JP2005297003A - 軽金属または軽合金の半凝固スラリー製造方法および鋳造方法。 - Google Patents
軽金属または軽合金の半凝固スラリー製造方法および鋳造方法。 Download PDFInfo
- Publication number
- JP2005297003A JP2005297003A JP2004116854A JP2004116854A JP2005297003A JP 2005297003 A JP2005297003 A JP 2005297003A JP 2004116854 A JP2004116854 A JP 2004116854A JP 2004116854 A JP2004116854 A JP 2004116854A JP 2005297003 A JP2005297003 A JP 2005297003A
- Authority
- JP
- Japan
- Prior art keywords
- light
- cooling body
- crucible
- semi
- passage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002184 metal Substances 0.000 title claims abstract description 40
- 239000002002 slurry Substances 0.000 title claims abstract description 34
- 238000000034 method Methods 0.000 title claims abstract description 24
- 229910001234 light alloy Inorganic materials 0.000 title claims abstract description 16
- 229910001092 metal group alloy Inorganic materials 0.000 title claims abstract description 12
- 238000005266 casting Methods 0.000 title claims description 13
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 238000001816 cooling Methods 0.000 claims abstract description 66
- 229910052751 metal Inorganic materials 0.000 claims abstract description 28
- 238000010438 heat treatment Methods 0.000 claims abstract description 21
- 230000002093 peripheral effect Effects 0.000 claims abstract description 16
- 239000000463 material Substances 0.000 claims abstract description 14
- 238000003756 stirring Methods 0.000 claims abstract description 13
- 239000000956 alloy Substances 0.000 claims abstract description 4
- 239000007787 solid Substances 0.000 claims description 15
- 239000003507 refrigerant Substances 0.000 claims description 9
- 239000000155 melt Substances 0.000 claims description 3
- 239000013078 crystal Substances 0.000 abstract description 15
- 238000007711 solidification Methods 0.000 description 25
- 230000008023 solidification Effects 0.000 description 25
- 229910052782 aluminium Inorganic materials 0.000 description 16
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 15
- 238000000465 moulding Methods 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 239000007790 solid phase Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000007797 corrosion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000007770 graphite material Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000005058 metal casting Methods 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 238000004781 supercooling Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images
Landscapes
- Continuous Casting (AREA)
Abstract
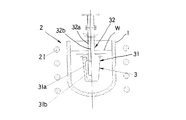
【解決手段】 内部を通る圧縮空気により冷却された冷却体3を、坩堝1に収容された軽金属または軽合金材料の溶湯W中に埋没させて回転させる。これにより溶湯が撹拌されつつ冷却されて半凝固スラリーとなる。この過程で、冷却体3の外周面に凝固核を生成して材料中に分散させる。上記冷却の過程で坩堝1はその周囲に配置された加熱装置2により加熱される。多くの凝固核ないしは初晶を含んだ半凝固スラリーは過冷状態のまま鋳型に鋳込まれる。
【選択図】 図1
Description
なお、特許文献2には本願発明方法で用いられる装置と似た装置が開示されており、坩堝内でアルミ溶湯中に埋没させた冷却体を回転させるようになっている。しかし、この特許文献2の方法は、冷却体の周面に高純度のアルミニウムを晶出させるものであり、本願発明方法と基本的に異なる。
上記坩堝は、熔解したアルミに耐食性のある鉄合金で作られた鉄坩堝、もしくは鉄坩堝の内面に耐食材を被覆したものでも良い。また、坩堝を使用しない反射炉方式の炉で耐食性のあるセラミック(窒化珪素やアルミナなど)を内張りにした炉を使用することもできる。
上記鋳造品は、上記鋳造により最終製品またはそれに近い製品としてもよいし、一次加工品とし、その後で押出成形等の2次加工をしてもよい。なお、鋳造せずに固相率の高いスラリーの状態で押出成形してもよい。
また、アルミ以外のマグネシウム,チタン等の軽金属,軽合金を材料として用いても良い。
過冷状態を解消してから、鋳造を行なってもよい。
スポンジ金属の鋳造品を製造する場合には、冷却終了後にスラリーに発泡材を添加する。
2 加熱装置
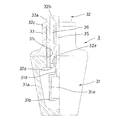
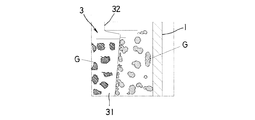
3 冷却体
31 胴部
31a 外殻
31b 内殻
31e 通孔
32 首部
32a 外管
32b 内管
35 第1通路
36 第2通路
W 溶湯
G 凝固核
Claims (6)
- 内部に冷媒が通る冷却体を、坩堝に収容された軽金属または軽合金材料の溶湯中に埋没させて回転させることにより、溶湯を撹拌しながら冷却して半凝固スラリーを得、この過程で、上記冷却体の外周面に凝固核を生成して材料中に分散させることを特徴とする軽金属または軽合金の半凝固スラリー製造方法。
- 上記冷却体は、大径の胴部と小径の首部とを有し、上記溶湯中に胴部を埋没させ首部を溶湯の液面に位置させた状態で、回転することを特徴とする請求項1に記載の軽金属または軽合金の半凝固スラリー製造方法。
- 上記冷却体の胴部は外殻と内殻とで2重構造をなし、首部も外管と内管とで2重構造をなし、上記内殻と内管とが連結されてその内側に第1通路が形成され、上記外殻と外管とが連結され、これら外殻,外管と上記内殻,内管との間に第2通路が形成され、上記内殻には上記第1通路と第2通路を連通させる通孔が形成されており、上記冷媒は、上記第1通路から供給され、上記通孔から噴出して上記外殻を冷却し、上記第2通路から排出されることを特徴とする請求項2に記載の軽金属または軽合金の半凝固スラリーの製造方法。
- 上記坩堝の周囲に加熱装置を配置し、この加熱装置による坩堝の加熱又は保温と、上記冷媒の流通による冷却体の冷却とを並行して行なうことを特徴とする請求項1〜3のいずれかに記載の軽金属または軽合金の半凝固スラリーの製造方法。
- 上記冷媒が圧縮エアであることを特徴とする請求項1〜4のいずれかに記載の軽金属または軽合金の半凝固スラリーの製造方法。
- 請求項1〜5の方法で得られた半凝固スラリーを過冷状態のまま鋳型に供給し、この鋳型で凝固させることを特徴とする軽金属または軽合金の鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004116854A JP2005297003A (ja) | 2004-04-12 | 2004-04-12 | 軽金属または軽合金の半凝固スラリー製造方法および鋳造方法。 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004116854A JP2005297003A (ja) | 2004-04-12 | 2004-04-12 | 軽金属または軽合金の半凝固スラリー製造方法および鋳造方法。 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297003A true JP2005297003A (ja) | 2005-10-27 |
Family
ID=35329183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004116854A Pending JP2005297003A (ja) | 2004-04-12 | 2004-04-12 | 軽金属または軽合金の半凝固スラリー製造方法および鋳造方法。 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297003A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105665654A (zh) * | 2016-04-06 | 2016-06-15 | 上海应用技术学院 | 一种强化冷却搅拌制备半固态浆料方法和装置 |
| WO2016115954A1 (zh) * | 2015-01-21 | 2016-07-28 | 中兴通讯股份有限公司 | 半固态金属浆料制备装置及方法 |
| JP2018536544A (ja) * | 2015-12-02 | 2018-12-13 | ジュハイ ルンシンタイ エレクトリカル カンパニー リミテッド | 半凝固スラリーの製造方法及び装置 |
| CN109226700A (zh) * | 2018-10-25 | 2019-01-18 | 上海应用技术大学 | U型水冷搅拌制备半固态金属浆料装置及方法 |
| CN113198983A (zh) * | 2021-04-23 | 2021-08-03 | 上海应用技术大学 | 一种介质冷却行星搅拌半固态浆料的制备方法和装置 |
| CN113275520A (zh) * | 2020-02-19 | 2021-08-20 | 丰田自动车株式会社 | 制造半凝固熔融金属的方法 |
-
2004
- 2004-04-12 JP JP2004116854A patent/JP2005297003A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016115954A1 (zh) * | 2015-01-21 | 2016-07-28 | 中兴通讯股份有限公司 | 半固态金属浆料制备装置及方法 |
| JP2018536544A (ja) * | 2015-12-02 | 2018-12-13 | ジュハイ ルンシンタイ エレクトリカル カンパニー リミテッド | 半凝固スラリーの製造方法及び装置 |
| US11059094B2 (en) | 2015-12-02 | 2021-07-13 | Zhuhai Runxingtai Electrical Co., Ltd. | Method and device for preparing semi-solid slurry |
| CN105665654A (zh) * | 2016-04-06 | 2016-06-15 | 上海应用技术学院 | 一种强化冷却搅拌制备半固态浆料方法和装置 |
| CN109226700A (zh) * | 2018-10-25 | 2019-01-18 | 上海应用技术大学 | U型水冷搅拌制备半固态金属浆料装置及方法 |
| CN109226700B (zh) * | 2018-10-25 | 2020-06-23 | 上海应用技术大学 | U型水冷搅拌制备半固态金属浆料装置及方法 |
| CN113275520A (zh) * | 2020-02-19 | 2021-08-20 | 丰田自动车株式会社 | 制造半凝固熔融金属的方法 |
| JP2021130118A (ja) * | 2020-02-19 | 2021-09-09 | トヨタ自動車株式会社 | 半凝固溶湯の製造方法 |
| JP7247917B2 (ja) | 2020-02-19 | 2023-03-29 | トヨタ自動車株式会社 | 半凝固溶湯の製造方法 |
| CN113198983A (zh) * | 2021-04-23 | 2021-08-03 | 上海应用技术大学 | 一种介质冷却行星搅拌半固态浆料的制备方法和装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3211754B2 (ja) | 半溶融成形用金属の製造装置 | |
| CN100566890C (zh) | 一种半固态合金浆料的制备和流变成型的设备 | |
| CN104232953B (zh) | 一种轻金属合金半固态浆料制备方法 | |
| EP0841406A1 (en) | Method of shaping semisolid metals | |
| JP3549054B2 (ja) | 固液共存状態金属材料の製造方法、その装置、半凝固金属スラリの製造方法およびその装置 | |
| JPH1133692A (ja) | 半凝固鋳造用金属スラリーの作製方法 | |
| JP2005297003A (ja) | 軽金属または軽合金の半凝固スラリー製造方法および鋳造方法。 | |
| JP5157684B2 (ja) | 過共晶Al−Si系合金の鋳造方法及び鋳塊 | |
| JP3246363B2 (ja) | 半溶融金属の成形方法 | |
| CN113069971A (zh) | 一种金属半固态浆料的制备装置及其制备方法 | |
| CN100574939C (zh) | 一种半固态合金浆料的制备与成型装置 | |
| JPH0910893A (ja) | 半溶融成形用金属の製造装置 | |
| JPH09137239A (ja) | 半溶融金属の成形方法 | |
| JP3246358B2 (ja) | 半溶融金属の成形方法 | |
| JP2003183756A (ja) | 半凝固成形用アルミニウム合金 | |
| JP3919810B2 (ja) | 半凝固金属スラリーの作製方法並びに成形方法及び成形品 | |
| JP3491468B2 (ja) | 半溶融金属の成形方法 | |
| CN110387478A (zh) | 一种铝硅合金铸锭的半连续铸造方法 | |
| JP7724100B2 (ja) | 金属精製方法および金属精製装置 | |
| JPH0987773A (ja) | 半溶融金属の成形方法 | |
| JPS6039133A (ja) | 合金スラリ製造装置 | |
| JP2004255422A (ja) | 固液金属スラリーの製造装置および製造方法 | |
| JPH11138248A (ja) | 半凝固成形法及びそれに用いる半凝固金属スラリーの作製方法 | |
| JP4748688B2 (ja) | 半凝固金属スラリーの作製方法 | |
| JP4931455B2 (ja) | レオキャスト用半凝固金属スラリーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20060615 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090324 |
|
| A521 | Written amendment |
Effective date: 20090521 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20090616 Free format text: JAPANESE INTERMEDIATE CODE: A02 |