JP2005297056A - ワーク切り離し装置 - Google Patents
ワーク切り離し装置 Download PDFInfo
- Publication number
- JP2005297056A JP2005297056A JP2004121245A JP2004121245A JP2005297056A JP 2005297056 A JP2005297056 A JP 2005297056A JP 2004121245 A JP2004121245 A JP 2004121245A JP 2004121245 A JP2004121245 A JP 2004121245A JP 2005297056 A JP2005297056 A JP 2005297056A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- work
- cylinder
- welding
- workpieces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 claims abstract description 108
- 230000007246 mechanism Effects 0.000 claims abstract description 43
- 239000000463 material Substances 0.000 claims description 11
- 238000003825 pressing Methods 0.000 claims description 11
- 238000005452 bending Methods 0.000 claims description 8
- 238000000926 separation method Methods 0.000 claims description 8
- 229910052751 metal Inorganic materials 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 7
- 238000005096 rolling process Methods 0.000 claims description 3
- 230000005540 biological transmission Effects 0.000 description 11
- 238000012546 transfer Methods 0.000 description 11
- 239000007789 gas Substances 0.000 description 6
- 239000000498 cooling water Substances 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 239000011324 bead Substances 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- 239000010937 tungsten Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images











Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【解決手段】 円筒状の複数のワークWをそのスリット部Waが夫々真上を向くように配置した後、各ワークWを直列状に連ねた状態で軸線方向へ搬送しつつ各ワークWのスリット部Waを順次突合せ溶接し、溶接により端部同士が接合された状態で搬送されて来る複数のワークWを単一のワークWに切り離すワーク切り離し装置1であって、ワーク切り離し装置1が、接合状態で搬送されて来る先頭に位置するワークWを突き上げてその端部接合部を支点にして上方へ折り曲げる突き上げシリンダ51と、突き上げシリンダ51をワークWの搬送方向へ往復移動自在に支持するシリンダ支持機構52とを備え、ワークWの突き上げ時に突き上げシリンダ51がワークWと同期的にワークWの搬送方向へ移動するようにする。
【選択図】 図1
Description
即ち、前記ワーク分離装置(図示省略)は、接合された状態で送られて来る先頭のワークをその溶接部分を中心にして正逆方向に回転させる回転段と、回転手段をワークの送り速度に同調させて移動させる移動手段とを備えており、移動手段によりワークの送り速度に同調させながら回転手段を作動させると共に、この回転手段により接合状態で送られて来る各ワークをその溶接部分を中心に正逆方向に回転させ、ワークの溶接部分(端部接合部)をねじり作用で切断することによって、接合された状態で送られて来る複数のワークを夫々単一のワークに分離するようにしたものである。
又、このワーク分離装置は、ワークの溶接部分を切断する際に回転手段によりワークを正逆回転させたり、回転手段を移動手段によりワークの送り方向へワークと同じ速度で移動させたりしなければならないため、装置自体の構造が複雑化して組立の煩雑化やコストの高騰等を招くと云う問題もある。
即ち、前記ワーク切り離し装置70は、ワークWを突き上げシリンダ71で上方へ突き上げているときでも、ワークWがワーク搬送装置により連続的に前方へ搬送されて来るため、突き上げシリンダ71が順次送られて来るワークWによりワークWの搬送方向へ強く押圧され、上方へ突き上げられたワークWの端部接合部(支点)と突き上げシリンダ71のワークWに当接している部分(作用点)とに大きな力が発生し、突き上げシリンダ71のロッド71bが下降できないときがある。この状態でワークWが更に前方へ搬送されると、ワークWの端部に変形が生じるばかりでなく、装置自体の運転を停止しなければないらないことになる。
又、ワーク切り離し装置70は、ワークWの長さが比較的長い場合にはワークWを突き上げシリンダ71で突き上げても、ワークWが自重により下方へ降りて来るため、再度突き上げシリンダ71によりワークWを突き上げることができるが、ワークWの長さが短い場合にはワークWが軽いために自重では降りて来ず、ワークWが端部接合部を支点にして上方へ折れ曲がったままの状態となり、ワークWの切り離しを行えないと云う問題が発生している。
更に、ワーク切り離し装置70は、端部同士が接合されているワークWを切り離す際に突き上げシリンダ71によりワークWを下方から上方へ突き上げるようにしているため、切り離されたワークWが色々な方向へ飛んで行き、搬出シュート72へ搬出されなかったり、或いは搬出シュート72へ搬出されてもワークWの向きがバラバラになると云う問題が発生している。
又、本発明のワーク切り離し装置は、突き上げシリンダの上方位置に、ワークの突き上げ時にワークを上方から保持すると共に、端部接合部を支点にして上方へ折り曲げられたワークをその姿勢を保持しながら下方へ折り曲げるワーク押え装置を配設しているため、切り離されたワークが色々な方向へ飛んで行くと云うことがなく、ワークを整然とした一定の姿勢でもって搬出するとことができる。然も、ワーク押え装置は、ワークの接合されたスリット部の両側位置に当接する二股状の押え板を備え、当該押え板によりワークのスリット部の両側位置を押えるようにしているため、ワークの直径に関係なくワークを確実且つ良好に保持することできる。
更に、本発明のワーク切り離し装置は、上方へ折り曲げられたワークをワーク押え装置により下方へ強制的に折り曲げるようにしているため、長さが短い軽量のワークであっても、上方へ折り曲げられたワークを下方へ確実に折り曲げることができ、引き続き突き上げシリンダによる突き上げ作業を行えることになり、ワークの切り離しを確実に行えることになる。
加えて、本発明のワーク切り離し装置は、突き上げシリンダを移動自在に支持するシリンダ支持機構をガイドレール、スライダ及びスプリングから構成しているため、装置自体の構造も極めて簡単となり、大幅なコスト低減を図れる。
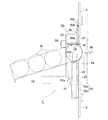
図1乃至図3は本発明の実施の形態に係るワーク切り離し装置1を組み込んだ単管連続自動溶接装置を示し、当該単管連続自動溶接装置は、ステンレス鋼板等の金属板材を円筒状に曲げ加工して成る複数のワークWをそのスリット部Waが夫々真上を向くように配置し、各ワークWを直列状に連ねた状態で軸線方向へ搬送しつつ各ワークWのスリット部Waを順次突合せ溶接して円筒状の単管を連続的に製造するものであり、フレーム材及びパネル材等から成るキャビネット本体2に、上部プレート3、下部プレート4、ワーク搬入装置5、ワーク位置決め装置6、ワーク挿入装置7、ワーク搬送装置8、センターガイド9、溶接装置10及びワーク切り離し装置1等を配設したものである。
尚、図1及び図3に於いて、11はワーク保持具、12は制御盤、13はレベリングパット、14は自在キャスター、15は冷却器、16は自動給水装置、17は作業灯、18は主操作パネルである。
又、下部プレート4は、図1及び図3に示す如く、上部プレート3の下方位置で且つキャビネット本体2に設けたガイドレール22に鉛直姿勢の状態で昇降自在に支持されており、モータ23a、ベルト伝動機構23b及びネジ機構23cから成る駆動装置23により昇降動し、ワークWの直径に応じて高さ調整自在となっている。この下部プレート4には、ワーク位置決め装置6、ワーク挿入装置7、下部ガイド機構24、ワーク継ぎ目検出レーザーセンサー(図示省略)及びワーク切り離し装置1等が配設されている。
