JP2005294380A - 表面実装機 - Google Patents
表面実装機 Download PDFInfo
- Publication number
- JP2005294380A JP2005294380A JP2004104581A JP2004104581A JP2005294380A JP 2005294380 A JP2005294380 A JP 2005294380A JP 2004104581 A JP2004104581 A JP 2004104581A JP 2004104581 A JP2004104581 A JP 2004104581A JP 2005294380 A JP2005294380 A JP 2005294380A
- Authority
- JP
- Japan
- Prior art keywords
- component
- unit
- imaging
- mounting
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
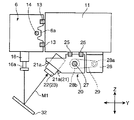
【解決手段】 ヘッドユニット6により部品供給部4から部品を吸着してプリント基板3上に実装するように構成される。部品供給部4とプリント基板3との間にはミラー32が配置されている。ヘッドユニット6の支持部材11には、カメラユニット20が移動可能に支持され、このユニット20にはラインセンサを備えたカメラ22が搭載されている。この装置では、部品吸着後、ヘッドユニット6が吸着動作完了位置近傍の撮像開始位置(ミラー32上)に移動する一方、この撮像開始位置に対応する位置にユニット20が移動し、ヘッドユニット6が同ユニット20に対して相対移動することにより、ミラー32に映った部品が第1カメラ22により撮像される。カメラユニット20は、ヘッドユニット6が撮像開始位置へ到達するよりも早いタイミングで上記対応位置に移動する。
【選択図】 図3
Description
第1部品認識動作は、カメラユニット20に対してヘッドユニット6をX軸方向に移動させながらミラー32に映った各実装用ヘッド16の吸着部品像を第1カメラ22により撮像する動作である。詳しくは、図6中に実線で示すように、部品吸着完了後、ヘッドユニット6を最終部品の吸着位置([1]のポジション)から、まずミラー32の上方の撮像開始位置、すなわち各実装用ヘッド16に吸着された部品がミラー32に一列に並んだ状態で映る位置([2]のポジション;必要に応じて第1の撮像開始位置という)に移動させるとともに、ヘッドユニット6が上記撮像開始位置に到達すると同時又はそれよりも早いタイミング(例えば、部品吸着動作完了と同時又はそれよりも早いタイミング)で、カメラユニット20を支持部材11におけるヘッドユニット6の部品吸着完了位置の近傍に配置する。すなわち、ヘッドユニット6が上記撮像開始位置([2]ポジション)にあるとしたときに第1、あるいは第6の実装用ヘッド16のうちプリント基板3に近い側の実装用ヘッド16の近傍であって、かつX軸方向においてプリント基板3側に若干偏った位置に第1カメラ22が位置するようにカメラユニット20を配置する。この際、第1カメラ22は第1姿勢に切換制御えておく。そして、カメラユニット20を停止させたまま照明装置21を点灯させ、この状態でヘッドユニット6をX軸方向に移動させる。このようにするとLED21aから照射された光がミラー32で反射し、さらに実装用ヘッド16に吸着された部品の下面で反射した後、再度ミラー32で反射して第1カメラ22に入射することとなり、その一方で、上記のようにカメラユニット20に対してヘッドユニット6が相対的にX軸方向(すなわち、実装用ヘッド16の並び方向)に移動することにより各吸着部品の下面像が第1カメラ22により順次撮像されることとなる。このようにして第1カメラ22を完全に通過する位置、すなわち撮像完了位置([3]のポジション)までヘッドユニット6を移動させた後、プリント基板3上の最初の実装位置([4]のポジション)に向けてヘッドユニット6を移動させる。
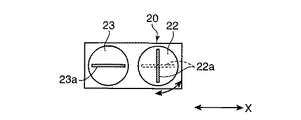
第2部品認識動作は、ミラー32に対して支持部材11をY軸方向へ移動させながらミラー32に映った各実装用ヘッド16の吸着部品像を両カメラ22,23により撮像する動作であり、第1部品認識動作と同様に前記線分R1、R2を演算し、その比較結果が線分R1=線分R2となる場合、あるいは線分R1と線分R2との差が所定値未満の場合(|R1−R2|<R)、すなわちヘッドユニット6による最終部品の吸着位置がプリント基板3の直ぐ側方部分(概ね図6中斜線で示す部分)に位置する場合に実行される。詳しくは、図5中に破線で示すように、部品吸着完了後、まずヘッドユニット6を最終部品の吸着位置([5]のポジション)からY軸方向に真っ直ぐに移動させてミラー32の上方を通過させ、この通過途中でミラー32に映る吸着部品像を両カメラ22,23により撮像する。この際、ヘッドユニット6がY軸方向に真っ直ぐに移動し、各実装用ヘッド16がミラー32手前の撮像開始位置(必要に応じて第2の撮像開始位置という)に到達すると同時かそれよりも早いタイミング(例えば、部品吸着動作完了と同時又はそれよりも早いタイミング)で、カメラユニット20をヘッドユニット6の中央部分(X軸方向中央)に対応する位置に配置し、かつ第1カメラ22を第2姿勢に切換しておくことにより、ミラー32に映る吸着部品像のうち第1〜第3実装用ヘッド16に吸着されている部品像を第1カメラ22により撮像する一方、第4〜第6実装用ヘッド16に吸着されている部品像を第2カメラ23により撮像する。このようにして完全にミラー32を通過する位置、すなわち撮像完了位置([6]のポジション)までヘッドユニット6を移動させた後、プリント基板3上の最初の実装位置([7]のポジション)に向けてヘッドユニット6を移動させる。
