JP2005298086A - 製品搬送装置 - Google Patents
製品搬送装置 Download PDFInfo
- Publication number
- JP2005298086A JP2005298086A JP2004113347A JP2004113347A JP2005298086A JP 2005298086 A JP2005298086 A JP 2005298086A JP 2004113347 A JP2004113347 A JP 2004113347A JP 2004113347 A JP2004113347 A JP 2004113347A JP 2005298086 A JP2005298086 A JP 2005298086A
- Authority
- JP
- Japan
- Prior art keywords
- product
- conveying
- conveyor
- speed
- detected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000001514 detection method Methods 0.000 claims abstract description 40
- 238000011144 upstream manufacturing Methods 0.000 claims description 11
- 230000002265 prevention Effects 0.000 claims description 8
- 230000001133 acceleration Effects 0.000 description 12
- 238000010586 diagram Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 4
- 238000007689 inspection Methods 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images







Landscapes
- Control Of Conveyors (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
Abstract
【課題】 製品の重なりを防止し、稼働率を向上させる製品搬送装置を得る。
【解決手段】 センサ14が製品の先端を検出した場合に、その検出直前にセンサ11により検出された製品が整列コンベア10上の投入可能区間f内に存在するか判定し、存在する場合には製品を搬送コンベア7から整列コンベア10に投入する際に製品の重なりが予測されるので、搬送コンベア7を一旦停止し、センサ11により検出された製品が搬送コンベア先端7bを超えた場合に、搬送コンベア7の運転を再開する。このように構成することにより、整列コンベア10上では製品が重なることなく、重なりを取り除く作業を無くし、稼働率を向上させることができる。
【選択図】 図2
【解決手段】 センサ14が製品の先端を検出した場合に、その検出直前にセンサ11により検出された製品が整列コンベア10上の投入可能区間f内に存在するか判定し、存在する場合には製品を搬送コンベア7から整列コンベア10に投入する際に製品の重なりが予測されるので、搬送コンベア7を一旦停止し、センサ11により検出された製品が搬送コンベア先端7bを超えた場合に、搬送コンベア7の運転を再開する。このように構成することにより、整列コンベア10上では製品が重なることなく、重なりを取り除く作業を無くし、稼働率を向上させることができる。
【選択図】 図2
Description
この発明は、複数のコンベアから一つのコンベアに製品を重ねることなく並べる製品搬送装置に関するものである。
従来の製品搬送装置としては、製品を搬送する第1の整列コンベアと、その第1の整列コンベアの下流側に設置された第2の整列コンベアと、第1の整列コンベアの下流側端部と第2の整列コンベアの上流側端部とを接続し、製品の搬送経路に応じて移動可能なシャトルと、第1の整列コンベア上の製品の搬送状態を検出する製品検出センサと、その製品検出センサにより検出された製品の搬送状態に応じて第1の整列コンベア上の個々の製品が第2の整列コンベア上で所定のパターンに整列されるようにシャトルを制御するコントローラとを備えたものがある(例えば、特許文献1参照)。
従来の製品搬送装置は以上のように構成されているので、第1の整列コンベアと第2の整列コンベアとが1対1で接続される場合に、下流側の製品が所定のパターンに整列されるように制御することができるが、上流側のコンベアと下流側のコンベアとが多対1で接続される場合に、下流側のコンベアで製品が重なり、その重なりを取り除く作業が必要となり、稼働率が低下する課題があった。
この発明は上記のような課題を解決するためになされたもので、製品の重なりを防止したり、製品が重なる場合には報知し、稼働率を向上させる製品搬送装置を得ることを目的とする。
この発明に係る製品搬送装置は、第2の検出手段により製品が検出された場合に、その検出直前に第1の検出手段により検出された製品が、第1の検出手段より製品長に第1の余裕および第2の余裕を加えた道のり内に有るか判定し、有る場合には、第2の搬送手段を製品重なり防止制御する制御手段を備えたものである。
この発明によれば、製品を第2の搬送手段から第1の搬送手段に投入する際の製品の重なりが予測される場合には、制御手段により第2の搬送手段を製品重なり防止制御するように構成したので、第1の搬送手段上では製品が重なることなく、重なりを取り除く作業を無くし、稼働率を向上させることができる。
また、第1および第2の検出手段は、製品の通過を検出する機能だけで良く、設置台数も少なくて済むので、安価に構成することができる効果がある。
また、第1および第2の検出手段は、製品の通過を検出する機能だけで良く、設置台数も少なくて済むので、安価に構成することができる効果がある。
以下、この発明の実施の一形態を説明する。
実施の形態1.
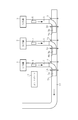
図1はこの発明の実施の形態1による製品搬送装置を示す構成図であり、図において、分包機1〜3は、それぞれ製品を袋詰めにし、一定間隔で袋詰めした製品4〜6を搬出するものである。なお、製品4〜6は、同種の製品である。
搬送コンベア(第2の搬送手段)7〜9は、それぞれ所定の同一の速度で製品4〜6を搬送し、搬送した製品4〜6を搬送コンベア前端7a〜9aの搬送コンベア先端(搬送先端部)7b〜9bから整列コンベア(第1の搬送手段)10に投入するものである。なお、この整列コンベア10も搬送コンベア7〜9と所定の同一の速度で運転され、集められた製品を搬送するものである。搬送コンベア前端7a〜9aは、整列コンベア10の上方に重なるように、且つ搬送コンベア前端7a〜9aおよび整列コンベア10の流れ方向が同一になるように配置されている。
実施の形態1.
図1はこの発明の実施の形態1による製品搬送装置を示す構成図であり、図において、分包機1〜3は、それぞれ製品を袋詰めにし、一定間隔で袋詰めした製品4〜6を搬出するものである。なお、製品4〜6は、同種の製品である。
搬送コンベア(第2の搬送手段)7〜9は、それぞれ所定の同一の速度で製品4〜6を搬送し、搬送した製品4〜6を搬送コンベア前端7a〜9aの搬送コンベア先端(搬送先端部)7b〜9bから整列コンベア(第1の搬送手段)10に投入するものである。なお、この整列コンベア10も搬送コンベア7〜9と所定の同一の速度で運転され、集められた製品を搬送するものである。搬送コンベア前端7a〜9aは、整列コンベア10の上方に重なるように、且つ搬送コンベア前端7a〜9aおよび整列コンベア10の流れ方向が同一になるように配置されている。
センサ(第1の検出手段)11〜13は、それぞれ搬送コンベア先端7b〜9bより整列コンベア10の上流側に設けられ、整列コンベア10上の製品を検出するものである。また、センサ(第2の検出手段)14〜16は、それぞれ搬送コンベア先端7b〜9bより搬送コンベア7〜9の上流側に設けられ、搬送コンベア7〜9上の製品を検出するものである。なお、センサ11〜16は、製品の通過を検出する機能を備えていれば十分であり、例えば、赤外線等の反射を利用したものを用いることができる。
図2はこの発明の実施の形態1による製品搬送装置の動作を示す説明図であり、図では、搬送コンベア7〜9のうち搬送コンベア7から整列コンベア10に製品を投入する投入部を代表して示したものである。
この図2を用いてセンサの設置位置をさらに詳しく説明すると、センサ14〜16は、搬送コンベア先端7b〜9bより製品4の流れ方向の長さである製品長aに、余裕(第1の余裕:任意長)bを加えた道のりdを隔てた搬送コンベア7〜9の上流側に設けられ、センサ11〜13は、搬送コンベア先端7b〜9bより製品長aの2倍の長さに余裕bおよび余裕(第2の余裕:任意長)cを加えた道のりeを隔てた整列コンベア10の上流側に設けられたものである。ここで、道のりeから製品長aを引いた区間を投入可能区間fと言う。
図2はこの発明の実施の形態1による製品搬送装置の動作を示す説明図であり、図では、搬送コンベア7〜9のうち搬送コンベア7から整列コンベア10に製品を投入する投入部を代表して示したものである。
この図2を用いてセンサの設置位置をさらに詳しく説明すると、センサ14〜16は、搬送コンベア先端7b〜9bより製品4の流れ方向の長さである製品長aに、余裕(第1の余裕:任意長)bを加えた道のりdを隔てた搬送コンベア7〜9の上流側に設けられ、センサ11〜13は、搬送コンベア先端7b〜9bより製品長aの2倍の長さに余裕bおよび余裕(第2の余裕:任意長)cを加えた道のりeを隔てた整列コンベア10の上流側に設けられたものである。ここで、道のりeから製品長aを引いた区間を投入可能区間fと言う。
図1において、コントローラ(制御手段)17は、ソフトウェアを記憶したメモリ、およびタイマ等を含むCPUからなるコンピュータで構成されたものであり、分包機1〜3および整列コンベア10を制御したり、センサ11〜16からの検出信号を受けて、搬送コンベア7〜9を制御するものである。
これを詳しく説明すると、コントローラ17は、センサ14〜16により製品が検出された場合に、その検出直前にセンサ11〜13により検出された製品が投入可能区間f内に有るか判定し、有る場合には、搬送コンベア7〜9を製品重なり防止制御するものである。
さらに詳しく説明すると、この実施の形態1におけるコントローラ17による搬送コンベア7〜9の製品重なり防止制御は、搬送コンベア7〜9を一旦停止し、センサ11〜13により検出された製品の尾端が搬送コンベア先端7b〜9bを超えた場合に、搬送コンベア7〜9の運転を再開するものである。
これを詳しく説明すると、コントローラ17は、センサ14〜16により製品が検出された場合に、その検出直前にセンサ11〜13により検出された製品が投入可能区間f内に有るか判定し、有る場合には、搬送コンベア7〜9を製品重なり防止制御するものである。
さらに詳しく説明すると、この実施の形態1におけるコントローラ17による搬送コンベア7〜9の製品重なり防止制御は、搬送コンベア7〜9を一旦停止し、センサ11〜13により検出された製品の尾端が搬送コンベア先端7b〜9bを超えた場合に、搬送コンベア7〜9の運転を再開するものである。
次に動作について説明する。
図3はこの発明の実施の形態1による製品搬送装置の動作を示すフローチャートであり、図において、搬送コンベア制御では、まず、搬送コンベア7〜9、整列コンベア10を運転する(ステップST1)。図1において、分包機1〜3により袋詰めされた製品4〜6が一定間隔で搬出され、搬送コンベア7〜9により製品4〜6が搬送され、搬送した製品4〜6を搬送コンベア前端7a〜9aの搬送コンベア先端7b〜9bから整列コンベア10に投入され、さらに、整列コンベア10により集められた製品が搬送される。この整列コンベア10により集められた製品の搬送中には、X線検査装置等による袋詰めされた製品4〜6内の製品の数量や欠陥等の検査があり、従って、整列コンベア10上で製品4〜6が重なっていたら、正確な検査ができなくなるため、重なりを取り除く作業が必要になる。
図3はこの発明の実施の形態1による製品搬送装置の動作を示すフローチャートであり、図において、搬送コンベア制御では、まず、搬送コンベア7〜9、整列コンベア10を運転する(ステップST1)。図1において、分包機1〜3により袋詰めされた製品4〜6が一定間隔で搬出され、搬送コンベア7〜9により製品4〜6が搬送され、搬送した製品4〜6を搬送コンベア前端7a〜9aの搬送コンベア先端7b〜9bから整列コンベア10に投入され、さらに、整列コンベア10により集められた製品が搬送される。この整列コンベア10により集められた製品の搬送中には、X線検査装置等による袋詰めされた製品4〜6内の製品の数量や欠陥等の検査があり、従って、整列コンベア10上で製品4〜6が重なっていたら、正確な検査ができなくなるため、重なりを取り除く作業が必要になる。
そこで、コントローラ17による搬送コンベア7〜9の製品重なり防止制御を行う。
図2および図3において、搬送コンベア7〜9のうち搬送コンベア7についてだけ代表して説明すれば、搬送コンベア7上の製品4がセンサ14の真横に来て、センサ14がその製品4の先端を検出した場合に(ステップST2)、コントローラ17は、整列コンベア10上の製品が現在、投入可能区間f内に有るか判定する(ステップST3)。これは、搬送コンベア7と整列コンベア10とが同一の速度で運転されていることから、搬送コンベア7上の製品4がセンサ14により検出された時点で整列コンベア10上の製品が投入可能区間f内に存在しなければ、搬送コンベア先端7bにおいて少なくとも前後に余裕b,cを開けて製品4を投入することができるからである。
図2および図3において、搬送コンベア7〜9のうち搬送コンベア7についてだけ代表して説明すれば、搬送コンベア7上の製品4がセンサ14の真横に来て、センサ14がその製品4の先端を検出した場合に(ステップST2)、コントローラ17は、整列コンベア10上の製品が現在、投入可能区間f内に有るか判定する(ステップST3)。これは、搬送コンベア7と整列コンベア10とが同一の速度で運転されていることから、搬送コンベア7上の製品4がセンサ14により検出された時点で整列コンベア10上の製品が投入可能区間f内に存在しなければ、搬送コンベア先端7bにおいて少なくとも前後に余裕b,cを開けて製品4を投入することができるからである。
この処理を具体的に説明すると、図3における整列コンベア上の製品位置検出において、整列コンベア10上の製品がセンサ11の真横に来て、センサ11がその製品の先端を検出した場合に(ステップST11)、コントローラ17は、整列コンベア10上の製品位置の予測を開始する(ステップST12)。
整列コンベア10上の製品位置の予測は、整列コンベア10上の製品が現在、投入可能区間f内に有るか否か、およびその製品の尾端が現在、搬送コンベア先端7bを抜けたか否かを判定する(ステップST13)だけで良く、投入可能区間fを整列コンベア10の所定の速度で割った時間を第1の閾値とし、センサ11より搬送コンベア先端7bまでの道のりeに製品長aを加えた道のりを整列コンベア10の所定の速度で割った時間を第2の閾値として設け、実際には、センサ11による検出後の時間がそれら第1および第2の閾値を経過したかによって、整列コンベア10上の製品位置を判定する。
整列コンベア10上の製品位置の予測は、整列コンベア10上の製品が現在、投入可能区間f内に有るか否か、およびその製品の尾端が現在、搬送コンベア先端7bを抜けたか否かを判定する(ステップST13)だけで良く、投入可能区間fを整列コンベア10の所定の速度で割った時間を第1の閾値とし、センサ11より搬送コンベア先端7bまでの道のりeに製品長aを加えた道のりを整列コンベア10の所定の速度で割った時間を第2の閾値として設け、実際には、センサ11による検出後の時間がそれら第1および第2の閾値を経過したかによって、整列コンベア10上の製品位置を判定する。
図3において、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在しないと判定された場合には、コントローラ17は、搬送コンベア7の運転を続行し、搬送コンベア7上のセンサ14により検出された製品4を搬送コンベア先端7bから整列コンベア10に投入する(ステップST4)。
一方、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、搬送コンベア7を一旦停止し、搬送コンベア7上のセンサ14により検出された製品4を搬送コンベア前端7aで停止させる(ステップST5)。
その後、整列コンベア10上の製品の尾端が、搬送コンベア先端7bを抜けた(ステップST13)ことをトリガとして、搬送コンベア7の運転を再開し、製品4を搬送コンベア先端7bから整列コンベア10に投入する(ステップST6)。
一方、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、搬送コンベア7を一旦停止し、搬送コンベア7上のセンサ14により検出された製品4を搬送コンベア前端7aで停止させる(ステップST5)。
その後、整列コンベア10上の製品の尾端が、搬送コンベア先端7bを抜けた(ステップST13)ことをトリガとして、搬送コンベア7の運転を再開し、製品4を搬送コンベア先端7bから整列コンベア10に投入する(ステップST6)。
以上のように、この実施の形態1によれば、製品を搬送コンベア7〜9から整列コンベア10に投入する際の製品の重なりが予測される場合には、搬送コンベア7〜9を一旦停止し、センサ11〜13により検出された製品が搬送コンベア先端7b〜9bを超えた場合に、搬送コンベア7〜9の運転を再開するように構成したので、整列コンベア10上では製品が重なることなく、重なりを取り除く作業を無くし、稼働率を向上させることができる。
また、センサ11〜16は、製品の通過を検出する機能だけで良く、設置台数も少なくて済むので、安価に構成することができる。
さらに、センサ11〜13による検出後の製品位置を、センサ11〜13による製品検出後の時間に基づいて予測するように構成したので、コントローラ17の構成をタイマを用いたマイクロコンピュータ等で容易に構成することができる。
また、センサ11〜16は、製品の通過を検出する機能だけで良く、設置台数も少なくて済むので、安価に構成することができる。
さらに、センサ11〜13による検出後の製品位置を、センサ11〜13による製品検出後の時間に基づいて予測するように構成したので、コントローラ17の構成をタイマを用いたマイクロコンピュータ等で容易に構成することができる。
実施の形態2.
この発明の実施の形態2による製品搬送装置の構成図は、上記実施の形態1と同様に図1に示した構成であり、図1において、この実施の形態2によるコントローラ17は、センサ14〜16により製品が検出された場合に、その検出直前にセンサ11〜13により検出された製品が投入可能区間f内に有るか判定し、有る場合には、製品の重なり検出警報を出力するものである。
その他の構成については、図1と同等である。
この発明の実施の形態2による製品搬送装置の構成図は、上記実施の形態1と同様に図1に示した構成であり、図1において、この実施の形態2によるコントローラ17は、センサ14〜16により製品が検出された場合に、その検出直前にセンサ11〜13により検出された製品が投入可能区間f内に有るか判定し、有る場合には、製品の重なり検出警報を出力するものである。
その他の構成については、図1と同等である。
次に動作について説明する。
図4はこの発明の実施の形態2による製品搬送装置の動作を示すフローチャートであり、図において、ステップST2でセンサ14により搬送コンベア7上の製品4が検出され、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、搬送コンベア7を停止することなく、製品の重なり検出警報を出力する(ステップST21)。
図4はこの発明の実施の形態2による製品搬送装置の動作を示すフローチャートであり、図において、ステップST2でセンサ14により搬送コンベア7上の製品4が検出され、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、搬送コンベア7を停止することなく、製品の重なり検出警報を出力する(ステップST21)。
以上のように、この実施の形態2によれば、製品を搬送コンベア7〜9から整列コンベア10に投入する際の製品の重なりが予測される場合には、コントローラ17により製品重なり検出警報を出力するように構成したので、製品重なり検出警報が出力された場合だけ整列コンベア10上での製品重なりを取り除く作業を行えば良く、稼働率を向上させることができる。
なお、この実施の形態2は、搬送コンベア7〜9を止めたり、速度制御することができない製品搬送装置に適している。
なお、この実施の形態2は、搬送コンベア7〜9を止めたり、速度制御することができない製品搬送装置に適している。
実施の形態3.
この発明の実施の形態3による製品搬送装置の構成図は、上記実施の形態1と同様に図1に示した構成であり、図1において、この実施の形態3によるコントローラ17は、搬送コンベア7〜9の製品重なり防止制御として、センサ11〜13により検出された製品の先端が搬送コンベア先端7b〜9bに到達する前にセンサ14〜16により検出された製品4〜6が搬送コンベア先端7b〜9bから整列コンベア10に投入されるような搬送コンベア7〜9の増速速度を演算すると共に、その増速速度で搬送コンベア7〜9を増速し、センサ14〜16により検出された製品4〜6が搬送コンベア先端7b〜9bから整列コンベア10に投入された場合に、搬送コンベア7〜9の速度を所定の速度に減速するものである。
その他の構成については、図1と同等である。
この発明の実施の形態3による製品搬送装置の構成図は、上記実施の形態1と同様に図1に示した構成であり、図1において、この実施の形態3によるコントローラ17は、搬送コンベア7〜9の製品重なり防止制御として、センサ11〜13により検出された製品の先端が搬送コンベア先端7b〜9bに到達する前にセンサ14〜16により検出された製品4〜6が搬送コンベア先端7b〜9bから整列コンベア10に投入されるような搬送コンベア7〜9の増速速度を演算すると共に、その増速速度で搬送コンベア7〜9を増速し、センサ14〜16により検出された製品4〜6が搬送コンベア先端7b〜9bから整列コンベア10に投入された場合に、搬送コンベア7〜9の速度を所定の速度に減速するものである。
その他の構成については、図1と同等である。
次に動作について説明する。
図5はこの発明の実施の形態3による製品搬送装置の動作を示す説明図であり、図では説明を分かりやすくするため、図2と比較して、センサ11,14の位置を上流側にずらしている。そのため、余裕b,c、その他の長さd,e,fについても変化しているが、意味合いは、上記実施の形態1と同一である。
図6はこの発明の実施の形態3による製品搬送装置の動作を示すフローチャートであり、図において、ステップST2でセンサ14により搬送コンベア7上の製品4が検出され、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、センサ11により検出された製品の先端が搬送コンベア先端7bに到達する前にセンサ14により検出された製品4が搬送コンベア先端7bから整列コンベア10に投入されるような搬送コンベア7の増速速度を演算すると共に、その増速速度で搬送コンベア7を増速する(ステップST31)。
図5はこの発明の実施の形態3による製品搬送装置の動作を示す説明図であり、図では説明を分かりやすくするため、図2と比較して、センサ11,14の位置を上流側にずらしている。そのため、余裕b,c、その他の長さd,e,fについても変化しているが、意味合いは、上記実施の形態1と同一である。
図6はこの発明の実施の形態3による製品搬送装置の動作を示すフローチャートであり、図において、ステップST2でセンサ14により搬送コンベア7上の製品4が検出され、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、センサ11により検出された製品の先端が搬送コンベア先端7bに到達する前にセンサ14により検出された製品4が搬送コンベア先端7bから整列コンベア10に投入されるような搬送コンベア7の増速速度を演算すると共に、その増速速度で搬送コンベア7を増速する(ステップST31)。
この増速速度の演算は、
(増速速度)=(d+a)/{(e/v)−T−τa} (1)
で求めることができる。
但し、dは搬送コンベア先端7bよりセンサ14までの道のり、aは製品長、eは搬送コンベア先端7bよりセンサ11までの道のり、vは整列コンベア10の所定の速度、Tはセンサ14により製品を検出した場合のその検出直前にセンサ11により製品を検出してからセンサ14により製品が検出されるまでの経過時間、τaは搬送コンベア7に増速指令を出力してから搬送コンベア7がその増速速度になるまでの増速に要する時間である。
すなわち、d+aは、センサ14による製品の検出後に、その製品を搬送コンベア先端7bより投入可能にするまでの搬送しなければならない道のりであり、図5で言えば、製品Aから製品Bまでの道のりである。e/vは、センサ11による製品の検出後に、整列コンベアの所定の速度vにより搬送した場合に、製品の先端が搬送コンベア先端7bに到達するまでの時間であり、図5で言えば、製品Cから製品Eまでの所用時間である。また、図5において、センサ14により製品Aを検出した場合のその検出直前にセンサ11により検出された製品Cがセンサ14による製品Aの検出時に製品Dのように搬送されていたとすると、経過時間Tは、製品Cから製品Dに搬送に要した時間となる。
(増速速度)=(d+a)/{(e/v)−T−τa} (1)
で求めることができる。
但し、dは搬送コンベア先端7bよりセンサ14までの道のり、aは製品長、eは搬送コンベア先端7bよりセンサ11までの道のり、vは整列コンベア10の所定の速度、Tはセンサ14により製品を検出した場合のその検出直前にセンサ11により製品を検出してからセンサ14により製品が検出されるまでの経過時間、τaは搬送コンベア7に増速指令を出力してから搬送コンベア7がその増速速度になるまでの増速に要する時間である。
すなわち、d+aは、センサ14による製品の検出後に、その製品を搬送コンベア先端7bより投入可能にするまでの搬送しなければならない道のりであり、図5で言えば、製品Aから製品Bまでの道のりである。e/vは、センサ11による製品の検出後に、整列コンベアの所定の速度vにより搬送した場合に、製品の先端が搬送コンベア先端7bに到達するまでの時間であり、図5で言えば、製品Cから製品Eまでの所用時間である。また、図5において、センサ14により製品Aを検出した場合のその検出直前にセンサ11により検出された製品Cがセンサ14による製品Aの検出時に製品Dのように搬送されていたとすると、経過時間Tは、製品Cから製品Dに搬送に要した時間となる。
また、増速に要する時間τaの演算は、
(増速速度)=(d+a)/{(e/v)−T} (2)
で、一旦、増速速度を求め、求めた増速速度を、搬送コンベア固有の加速率で割ることにより求めることができる。しかしながら、厳密に言うとこの加速率は搬送コンベアの速度に応じた関数となるため、搬送コンベア固有の加速率で割るだけでは増速に要する時間を正確に求めることはできない。そこで、実際には、上式(2)で求められた増速速度を、搬送コンベア固有の加速率で割り、さらに、製品が投入された時の製品間に余裕を持たせるための任意の固定時間を加えて増速に要する時間τaとし、このように固定時間を加えることにより加速率による誤差を吸収する。
(増速速度)=(d+a)/{(e/v)−T} (2)
で、一旦、増速速度を求め、求めた増速速度を、搬送コンベア固有の加速率で割ることにより求めることができる。しかしながら、厳密に言うとこの加速率は搬送コンベアの速度に応じた関数となるため、搬送コンベア固有の加速率で割るだけでは増速に要する時間を正確に求めることはできない。そこで、実際には、上式(2)で求められた増速速度を、搬送コンベア固有の加速率で割り、さらに、製品が投入された時の製品間に余裕を持たせるための任意の固定時間を加えて増速に要する時間τaとし、このように固定時間を加えることにより加速率による誤差を吸収する。
搬送コンベア7を増速することにより、センサ14により検出された製品4が、センサ11により検出された製品の先端が搬送コンベア先端7bに到達する前に、搬送コンベア先端7bから整列コンベア10に投入される(ステップST32)。
コントローラ17は、センサ14により検出された製品4が整列コンベア10に投入された場合に、搬送コンベア7の速度を所定の速度に減速する(ステップST33)。
コントローラ17は、センサ14により検出された製品4が整列コンベア10に投入された場合に、搬送コンベア7の速度を所定の速度に減速する(ステップST33)。
以上のように、この実施の形態3によれば、製品を搬送コンベア7〜9から整列コンベア10に投入する際の製品の重なりが予測される場合には、製品の重なりを予防する搬送コンベア7〜9の増速速度を演算すると共に、その増速速度で搬送コンベア7〜9を増速し、センサ14〜16により検出された製品4〜7が搬送コンベア先端7b〜9bから整列コンベア10に投入された場合に、搬送コンベア7〜9の速度を所定の速度に減速するように構成したので、整列コンベア10上では製品が重なることなく、重なりを取り除く作業を無くし、稼働率を向上させることができる。
また、搬送コンベア7〜9を停止したり運転を再開することなく制御できるので、停止用ブレーキの摩耗を防いだり、省電力化することができる。
また、搬送コンベア7〜9を停止したり運転を再開することなく制御できるので、停止用ブレーキの摩耗を防いだり、省電力化することができる。
実施の形態4.
この発明の実施の形態4による製品搬送装置の構成図は、上記実施の形態1と同様に図1に示した構成であり、図1において、この実施の形態4によるコントローラ17は、搬送コンベア7〜9の製品重なり防止制御として、センサ11〜13により検出された製品の尾端が搬送コンベア先端7b〜9bに到達した後にセンサ14〜16により検出された製品4〜6の先端が搬送コンベア先端7b〜9bに到達するような搬送コンベア7〜9の減速速度を演算すると共に、その減速速度で搬送コンベア7〜9を減速し、センサ14〜16により検出された製品4〜6が搬送コンベア先端7b〜9bから整列コンベア10に投入された場合に、搬送コンベア7〜9の速度を所定の速度に増速するものである。
その他の構成については、図1と同等である。
この発明の実施の形態4による製品搬送装置の構成図は、上記実施の形態1と同様に図1に示した構成であり、図1において、この実施の形態4によるコントローラ17は、搬送コンベア7〜9の製品重なり防止制御として、センサ11〜13により検出された製品の尾端が搬送コンベア先端7b〜9bに到達した後にセンサ14〜16により検出された製品4〜6の先端が搬送コンベア先端7b〜9bに到達するような搬送コンベア7〜9の減速速度を演算すると共に、その減速速度で搬送コンベア7〜9を減速し、センサ14〜16により検出された製品4〜6が搬送コンベア先端7b〜9bから整列コンベア10に投入された場合に、搬送コンベア7〜9の速度を所定の速度に増速するものである。
その他の構成については、図1と同等である。
次に動作について説明する。
図7はこの発明の実施の形態4による製品搬送装置の動作を示す説明図、図8はこの発明の実施の形態4による製品搬送装置の動作を示すフローチャートであり、図において、ステップST2でセンサ14により搬送コンベア7上の製品4が検出され、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、センサ11により検出された製品の尾端が搬送コンベア先端7bに到達した後にセンサ14により検出された製品4の先端が搬送コンベア先端7bに到達するような搬送コンベア7の減速速度を演算すると共に、その減速速度で搬送コンベア7を減速する(ステップST41)。
図7はこの発明の実施の形態4による製品搬送装置の動作を示す説明図、図8はこの発明の実施の形態4による製品搬送装置の動作を示すフローチャートであり、図において、ステップST2でセンサ14により搬送コンベア7上の製品4が検出され、ステップST3で整列コンベア10上の製品が現在、投入可能区間f内に存在すると判定された場合には、コントローラ17は、センサ11により検出された製品の尾端が搬送コンベア先端7bに到達した後にセンサ14により検出された製品4の先端が搬送コンベア先端7bに到達するような搬送コンベア7の減速速度を演算すると共に、その減速速度で搬送コンベア7を減速する(ステップST41)。
この減速速度の演算は、
(減速速度)=d/{(e+a)/v−T−τb} (3)
で求めることができる。
但し、τbは搬送コンベア7に減速指令を出力してから搬送コンベア7がその減速速度になるまでの減速に要する時間である。
よって、dは、センサ14による製品の検出後に、その製品の先端が搬送コンベア先端7bに到達するまでの搬送しなければならない道のりであり、図5で言えば、製品Aから製品Fまでの道のりである。(e+a)/vは、センサ11による製品の検出後に、整列コンベアの所定の速度vにより搬送した場合に、製品の尾端が搬送コンベア先端7bに到達するまでの時間であり、図5で言えば、製品Cから製品Hまでの所用時間である。また、図5において、センサ14により製品Aを検出した場合のその検出直前にセンサ11により検出された製品Cがセンサ14による製品Aの検出時に製品Gのように搬送されていたとすると、経過時間Tは、製品Cから製品Gに搬送に要した時間となる。
(減速速度)=d/{(e+a)/v−T−τb} (3)
で求めることができる。
但し、τbは搬送コンベア7に減速指令を出力してから搬送コンベア7がその減速速度になるまでの減速に要する時間である。
よって、dは、センサ14による製品の検出後に、その製品の先端が搬送コンベア先端7bに到達するまでの搬送しなければならない道のりであり、図5で言えば、製品Aから製品Fまでの道のりである。(e+a)/vは、センサ11による製品の検出後に、整列コンベアの所定の速度vにより搬送した場合に、製品の尾端が搬送コンベア先端7bに到達するまでの時間であり、図5で言えば、製品Cから製品Hまでの所用時間である。また、図5において、センサ14により製品Aを検出した場合のその検出直前にセンサ11により検出された製品Cがセンサ14による製品Aの検出時に製品Gのように搬送されていたとすると、経過時間Tは、製品Cから製品Gに搬送に要した時間となる。
また、減速に要する時間τbの演算は、
(減速速度)=d/{(e+a)/v−T} (4)
で、一旦、減速速度を求め、求めた減速速度を、搬送コンベア固有の減速率で割ることにより求めることができる。しかしながら、厳密に言うとこの減速率は搬送コンベアの速度に応じた関数となるため、搬送コンベア固有の減速率で割るだけでは減速に要する時間を正確に求めることはできない。そこで、実際には、上式(4)で求められた減速速度を、搬送コンベア固有の減速率で割り、さらに、製品が投入された時の製品間に余裕を持たせるための任意の固定時間を差し引いて減速に要する時間τbとし、固定時間を差し引くことにより減速率による誤差を吸収する。
(減速速度)=d/{(e+a)/v−T} (4)
で、一旦、減速速度を求め、求めた減速速度を、搬送コンベア固有の減速率で割ることにより求めることができる。しかしながら、厳密に言うとこの減速率は搬送コンベアの速度に応じた関数となるため、搬送コンベア固有の減速率で割るだけでは減速に要する時間を正確に求めることはできない。そこで、実際には、上式(4)で求められた減速速度を、搬送コンベア固有の減速率で割り、さらに、製品が投入された時の製品間に余裕を持たせるための任意の固定時間を差し引いて減速に要する時間τbとし、固定時間を差し引くことにより減速率による誤差を吸収する。
搬送コンベア7を減速することにより、センサ11により検出された製品の尾端が搬送コンベア先端7bに到達した後に、センサ14により検出された製品4の先端が搬送コンベア先端7bに到達し、その後、センサ14により検出された製品4が搬送コンベア先端7bから整列コンベア10に投入される(ステップST32)。
コントローラ17は、センサ14により検出された製品4が整列コンベア10に投入された場合に、搬送コンベア7の速度を所定の速度に増速する(ステップST42)。
コントローラ17は、センサ14により検出された製品4が整列コンベア10に投入された場合に、搬送コンベア7の速度を所定の速度に増速する(ステップST42)。
以上のように、この実施の形態4によれば、製品を搬送コンベア7〜9から整列コンベア10に投入する際の製品の重なりが予測される場合には、製品の重なりを予防する搬送コンベア7〜9の減速速度を演算すると共に、その減速速度で搬送コンベア7〜9を減速し、センサ14〜16により検出された製品4〜6が搬送コンベア先端7b〜9bから整列コンベア10に投入された場合に、搬送コンベア7〜9の速度を所定の速度に増速するように構成したので、整列コンベア10上では製品が重なることなく、重なりを取り除く作業を無くし、稼働率を向上させることができる。
また、搬送コンベア7〜9を停止したり運転を再開することなく制御できるので、停止用ブレーキの摩耗を防いだり、省電力化することができる。
また、搬送コンベア7〜9を停止したり運転を再開することなく制御できるので、停止用ブレーキの摩耗を防いだり、省電力化することができる。
なお、搬送コンベア7〜9の製品重なり防止制御として、上記実施の形態3では、搬送コンベア7〜9を増速、この実施の形態4では、搬送コンベア7〜9を減速するようにしたが、コントローラ17において、センサ14により搬送コンベア7上の製品4が検出された時点の整列コンベア10上の製品位置が、その製品4の位置よりもセンサ11側にあるか、または、搬送コンベア先端7b側にあるかを判定し、センサ11側にある場合には搬送コンベア7〜9を増速し、搬送コンベア先端7b側にある場合には搬送コンベア7〜9を減速するようにしても良い。
すなわち、図5に示したように、製品Aに対して製品Dが遅れている場合には、搬送コンベア7〜9を増速し、逆に図7に示したように、製品Aに対して製品Gが進んでいる場合には、搬送コンベア7〜9を減速するようにすれば、搬送コンベア7〜9の増減速の変動を少なくすることができ、省電力化することができる。
すなわち、図5に示したように、製品Aに対して製品Dが遅れている場合には、搬送コンベア7〜9を増速し、逆に図7に示したように、製品Aに対して製品Gが進んでいる場合には、搬送コンベア7〜9を減速するようにすれば、搬送コンベア7〜9の増減速の変動を少なくすることができ、省電力化することができる。
1〜3 分包機、4〜6 製品、7〜9 搬送コンベア(第2の搬送手段)、7a〜9a 搬送コンベア前端、7b〜9b 搬送コンベア先端(搬送先端部)、10 整列コンベア(第1の搬送手段)、11〜13 センサ(第1の検出手段)、14〜16 センサ(第2の検出手段)、17 コントローラ(制御手段)。
Claims (6)
- 所定の速度で製品を搬送する第1の搬送手段と、
上記第1の搬送手段と同一の速度で製品を搬送し、その搬送した製品を搬送先端部からその第1の搬送手段に投入する第2の搬送手段と、
上記搬送先端部より製品長の2倍の長さに第1の余裕および第2の余裕を加えた道のりを隔てた上記第1の搬送手段の上流側に設けられ、その第1の搬送手段上の製品を検出する第1の検出手段と、
上記搬送先端部より製品長に第1の余裕を加えた道のりを隔てた上記第2の搬送手段の上流側に設けられ、その第2の搬送手段上の製品を検出する第2の検出手段と、
上記第2の検出手段により製品が検出された場合に、その検出直前に上記第1の検出手段により検出された製品が、その第1の検出手段より製品長に第1の余裕および第2の余裕を加えた道のり内に有るか判定し、有る場合には、上記第2の搬送手段を製品重なり防止制御する制御手段とを備えた製品搬送装置。 - 制御手段は、
第2の搬送手段の製品重なり防止制御として、その第2の搬送手段を一旦停止し、第1の検出手段により検出された製品の尾端が搬送先端部を超えた場合に、その第2の搬送手段の運転を再開することを特徴とする請求項1記載の製品搬送装置。 - 制御手段は、
第2の搬送手段の製品重なり防止制御として、第1の検出手段により検出された製品の先端が搬送先端部に到達する前に第2の検出手段により検出された製品がその搬送先端部から第1の搬送手段に投入される第2の搬送手段の増速速度を演算すると共に、その増速速度で第2の搬送手段を増速し、
その第2の検出手段により検出された製品がその搬送先端部から第1の搬送手段に投入された場合に、その第2の搬送手段の速度を所定の速度に減速することを特徴とする請求項1記載の製品搬送装置。 - 制御手段は、
第2の搬送手段の製品重なり防止制御として、第1の検出手段により検出された製品の尾端が搬送先端部に到達した後に第2の検出手段により検出された製品の先端がその搬送先端部に到達する第2の搬送手段の減速速度を演算すると共に、その減速速度で第2の搬送手段を減速し、
その第2の検出手段により検出された製品がその搬送先端部から第1の搬送手段に投入された場合に、その第2の搬送手段の速度を所定の速度に増速することを特徴とする請求項1記載の製品搬送装置。 - 所定の速度で製品を搬送する第1の搬送手段と、
上記第1の搬送手段と同一の速度で製品を搬送し、その搬送した製品を搬送先端部からその第1の搬送手段に投入する第2の搬送手段と、
上記搬送先端部より製品長の2倍の長さに第1の余裕および第2の余裕を加えた道のりを隔てた上記第1の搬送手段の上流側に設けられ、その第1の搬送手段上の製品を検出する第1の検出手段と、
上記搬送先端部より製品長に第1の余裕を加えた道のりを隔てた上記第2の搬送手段の上流側に設けられ、その第2の搬送手段上の製品を検出する第2の検出手段と、
上記第2の検出手段により製品が検出された場合に、その検出直前に上記第1の検出手段により検出された製品が、その第1の検出手段より製品長に第1の余裕および第2の余裕を加えた道のり内に有るか判定し、有る場合には、製品重なり検出警報を出力する制御手段とを備えた製品搬送装置。 - 制御手段は、
第1の検出手段による検出後の製品位置を、その第1の検出手段による製品検出後の時間に基づいて予測することを特徴とする請求項1または請求項5記載の製品搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113347A JP2005298086A (ja) | 2004-04-07 | 2004-04-07 | 製品搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113347A JP2005298086A (ja) | 2004-04-07 | 2004-04-07 | 製品搬送装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298086A true JP2005298086A (ja) | 2005-10-27 |
Family
ID=35330104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004113347A Pending JP2005298086A (ja) | 2004-04-07 | 2004-04-07 | 製品搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298086A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109867118A (zh) * | 2017-12-04 | 2019-06-11 | 湖北北新建材有限公司 | 一种干燥机出板控制系统及控制方法 |
| JP2020052027A (ja) * | 2018-09-26 | 2020-04-02 | テスト リサーチ, インク. | 光学検出設備 |
-
2004
- 2004-04-07 JP JP2004113347A patent/JP2005298086A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109867118A (zh) * | 2017-12-04 | 2019-06-11 | 湖北北新建材有限公司 | 一种干燥机出板控制系统及控制方法 |
| JP2020052027A (ja) * | 2018-09-26 | 2020-04-02 | テスト リサーチ, インク. | 光学検出設備 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7681712B2 (en) | Alignment conveyor apparatus | |
| US20070261941A1 (en) | Dynamic motorized roller conveyor control | |
| US6244421B1 (en) | Singulated release for a zoned conveyor system | |
| JPH10279047A (ja) | コンベアシステム及びその制御方法 | |
| CN104981418B (zh) | 堆积控制 | |
| JP5994610B2 (ja) | 搬送装置および画像形成装置 | |
| JP2005298086A (ja) | 製品搬送装置 | |
| JP4199974B2 (ja) | 分離搬送装置 | |
| JP2000136021A (ja) | インダクションコンベヤ | |
| JP2010202314A (ja) | 搬送コンベア合流部貨物衝突防止システムおよびその方法 | |
| KR102859065B1 (ko) | 분기 설비 | |
| JP2024516691A5 (ja) | ||
| JP5012264B2 (ja) | カプセルの輸送速度検出装置 | |
| JP2005119866A (ja) | 製品供給装置 | |
| JP2012096174A (ja) | 郵便物処理装置及び郵便物処理方法 | |
| JP2008285252A (ja) | 自動荷役車両およびその制御方法 | |
| JP4933779B2 (ja) | 減列型製品供給装置 | |
| JP2011026050A (ja) | 仕分けシステム | |
| CN118218280A (zh) | 用于分拣机系统的外围传送机的速度控制系统 | |
| JP6939656B2 (ja) | 搬送装置、搬送方法、及び、搬送プログラム | |
| JP4721158B2 (ja) | ローラコンベヤの制動装置 | |
| JP2665982B2 (ja) | バイアスカッター装置に於けるコンベヤー速度制御方法 | |
| JP4266260B2 (ja) | 物品の切出し搬送装置の緊急停止方法 | |
| JP2003137420A (ja) | 材料投入制御コンベヤ装置 | |
| JP2007246277A (ja) | 鋼板搬送制御方法および装置 |