又、ワーク送り部及びワーク溶接送り部の各一対のキャタピラ式コンベヤ8A,8Bは、ワークWの側方位置にワークWと直交する水平方向へ移動調整可能に配設した水平プレート30上に夫々配設されており、水平プレート30を移動調整して各一対のキャタピラ式コンベヤ8A,8B間の間隔を可変調整することによって、ワークWの直径に関係なくワークWを両側から確実且つ良好に挾持することができるようになっている。
尚、各キャタピラ式コンベヤ8A,8Bを支持する水平プレート30は、キャビネット本体2に設けたワークWの軸線と直交する水平姿勢のガイドレール31に移動自在に支持されており、モータ32a、ベルト伝動機構32b及びネジ機構32cから成る駆動装置32より水平移動するようになっている。
又、ワーク送り部の各保持部材38は、ワークWに当接する面が断面形状横向きのU字状に形成されており、ワークWの直径に関係なくワークWの側面を確実且つ良好に保持できるようになっている。これらの保持部材38は、ワークWを次々とワーク溶接送り部へ送り込ませるため、一定の粘りと滑り機能を有するクロロプレンゴムにより形成されている。
又、ワーク溶接送り部の各保持部材44は、ワークWに当接する面が断面形状横向きのU字状に形成されており、ワークWの直径に関係なくワークWの側面を確実且つ良好に保持できるようになっている。これらの保持部材44は、ワークW両側面に一定の加圧力を加えながらワークWを一定の速度で搬送させるため、ワーク送り部の保持部材38よりも硬さが必要になり、そのために硬さと耐久性に優れたウレタンゴムにより形成されている。
従って、ワーク送り部及びワーク溶接送り部の各キャタピラ式コンベヤ8A,8BによりワークWを連続して搬送した場合、ワーク溶接送り部のキャタピラ式コンベヤ8Bにより搬送されている先行のワークWの後端面にワーク送り部のキャタピラ式コンベヤ8Aにより搬送される後続のワークWの先端面が当接して密着し、両ワークW間の隙間及びワークWの軸方向のズレを修正しながらワークWが連続的に搬送されることになる。
又、この伝動機構29には、先行するワークWの後端面に後続のワークWの先端面が密着して両ワークW間の隙間及びワークWの軸方向のズレが修正された後、伝動機構29に過負荷が掛かったときにトルクを遮断するトルクリミッタ(図示省略)が設けられている。これにより、ワークWがワーク送り部からワーク溶接送り部へ必要以上に送り込まれるのを防止することができる。
このセンターガイド9は、ワークWのスリット部Waの幅よりも若干薄い厚みを有する金属製の板材により形成されており、その内部には溶接装置10の溶接治具47(下部治具47b)へアルゴンガス等のシールドガスを供給するガス通路(図示省略)と冷却水を供給する冷却水通路(図示省略)とが夫々形成されている。
即ち、溶接装置10は、溶接電源48と、上部プレート3に取り付けられ、タングステン電極棒及び水冷構造のノズルを備えたプラズマ溶接用トーチ49と、プラズマ溶接用トーチ49の近傍位置に配設され、上部プレート3の昇降動により高さ調整される溶接治具47と、上部プレート3に取り付けられ、溶接状況(タングステン電極棒の消耗やアークの状態等)を確認する監視カメラ50等から構成されており、ワークWの突き合されたスリット部Waを溶接する際にプラズマ溶接用トーチ49及び溶接治具47が上部プレート3の昇降動により自動的に高さ調整されて溶接位置を取り得るようになっている。
又、溶接治具47は、ワークWの接合部にアークエネルギーを集中的に与え、且つ溶接後の余分な熱をワークWより素早く吸収してワークWの熱歪を最小限に抑えるためのものであり、プラズマ溶接用トーチ49の先端部両側に位置して下流側押えヘラ21cに水平姿勢で取り付けられ、主にアークの拡がりを遮断してワークWの接合部にエネルギーを集中させるための銅材製の上部治具47aと、センターガイド9の下端部に水平姿勢で取り付けられ、主に溶接後のワークWを素早く冷却するための銅材製の下部治具47b(センターガイド9のガス通路に連通してシールドガスが流れるガス通路と、センターガイド9の冷却水通路に連通して冷却水が流れる冷却水通路とが夫々形成されている)とから構成されている。この溶接治具47を用いることによって、ビード溶け落ちや穴あきの発生、溶接熱影響部の粗粒化を夫々防止することができる。
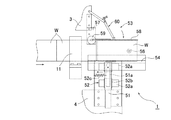