・移動前のカメラ22,23からミラー32(反射面)までの光路長 ;L1
・移動前のミラー32(反射面)から吸着部品Cまでの光路長 ;L2
・移動後のカメラ22,23からミラー32までの光路長 ;L1′
・移動後のミラー32(反射面)から吸着部品Cまでの光路長 ;L2′
・ミラー32の傾斜角度(反射面と水平面とのなす角度) ;θ
・ヘッドユニット6の移動距離 ;Δd
とする。また、移動前のカメラ22,23による撮像位置(光軸L2の位置)はノズル中心に一致しているものとする。
Δd・tanθ=y・tanθ+y/tan2θ
であるから、
y=((tanθ・tan2θ)/(tanθ・tan2θ+1))・Δd
だけ、カメラ22,23と吸着部品Cとが擬似的に相対移動することとなる。換言すればカメラ52a,52bと吸着部品Cのミラー像とが相対的に移動することとなる。
・a=y/sin2θ
・b=y/tan2θ
であるから、移動前後の倍率のずれをeとすると、
・e=(L1′+L2′)/(L1+L2)
=(L1+L2−(y/sin2θ+y/tan2θ))/(L1+L2)
となる。
(1)第1、第2の実施形態では、吸着部品の撮像動作として2種類の撮像動作(第1部品認識動作、第2部品認識動作)を択一的に実行するようにしているが、第1部品認識動作、つまりカメラユニット20に対してヘッドユニット6を相対的にX軸方向に移動させながら吸着部品を撮像する動作だけで部品認識を行うようにしてもよい。
(2)第1、第2の実施形態では、第1部品認識動作において、カメラユニット20を停止させてヘッドユニット6を移動させるようにしているが、勿論、ヘッドユニット6を停止させてカメラユニット20を移動させるようにしてもよい。この場合、第2の実施形態については、可動テーブル65を停止させた状態でカメラユニット20だけを移動させることにより、ミラー66に映った吸着部品像を第1カメラ22により撮像させるようにすればよい。
(3)第1部品認識動作においては、ヘッドユニット6とカメラユニット20(カメラ22,23)との相対的な移動速度を部品の種類に応じて制御するようにしてもよい。このように移動速度を制御することにより照明を一定の光量に保ったままで吸着部品の種類に応じた露光時間を確保することが可能となり、部品の種類に応じた最適な画像、つまり部品認識に最適な画像を取得することが可能となる。なお、このような制御は、前記基板情報に基づき、前記主制御部42により照明制御部47を介して照明装置21(照明装置)を駆動制御することに行うことができる。
(4)第1,第2の実施形態は、いずれも各実装用ヘッド16に吸着された部品をミラー32(66)に映し(反射させ)、これを支持部材11に支持されたカメラユニット20(カメラ22,23)によって撮像するように構成されているが、Y軸方向に撮像素子が並ぶラインセンサを備えたカメラを、基台1上においてコンベア2と部品供給部4との間にX軸方向に移動可能に設け、部品吸着後、ヘッドユニット6をこのカメラの移動経路上方に配置して該カメラとヘッドユニット6とを相対的にX軸方向に移動させることにより、吸着部品を前記カメラによって直接撮像するように構成してもよい。具体的な構成として、例えば第2実施形態のミラー66の代わりに可動テーブル65上に前記カメラを搭載した構成が考えられる。このような構成によれば、カメラを駆動させるための機構が全て基台1側に搭載されるため、支持部材11を軽量化することができ、ヘッドユニット6を高速駆動する上で有利になるという利点がある。
(5)第1、第2実施形態等では、実装用ヘッド16に吸着された部品を映す(反射させる)ための光学部材としてミラー32(66)が適用されているが、勿論、これ以外のハーフミラーやプリズム等の光学部材を適用することもできる。
6 ヘッドユニット
16 実装用ヘッド
16a 吸着ノズル
18 カメラ
20 カメラユニット
21 照明装置
21a LED
22 第1カメラ
23 第2カメラ
32 ミラー
Claims (8)
- 複数の実装用ヘッドが並べられた状態で搭載される移動可能なヘッドユニットを有し、このヘッドユニットの前記実装用ヘッドにより部品供給部から部品を吸着して実装作業位置の基板上に搬送して実装するとともに、この実装に先立ち吸着部品を撮像手段により撮像して該部品の吸着状態を画像認識してから実装する表面実装機において、
前記実装用ヘッドの配列方向と直交する方向に撮像素子が並ぶラインセンサを備え、かつ移動可能に設けられる前記撮像手段と、
前記部品供給部において実装用ヘッドにより部品を吸着した後、当該部品吸着位置から実装作業位置へ実装部品を搬送すべく前記ヘッドユニットを駆動制御するとともに、この部品搬送途中に、前記撮像手段とヘッドユニットとを前記実装用ヘッドの配列方向に相対的に移動させて前記撮像手段により各実装用ヘッドの吸着部品を撮像する部品認識動作を実行すべく前記ヘッドユニット又は撮像手段の少なくも一方を駆動制御する制御手段とを備え、
この制御手段は、前記部品認識動作に先立ち、前記ヘッドユニットをその部品吸着動作完了位置近傍の撮像開始位置に移動させる一方、この撮像開始位置に対応する位置に前記撮像手段を移動させるとともに、この撮像手段の移動を、ヘッドユニットが前記撮像開始位置へ到達するのと同時又はそれよりも早いタイミングで完了させることを特徴とする表面実装機。 - 請求項1に記載の表面実装機において、
前記部品供給部と実装作業位置との間であって、かつ前記ヘッドユニットの移動に伴い実装用ヘッドが通過する領域内に、前記ヘッドユニットの各実装用ヘッドに吸着された部品像を反射させる光学部材が設けられ、
前記撮像手段は、前記ヘッドユニットを支持するヘッドユニット支持部材に搭載され、この支持部材に対して移動可能に支持され、かつ前記光学部材で反射した部品像を撮像するように設けられていることを特徴とする表面実装機。 - 請求項2に記載の表面実装機において、
前記光学部材は前記領域内において移動可能に設けられ、
前記制御手段は、さらに前記光学部材を駆動制御するとともに前記撮像手段による部品の撮像が可能となるように前記光学部材と前記撮像手段とを連動させることを特徴とする表面実装機。 - 請求項3に記載の表面実装機において、
前記光学部材を移動可能に保持する保持部材が設けられ、前記撮像手段による撮像用の照明を提供する照明装置がこの保持部材あるいは前記撮像手段のうち少なくとも一方側に一体に設けられていることを特徴とする表面実装機。 - 請求項1乃至4の何れかに記載の表面実装機において、
前記制御手段は、吸着部品を撮像する際には、前記撮像手段およびヘッドユニットの双方を前記実装用ヘッドの配列方向に移動させるべく前記ヘッドユニットおよび移動装置を駆動制御することを特徴とする表面実装機。 - 請求項1乃至5の何れかに記載の表面実装機において、
前記制御手段は、前記実装用ヘッドに吸着されている部品の種類に応じて前記ヘッドユニットと撮像手段との相対的な移動速度を変更することを特徴とする表面実装機。 - 請求項2乃至4の何れかに記載の表面実装機において、
前記光学部材として吸着部品像を反射させる反射面が前記実装用ヘッドの配列方向と直交する方向に傾斜する光学部材を備えるとともに、
前記撮像手段を第1撮像手段としたときに、これとは別に前記実装用ヘッドの配列方向と平行な方向に撮像素子が並ぶラインセンサを備えた第2撮像手段を備え、
この第2撮像手段は、前記ヘッドユニット支持部材に対して前記第1の撮像手段と一体に移動可能に支持され、かつ前記光学部材で反射した吸着部品像を撮像可能に構成され、
前記制御手段は、前記第1撮像手段とヘッドユニットとを前記実装用ヘッドの配列方向に相対的に移動させて各実装用ヘッドの吸着部品を第1撮像手段により撮像させる第1部品認識動作と、前記ヘッドユニットを光学部材に対して前記実装用ヘッドの配列方向と直交する方向に移動させて実装用ヘッドの吸着部品を前記第2撮像手段により撮像させる第2部品認識動作とを選択的に実行させるべく前記ヘッドユニットおよび第1,第2撮像手段を駆動制御することを特徴とする表面実装機。 - 請求項7に記載の表面実装機において、
前記第1撮像手段は、前記実装用ヘッドの配列方向と平行な方向に撮像素子が並ぶ第1姿勢と実装用ヘッドの配列方向と直交する方向に撮像素子が並ぶ第2姿勢とにラインセンサの姿勢を切換え可能に構成され、かつ第2姿勢の状態でその撮像素子が第2撮像手段の前記ラインセンサの撮像素子と一列に並ぶように第2撮像手段に対して前記実装用ヘッドの配列方向に並べて設けられ、
前記制御手段は、前記第1部品認識動作のときには前記第1撮像手段のラインセンサを第1姿勢に切換える一方、第2部品認識動作のときにはラインセンサを前記第2姿勢に切換えるように第1撮像手段のラインセンサを姿勢制御し、さらに第2部品認識動作のときには第1撮像手段を第2撮像手段として兼用することにより吸着部品を撮像させることを特徴とする表面実装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104581A JP4358015B2 (ja) | 2004-03-31 | 2004-03-31 | 表面実装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104581A JP4358015B2 (ja) | 2004-03-31 | 2004-03-31 | 表面実装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005294380A true JP2005294380A (ja) | 2005-10-20 |
| JP4358015B2 JP4358015B2 (ja) | 2009-11-04 |
Family
ID=35327007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004104581A Expired - Fee Related JP4358015B2 (ja) | 2004-03-31 | 2004-03-31 | 表面実装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4358015B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010080697A (ja) * | 2008-09-26 | 2010-04-08 | Panasonic Corp | 電子部品実装装置および電子部品実装装置における画像読取り装置 |
| CN101902902A (zh) * | 2009-05-29 | 2010-12-01 | Juki株式会社 | 电子部件安装装置 |
| JP2017107974A (ja) * | 2015-12-09 | 2017-06-15 | ヤマハ発動機株式会社 | 部品実装装置および反射部材 |
-
2004
- 2004-03-31 JP JP2004104581A patent/JP4358015B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010080697A (ja) * | 2008-09-26 | 2010-04-08 | Panasonic Corp | 電子部品実装装置および電子部品実装装置における画像読取り装置 |
| CN101902902A (zh) * | 2009-05-29 | 2010-12-01 | Juki株式会社 | 电子部件安装装置 |
| JP2010278323A (ja) * | 2009-05-29 | 2010-12-09 | Juki Corp | 電子部品実装装置 |
| JP2017107974A (ja) * | 2015-12-09 | 2017-06-15 | ヤマハ発動機株式会社 | 部品実装装置および反射部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4358015B2 (ja) | 2009-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101506519B1 (ko) | 부품 실장 장치 | |
| JP4260545B2 (ja) | 表面実装機 | |
| KR101552590B1 (ko) | 부품 실장 장치 | |
| JP4437686B2 (ja) | 表面実装機 | |
| JP2009212251A (ja) | 部品移載装置 | |
| JP4358015B2 (ja) | 表面実装機 | |
| JP2005140597A (ja) | 物品認識方法及び同装置、並びに同装置を備えた表面実装機、同部品試験装置、同ディスペンサ、同実装基板検査装置及び同印刷基板検査装置 | |
| JP4298462B2 (ja) | 部品認識装置、部品認識方法、表面実装機および部品試験装置 | |
| JP4368709B2 (ja) | 表面実装機 | |
| JP4213292B2 (ja) | 表面実装機の部品認識装置 | |
| JP4386425B2 (ja) | 表面実装機 | |
| JP4704218B2 (ja) | 部品認識方法、同装置および表面実装機 | |
| JP2703192B2 (ja) | 実装機の部品認識装置 | |
| JP2005127836A (ja) | 部品認識方法、部品認識装置、表面実装機、部品試験装置および基板検査装置 | |
| JP4091950B2 (ja) | 部品の実装位置補正方法および表面実装機 | |
| JP4401792B2 (ja) | 部品認識方法、同装置および表面実装機 | |
| JP4260606B2 (ja) | 物品認識方法、部品移載方法及び物品認識装置、並びに同物品認識装置を備えた表面実装機、同部品試験装置、同ディスペンサ、同実装基板検査装置及び同印刷基板検査装置 | |
| JP2013251346A (ja) | 電子部品実装装置 | |
| JP4216114B2 (ja) | 表面実装機の部品認識装置 | |
| JP4509537B2 (ja) | 部品認識装置、表面実装機および部品試験装置 | |
| JP2005101211A (ja) | 部品認識装置及び同装置を搭載した表面実装機並びに部品試験装置 | |
| JP2004327495A (ja) | 表面実装機の部品認識方法および同装置 | |
| JP4332714B2 (ja) | 電子部品実装装置 | |
| JP2007103436A (ja) | 部品実装方法及び部品実装機 | |
| JP4850693B2 (ja) | 部品認識装置、表面実装機および部品試験装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090805 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120814 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |