JP2005297501A - 目地模様付き鋼板およびその製造方法 - Google Patents
目地模様付き鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP2005297501A JP2005297501A JP2004121049A JP2004121049A JP2005297501A JP 2005297501 A JP2005297501 A JP 2005297501A JP 2004121049 A JP2004121049 A JP 2004121049A JP 2004121049 A JP2004121049 A JP 2004121049A JP 2005297501 A JP2005297501 A JP 2005297501A
- Authority
- JP
- Japan
- Prior art keywords
- paint
- joint pattern
- resin film
- coating layer
- steel plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【解決手段】 鋼板の片面を着色樹脂フィルムで被覆した樹脂フィルム被覆鋼板の被覆面、または着色塗料を塗布した塗料塗布鋼板の塗布面のいずれかに、着色樹脂フィルムまたは着色塗料の色味とは異なる色味の塗料を塗布した印刷層を設けた被覆鋼板であって、印刷層と着色樹脂フィルムまたは着色塗料との境界線に目地模様を設け、目地模様と印刷層、または目地模様を覆うように、目地模様を視認できる保護層を設けたことを特徴とする、目地模様付き鋼板と、その製造方法を要旨とする。
【選択図】 図1
Description
1.製作が容易で、曲げ加工する際に目地模様がつぶれる心配がなく、目地模様部分に磨耗や剥離などが生起し難く、耐摩耗性に優れた、目地模様付き鋼板を提供すること。
2.深みがあり、凹凸感のある目地模様が視認される目地模様付き鋼板を提供すること。
3.タイルや石材を用いた目地模様に類似した目地幅、形状など複数の模様を組合せた多様な目地模様付き鋼板を提供すること。
4.上記の目地模様付き鋼板を、低コストで能率よく製造する方法を提供すること。
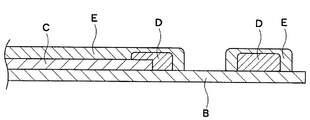
着色樹脂フィルム(B1)と印刷塗布層(C)との境界線、または、着色塗料(B2)と印刷塗布層(C)との境界線、および、印刷塗布層(C)と印刷塗布層(D)とを覆い、かつ、目地模様を視認できる保護層(E)が設けられてなることを特徴とする、目地模様付き鋼板を提供する。
1.本発明の第一発明に係る目地模様付き鋼板は、目地模様が印刷法によって形成され、かつ、保護層を有するので、曲げ加工する際に目地模様が破損することがなく、耐摩耗性も優れている。
2.本発明の第一発明に係る目地模様付き鋼板は、目地模様が印刷法によって形成されており裏面が平坦であるので、平坦な石膏ボードなどの面材と接着する際に密着させることができるので、施工し易い。
3.本発明の第一発明に係る目地模様付き鋼板は、基材の鋼板の着色樹脂フィルム被覆面、または塗料塗布面のいずれかに、着色樹脂フィルムまたは着色塗料の色味とは異なる色味の印刷塗布層(C)および/または印刷塗布層(D)を印刷塗布して目地模様を形成しているので、深みがあり凹凸感のある目地模様と視認される。
4.本発明の第二発明に係る目地模様付き鋼板の製造方法によれば、特別の金型が不要である。
5.本発明に係る目地模様付き鋼板の製造方法によれば、目地模様が印刷法によって形成されているので、印刷用ロールや印刷用原版を替えることにより、目地模様を自由に変えることができ、異なる複数の目地模様を極めて容易に印刷することができる。
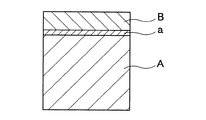
本発明に係る目地模様付き鋼板の基材となる鋼板(A)は、その種類は特に限定されるものではなく、鋼板自体の耐蝕性の向上と、この鋼板表面と着色樹脂フィルム(B1)、着色塗料(B2)との密着性向上を目的として、鋼板表面に表面処理が施されているものが好ましい。表面処理を施す面は、着色樹脂フィルム(B1)が被覆される面、着色塗料(B2)が塗布される面であるが、残りの面にも同様の表面処理を施してもよい。表面処理はメッキ、化成処理、電解エッチング処理などが挙げられる。中でも、亜鉛メッキ、スズメッキ、クロムメッキ、ニッケルメッキなどのメッキ処理が好適である。
印刷塗布層(C)と印刷塗布層(D)は、いずれか一方の印刷でもよいし、両者を重ねて印刷してもよい。両者を重ねて印刷する際は、いずれを上側にしてもよい。すなわち、印刷塗布層(D)が、印刷塗布層(C)の少なくとも一側端部境界線を覆うようにしてもよいし、印刷塗布層(C)が、印刷塗布層(D)を覆うようにしてもよい。
a:接着剤層
B:着色樹脂フィルム面または着色塗料面
C:印刷塗布層
D:印刷塗布層
E:保護層
Claims (9)
- 鋼板(A)の片面を、着色樹脂フィルム(B1)で被覆した樹脂フィルム被覆鋼板の樹脂フィルム面、または、着色塗料(B2)を塗布した塗料塗布鋼板の着色塗料面のいずれかに、着色樹脂フィルム(B1)または着色塗料(B2)の色味とは異なる色味の塗料(C)および/または塗料(D)を印刷し、着色樹脂フィルム(B1)または着色塗料(B2)と、印刷塗布層(C)および/または印刷塗布層(D)とによって視認できる目地模様が形成された被覆鋼板であって、着色樹脂フィルム(B1)と印刷塗布層(C)との境界線、または、着色塗料(B2)と印刷塗布層(C)との境界線、および、印刷塗布層(C)と印刷塗布層(D)とを覆い、かつ、目地模様を視認できる保護層(E)が設けられてなることを特徴とする、目地模様付き鋼板。
- 印刷塗布層(D)が、印刷塗布層(C)の少なくとも一側端部境界線を覆うようにされ設けられてなる、請求項1に記載の目地模様付き鋼板。
- 印刷塗布層(C)が、印刷塗布層(D)を覆うように設けられてなる、請求項1に記載の目地模様付き鋼板。
- 印刷塗布層(D)が、印刷塗布層(C)が形成されていない部分に設けられてなる、請求項1ないし請求項3のいずれか一項に記載の目地模様付き鋼板。
- 保護層(E)が、ウレタン系樹脂塗料またはアクリル系樹脂塗料によって形成され、厚さが5〜500μmの範囲のものである、請求項1ないし請求項4のいずれか一項に記載の目地模様付き鋼板。
- 保護層(E)が、着色樹脂フィルム(B1)面または着色塗料(B2)面に形成される目地模様の幅方向の一側端部から0.1〜2.0mmの範囲で大きくされてなる、請求項1ないし請求項5のいずれか一項に記載の目地模様付き鋼板。
- 目地模様付き鋼板を製造するにあたり、鋼板(A)の片面を着色樹脂フィルム(B1)で被覆した樹脂フィルム被覆鋼板、または、着色塗料(B2)を塗布した塗料塗布鋼板を準備し、これら鋼板の着色樹脂フィルム面または着色塗料面の表面に、着色樹脂フィルム(B1)または着色塗料(B2)の色味とは異なる色味の塗料(C)および/または塗料(D)を印刷し、着色樹脂フィルム(B1)または着色塗料(B2)と、印刷塗布層(C)および/または印刷塗布層(D)とによって視認できる目地模様を設け、印刷塗布層(C)および/または印刷塗布層(D)の少なくとも一部を覆い、目地模様を印刷塗布し、目地模様と印刷層、または目地模様を覆い、かつ、目地模様が視認できる保護層(E)を設けることを特徴とする、目地模様付き鋼板の製造方法。
- 印刷塗布層(D)が、印刷塗布層(C)の少なくとも一側端部境界線を覆うようにされ設ける、請求項7に記載の目地模様付き鋼板の製造方法。
- 印刷塗布層(C)が、印刷塗布層(D)を覆うように設ける、請求項7に記載の目地模様付き鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121049A JP2005297501A (ja) | 2004-04-16 | 2004-04-16 | 目地模様付き鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121049A JP2005297501A (ja) | 2004-04-16 | 2004-04-16 | 目地模様付き鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297501A true JP2005297501A (ja) | 2005-10-27 |
Family
ID=35329622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004121049A Pending JP2005297501A (ja) | 2004-04-16 | 2004-04-16 | 目地模様付き鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297501A (ja) |
-
2004
- 2004-04-16 JP JP2004121049A patent/JP2005297501A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6550916B2 (ja) | 化粧板及びその製造方法 | |
| CN101508225A (zh) | 玻璃反光膜复合板 | |
| JP7694460B2 (ja) | 化粧材、化粧材の製造方法、化粧材を用いた積層体 | |
| CA1140442A (en) | Heat reflecting wall-cover | |
| KR100976860B1 (ko) | 장식용 시트지 및 그 제조방법과 그 패널 | |
| CN101314981A (zh) | Uv饰面装饰板及其制作工艺 | |
| CN101585287A (zh) | 玻璃墙纸复合板及其生产方法 | |
| CN201390084Y (zh) | 玻璃反光膜复合板 | |
| JP4184678B2 (ja) | 目地模様付き鋼板 | |
| JP2005297501A (ja) | 目地模様付き鋼板およびその製造方法 | |
| KR100986132B1 (ko) | 장식용 시트지 및 그 제조방법과 그 패널 | |
| JP5339097B2 (ja) | 化粧材及びそれを用いたドア並びに化粧材の製造方法 | |
| CN201446841U (zh) | 玻璃墙纸复合板 | |
| JP2000327456A (ja) | 化粧板用基材、化粧板および化粧板の製造方法 | |
| KR20100120433A (ko) | 발광 장식재 및 그 제조 방법 | |
| JP3827566B2 (ja) | 外壁用化粧板及びその製造方法 | |
| JP2006187936A (ja) | 化粧シート | |
| JPH04197700A (ja) | 立体感を有する化粧材 | |
| JPH09109350A (ja) | 高意匠化粧シート及びその製造方法 | |
| KR20220124772A (ko) | 화장 시트 및 화장판 | |
| JP4588231B2 (ja) | 装飾製品 | |
| KR100857839B1 (ko) | 표면에 입체무늬가 형성되는 합성수지 판재 부착물 | |
| JP2003251738A (ja) | 目地模様付き鋼板およびその製造方法 | |
| JPH08156218A (ja) | 化粧シ−ト | |
| JP4229139B2 (ja) | 転写シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090709 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090721 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20090917 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20091020 Free format text: JAPANESE INTERMEDIATE CODE: A02 |