即ち、ワーク切り離し装置1は、図1及び図2に示す如く、接合状態で搬送されて来るワークWの下方位置に配設され、先頭に位置するワークWを上方へ突き上げてその端部接合部を支点にして上方へ折り曲げる鉛直姿勢の突き上げシリンダ51と、突き上げシリンダ51をワークWの搬送方向へ往復移動自在に支持するシリンダ支持機構52と、接合状態で搬送されて来るワークWの上方位置に配設され、先頭に位置するワークWの突き上げ時にワークWを上方から保持すると共に、端部接合部を支点にして上方へ折り曲げられたワークWをその姿勢を保持しながら下方へ折り曲げるワーク押え装置53と、搬送されて来るワークWと突き上げシリンダ51との間に配置され、突き上げシリンダ51のロッド51aが通過できる開口54aを有すると共に、切り離されたワークWを受け止めて同じ方向へ転がすボックス形状のガイド体54と、ガイド体54の近傍位置に傾斜姿勢で配設され、切り離されたワークWをガイド体54から受け取って搬出する搬出シュート55と、先頭に位置するワークWの先端位置を検出する光センサー56とを備えており、光センサー56が先頭に位置するワークWの先端位置を検出すると、突き上げシリンダ51が数回駆動制御されると共に、ワーク押え装置53が作動するように構成されている。
尚、ロータリアクチュエータ59には、従来公知の空気圧式ロータリアクチュエータや油圧式ロータリアクチュエータ、電動式ロータリアクチュエータ、ベーン形ロータリアクチュエータ等が使用されている。
又、押え板58の位置規制機構60は、図1に示す如く、上部プレート3と押え板58との間に折り畳み自在に設けた一対のリンク60aと、一方のリンク60aに移動調整可能に取り付けられ、押え板58が水平位置になったときに他方のリンク60a端面に当接してリンク60aの回動を規制するストッパー60b(ボルト)とから成り、ストッパー60bの先端がリンク60a端面に当接したときに押え板58が水平位置(下死点位置)で止まるように設定されている。この位置規制機構60を設けることによって、ロータリアクチュエータ59に掛かる負荷が軽減され、ロータリアクチュエータ59の延命を図れる。
即ち、隣接するワークWの境界部分を突合せ溶接する際には、ワークWの境界に近づくに従って電流値を下げてワークWの搬送速度を遅くすると共に、ワークWの境界を通過した後に電流値を元の値まで上げてワークWの搬送速度を元の速度に戻し、溶接を出来る限り小さい熱エネルギーで行うことにより、ワークWの端部の溶け落ちを解消するようにしている。
又、ワークWの溶接終了部分を突合せ溶接する際には、ワークWの終端に近づくに従って電流値を下げてワークWの搬送速度を遅くし、溶接を出来る限り小さい熱エネルギーで行うことにより、ワークWの端部の溶け落ちを解消するようにしている。
尚、ワークWには、板厚1.5mm又は2.0mm、外径88mm〜121mm、長さ84mm〜300mmのステンレス鋼板製の円筒状のワークWが使用されている。又、溶接電流、アーク長さ、ワークWの搬送速度、不活性ガスの供給量、タングステン電極棒の先端形状等の溶接条件は、ワークWの材質、板厚等に応じて最適の条件下に設定されていることは勿論である。
尚、円筒状に曲げ加工された各ワークWは、両端部が軸線方向にズレている場合がある。この場合には、作業員が最初にワーク送り部の一対のキャタピラ式コンベヤ8A間に挿入するワークWと二番目に挿入するワークWのズレを手作業により修正した後、これらを一対のキャタピラ式コンベヤ8A間に挿入する。
このとき、ワーク送り部のキャタピラ式コンベヤ8AのワークWの搬送速度がワーク溶接送り部のキャタピラ式コンベヤ8BのワークWの搬送速度よりも速いため、ワーク溶接送り部のキャタピラ式コンベヤ8Bにより搬送されている先行のワークWの後端面にワーク送り部のキャタピラ式コンベヤ8Aにより搬送される後続のワークWの先端面が当接して密着し、両ワークW間の隙間及びワークWの軸線方向のズレを修正しながら各ワークWを連続的に搬送することになる。又、ワーク送り部の一対のキャタピラ式コンベヤ8Aとワーク溶接送り部の一対のキャタピラ式コンベヤ8Bとの間にトルクリミッタ付きの伝動機構29を介設しているため、先行するワークWの後端面に後続のワークWの先端面が密着して両ワークW間の隙間及びワークWの軸方向のズレが修正された後、伝動機構29に過負荷が掛かると、トルクが遮断されてワーク送り部のキャタピラ式コンベヤ8Aが停止するようになっている。その結果、ワークWがワーク送り部からワーク溶接送り部へ必要以上に送込まれると云うことがなく、ワーク溶接送り部に送り込まれたワークWは一定の速度で搬送されることになり、溶接速度が変化すると云うことがない。
このとき、ワークWは、一対のキャタピラ式コンベヤ8B、上部ガイドローラ21a及び下部ガイドローラ24aにより上下左右方から保持されて真円の状態で搬送されていると共に、ワークWのスリット部Waに上流側押えヘラ21bが当接してスリット部Waの段付きを無くした状態で搬送され、然も、ゴム部材製の保持部材44を備えたキャタピラ式コンベヤ8Bにより搬送されているため、スリップすることなく安定した姿勢で且つ一定の速度で溶接装置10側へ移送されることになる。即ち、ワークWは、最適な状態で溶接装置10側へ移送されることになり、溶接装置10に於いて精度の高い溶接が行われることになる。
又、ワークWの境界部分を突合せ溶接する際には、電流値及びワークWの搬送速度を調整して突合せ溶接を出来る限り小さい熱エネルギーで行うようにしているため、ワークWの端部の溶け落ちが防止されることになる。
即ち、先頭に位置するワークWの先端が光センサー56により検出されると、ロータリアクチュエータ59が突き上げシリンダ51よりも先に作動して傾斜位置にある押え板58を水平位置へ降ろしてワークWの頂部を押え板58で保持すると共に、引き続きこの状態で突き上げシリンダ51が伸長動作してワークWを突き上げてその端部接合部を支点にして上方へ折り曲げる(図10(A)及び(B)参照)。その後、突き上げシリンダ51が短縮動作すると共に、押え板58がロータリアクチュエータ59により傾斜位置から水平位置へ揺動し、ワークWを保持しながらその端部接合部を支点にして強制的に下方へ折り曲げる(図11(A)及び(B)参照)。以下、同様にして突き上げシリンダ51が数回作動すると共に、突き上げシリンダ51の伸縮動作に伴って押え板58もロータリアクチュエータ59により上下方向へ数回揺動する。その結果、先頭に位置するワークWの端部接合部に衝撃が与えられることになり、ワークWはその端部接合部で切り離されることになる(図12参照)。
しかし、このワーク切り離し装置1によれば、突き上げシリンダ51をシリンダ支持機構52によりワークWの搬送方向へ往復移動自在に支持し、ワークWの突き上げ時に突き上げシリンダ51が連続的に送られて来るワークWに押されてその搬送方向へ移動するようにしているため、例え突き上げシリンダ51が順次搬送されて来るワークWに押されても、上方へ突き上げられたワークWの端部接合部(支点)と突き上げシリンダのワークWに当接している部分(作用点)とに大きな力が発生すると云うことがなく、突き上げシリンダ51のロッド51aは円滑且つスムースに下降することになる。その結果、ワークWの搬送が突き上げシリンダ51によって妨げられたりすると云うことがなく、ワークWの端部の変形を防止することができると共に、装置自体の運転を停止したりする必要もなくなる。
又、このワーク切り離し装置1は、押え板58がロータリアクチュエータ59により突き上げシリンダ51の伸縮動作に同期して揺動し、ワークWの突き上げ時にワークWを上方から保持すると共に、上方へ折り曲げられたワークWをその姿勢を保持しながら下方へ折り曲げるようにしているため、切り離されたワークWが色々な方向へ飛んで行くと云うことがなく、ワークWを整然とした一定の姿勢でもって搬出するとことができる。然も、押え板58を二股状に形成してワークWの接合されたスリット部Waの両側位置に当接させているため、ワークWの直径に関係なくワークWを確実且つ良好に保持することできる。
更に、このワーク切り離し装置1は、上方へ折り曲げられたワークWを押え板58により下方へ強制的に折り曲げるようにしているため、長さが短い軽量のワークWであっても、上方へ折り曲げられたワークWを下方へ確実に折り曲げることができ、引き続き突き上げシリンダ51による突き上げ作業を行えることになり、ワークWの切り離しを確実に行えることになる。
Claims (5)
- 金属板材を円筒状に曲げ加工して成る複数のワーク(W)をそのスリット部(Wa)が夫々真上を向くように配置した後、各ワーク(W)を直列状に連ねた状態で軸線方向へ搬送しつつ各ワーク(W)のスリット部(Wa)を順次突合せ溶接し、当該溶接により端部同士が接合された状態で搬送されて来る複数のワーク(W)を単一のワーク(W)に切り離すワーク切り離し装置(1)であって、前記ワーク切り離し装置(1)は、接合状態で搬送されて来るワーク(W)の下方位置に配設され、先頭に位置するワーク(W)を突き上げてその端部接合部を支点にして上方へ折り曲げる突き上げシリンダ(51)と、突き上げシリンダ(51)をワーク(W)の搬送方向へ往復移動自在に支持するシリンダ支持機構(52)とを備えており、先頭に位置するワーク(W)の突き上げ時に突き上げシリンダ(51)がワーク(W)と同期的にワーク(W)の搬送方向へ移動するように構成されていることを特徴とするワーク切り離し装置。
- 突き上げシリンダ(51)の上方位置に、先頭に位置するワーク(W)の突き上げ時にワーク(W)を上方から保持すると共に、端部接合部を支点にして上方へ折り曲げられたワーク(W)をその姿勢を保持しながら下方へ折り曲げるワーク押え装置(53)を配設したことを特徴とする請求項1に記載のワーク切り離し装置。
- ワーク押え装置(53)が、先頭に位置するワーク(W)の接合されたスリット部(Wa)の両側位置に当接してワーク(W)の姿勢を保持する二股状の押え板(58)と、ワーク(W)の突き上げ時に押え板(58)を水平位置と傾斜位置とに亘って上下方向へ揺動させるロータリアクチュエータ(59)とから構成されていることを特徴とする請求項2に記載のワーク切り離し装置。
- ワーク押え装置(53)が、押え板(58)の下死点位置となる水平位置を規制してロータリアクチュエータ(59)に掛かる負荷を軽減する押え板(58)の位置規制機構(60)を備えていることを特徴とする請求項3に記載のワーク切り離し装置。
- シリンダ支持機構(52)が、ワーク(W)の搬送方向に沿って配設されたガイドレール(52a)と、ガイドレール(52a)に転動体を介してワーク(W)の搬送方へスライド自在に支持され、突き上げシリンダ(51)を鉛直姿勢で支持するスライダ(52b)と、ワーク(W)の搬送方向へ移動した突き上げシリンダ(51)を元の位置へ復帰させるスプリング(52c)とから構成されていることを特徴とする請求項1に記載のワーク切り離し装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121245A JP4475640B2 (ja) | 2004-04-16 | 2004-04-16 | ワーク切り離し装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121245A JP4475640B2 (ja) | 2004-04-16 | 2004-04-16 | ワーク切り離し装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297056A true JP2005297056A (ja) | 2005-10-27 |
| JP4475640B2 JP4475640B2 (ja) | 2010-06-09 |
Family
ID=35329233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004121245A Expired - Fee Related JP4475640B2 (ja) | 2004-04-16 | 2004-04-16 | ワーク切り離し装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4475640B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104128710A (zh) * | 2014-07-03 | 2014-11-05 | 东莞亦准自动化科技有限公司 | 一种工件分料器 |
| CN106736164A (zh) * | 2016-12-30 | 2017-05-31 | 张家港科康智能科技有限公司 | 一种直缝焊机芯轴及锁紧机构 |
| CN110102597A (zh) * | 2019-04-19 | 2019-08-09 | 无锡平舍智能科技有限公司 | 一种钣金卷圆管焊前整形装置 |
| CN117444394A (zh) * | 2023-11-24 | 2024-01-26 | 鸿准精密模具(昆山)有限公司 | 柔性夹紧装置及焊接设备 |
-
2004
- 2004-04-16 JP JP2004121245A patent/JP4475640B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104128710A (zh) * | 2014-07-03 | 2014-11-05 | 东莞亦准自动化科技有限公司 | 一种工件分料器 |
| CN106736164A (zh) * | 2016-12-30 | 2017-05-31 | 张家港科康智能科技有限公司 | 一种直缝焊机芯轴及锁紧机构 |
| CN110102597A (zh) * | 2019-04-19 | 2019-08-09 | 无锡平舍智能科技有限公司 | 一种钣金卷圆管焊前整形装置 |
| CN110102597B (zh) * | 2019-04-19 | 2023-12-15 | 无锡平舍智能科技有限公司 | 一种钣金卷圆管焊前整形装置 |
| CN117444394A (zh) * | 2023-11-24 | 2024-01-26 | 鸿准精密模具(昆山)有限公司 | 柔性夹紧装置及焊接设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4475640B2 (ja) | 2010-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101063085B1 (ko) | 금속 박판 스트립을 접합하는 용접 장치 및 공정 | |
| US4840303A (en) | Method and apparatus for cutting and welding steel strips | |
| JP5043625B2 (ja) | パイプの溶接方法 | |
| KR101333268B1 (ko) | 롱레일용 롤 포밍장치 | |
| US12134149B2 (en) | Device for the orbital processing of non-rotating joints and pipe ends | |
| JP2010503541A5 (ja) | ||
| JP3986979B2 (ja) | 単管連続自動溶接装置 | |
| JPS58188596A (ja) | 加工部材を連続的に送りかつレーザー溶接するための装置 | |
| JP4475640B2 (ja) | ワーク切り離し装置 | |
| US20190329314A1 (en) | Method and device for joining workpieces having at least two transport devices which can be controlled independently of each other to configure an offset between head ends and/or rear ends of the workpieces prior to joining | |
| JP4364603B2 (ja) | 単管連続自動溶接装置 | |
| JP2537312B2 (ja) | レ―ザ溶接装置 | |
| US5749511A (en) | Method and apparatus for connecting two workpieces together | |
| JP6855065B2 (ja) | 管体溶接装置及び管体製造装置 | |
| KR100371510B1 (ko) | 중공 단면 소재를 이송하기 위한 방법 및 장치 | |
| WO2020121946A1 (ja) | レーザーブランキング装置 | |
| KR101523406B1 (ko) | 금속 시트의 맞대기 용접법 및 연속 제조 공정을 위한 장치 | |
| CN116652441A (zh) | 一种桶体全自动焊缝机 | |
| JP3999349B2 (ja) | スパイラル鋼管の成形装置 | |
| JPS6264487A (ja) | 鋼板連続処理設備の前加工装置 | |
| JP4275020B2 (ja) | 溶着素材の分離装置 | |
| JP2000000688A (ja) | 帯状鋼板の長手方向の連続溶接方法および連続溶接設備 | |
| JP6980237B2 (ja) | 全自動突合せ接合装置 | |
| JP2008178897A (ja) | 鋼帯連続処理設備の入側に設置された溶接装置およびその溶接方法 | |
| JP2000084695A (ja) | 帯状鋼板の長手方向の連続溶接方法およびその溶接設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090408 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100303 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100308 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130319 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140319 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |