できなかった目標板温からの外れ分の品質影響代を低減させる為に、温度計測部分より後方にある応答性の早い設備の投入熱量を算出するのと平行して、加熱条件を変更したときに、予測した設備出側板温と通板速度、鋼板サイズなどの操業条件より導出する入口投入熱量残存率(昇温率)より、設備入口の応答性の早い設備で加熱に必要となる鋼板温度変更量に変換し、加熱条件の変更に必要な熱量として算出した値と、先に品質影響代を低減させる為に算出した応答性の早い設備の投入熱量を加算し、設定することを特徴とする鋼板の連続焼鈍板温制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119888A JP2005298941A (ja) | 2004-04-15 | 2004-04-15 | 鋼板の連続焼鈍板温制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119888A JP2005298941A (ja) | 2004-04-15 | 2004-04-15 | 鋼板の連続焼鈍板温制御方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298941A true JP2005298941A (ja) | 2005-10-27 |
Family
ID=35330847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004119888A Pending JP2005298941A (ja) | 2004-04-15 | 2004-04-15 | 鋼板の連続焼鈍板温制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298941A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009263701A (ja) * | 2008-04-23 | 2009-11-12 | Nippon Steel Corp | 被加熱材の加熱方法 |
| JP2015030891A (ja) * | 2013-08-05 | 2015-02-16 | Jfeスチール株式会社 | 連続焼鈍ラインの制御方法及び制御装置 |
| CN104962727A (zh) * | 2015-07-29 | 2015-10-07 | 上海宝钢节能环保技术有限公司 | 一种连续退火炉加热段炉温控制系统及方法 |
| JP2018123364A (ja) * | 2017-01-31 | 2018-08-09 | Jfeスチール株式会社 | 鋼板の温度制御方法、及び、鋼板の温度制御装置 |
| PL424288A1 (pl) * | 2018-01-16 | 2019-07-29 | Górzny Wojciech Hydropress | Czop plombowy zabezpieczający do zakuwanych końcówek przewodów i systemów ciśnieniowych |
| CN119877107A (zh) * | 2025-03-27 | 2025-04-25 | 青岛华芯晶电科技有限公司 | 蓝宝石退火炉运行状态监测控制方法 |
| EP4527952A4 (en) * | 2022-07-04 | 2025-11-26 | Jfe Steel Corp | A METHOD FOR ANNEALING HOT-ROLL-ROLL STEEL STRIP, AND A METHOD FOR PRODUCING ELECTROMAGNETIC STEEL SHEET USING SAID ANNEALING PROCESS |
-
2004
- 2004-04-15 JP JP2004119888A patent/JP2005298941A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009263701A (ja) * | 2008-04-23 | 2009-11-12 | Nippon Steel Corp | 被加熱材の加熱方法 |
| JP2015030891A (ja) * | 2013-08-05 | 2015-02-16 | Jfeスチール株式会社 | 連続焼鈍ラインの制御方法及び制御装置 |
| CN104962727A (zh) * | 2015-07-29 | 2015-10-07 | 上海宝钢节能环保技术有限公司 | 一种连续退火炉加热段炉温控制系统及方法 |
| JP2018123364A (ja) * | 2017-01-31 | 2018-08-09 | Jfeスチール株式会社 | 鋼板の温度制御方法、及び、鋼板の温度制御装置 |
| PL424288A1 (pl) * | 2018-01-16 | 2019-07-29 | Górzny Wojciech Hydropress | Czop plombowy zabezpieczający do zakuwanych końcówek przewodów i systemów ciśnieniowych |
| EP4527952A4 (en) * | 2022-07-04 | 2025-11-26 | Jfe Steel Corp | A METHOD FOR ANNEALING HOT-ROLL-ROLL STEEL STRIP, AND A METHOD FOR PRODUCING ELECTROMAGNETIC STEEL SHEET USING SAID ANNEALING PROCESS |
| CN119877107A (zh) * | 2025-03-27 | 2025-04-25 | 青岛华芯晶电科技有限公司 | 蓝宝石退火炉运行状态监测控制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103397171B (zh) | 一种确定钢坯加热炉炉温设定值的方法 | |
| CN107801403B (zh) | 与金属处理炉结合使用的快速响应加热器和相关控制系统 | |
| CN102455135A (zh) | 明火加热炉炉温控制方法及控制设备 | |
| SK31799A3 (en) | Induction heaters to improve transitions in continuous heating systems, and method | |
| JP5604812B2 (ja) | リフロー炉及びその制御方法 | |
| JP2005298941A (ja) | 鋼板の連続焼鈍板温制御方法 | |
| US8893402B2 (en) | Method for controlling a protective gas atmosphere in a protective gas chamber for the treatment of a metal strip | |
| CN114756065B (zh) | 一种热镀锌带钢入锌锅前的板温控制方法 | |
| JPS6056406B2 (ja) | 誘導加熱部を有する連続焼鈍炉 | |
| JP4975235B2 (ja) | 連続ストリップ材処理ラインにおける材温制御システム | |
| US20210032720A1 (en) | Method of heating steel sheet in continuous annealing and continuous annealing facility | |
| CN114054704A (zh) | 一种控制重轨钢冶炼过程的中间包钢水温度的方法 | |
| CN116536506A (zh) | 一种气氛退火炉的炉压控制方法 | |
| JP2003033808A (ja) | 熱間圧延方法とその装置 | |
| JP5742311B2 (ja) | 熱間圧延ラインにおける圧延材の上反り防止方法及び装置 | |
| JP2596229B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP4064253B2 (ja) | 鋼帯の連続式熱処理設備及びその燃焼方法 | |
| KR101169125B1 (ko) | 연속 스트립재 처리 라인에서의 재료 온도 제어 시스템 | |
| JP6645037B2 (ja) | 厚鋼板の冷却制御方法、冷却制御装置、製造方法、および、製造装置 | |
| JPH0754055A (ja) | 連続焼鈍炉における鋼ストリップの板温制御方法 | |
| JP2007217754A (ja) | 溶融亜鉛ポットの浴温制御方法および装置 | |
| JPS63241124A (ja) | 焼結循環ガス温度制御方法 | |
| JP2020063497A (ja) | 金属帯の温度制御方法及び温度制御装置 | |
| KR100928979B1 (ko) | 주석도금공정의 콤비네이션 리플로우 제어방법 | |
| CN115341079A (zh) | 一种连续常化炉炉气倒灌控制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091002 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100205 |