JP2005292218A - 定着器用ローラ - Google Patents
定着器用ローラ Download PDFInfo
- Publication number
- JP2005292218A JP2005292218A JP2004103367A JP2004103367A JP2005292218A JP 2005292218 A JP2005292218 A JP 2005292218A JP 2004103367 A JP2004103367 A JP 2004103367A JP 2004103367 A JP2004103367 A JP 2004103367A JP 2005292218 A JP2005292218 A JP 2005292218A
- Authority
- JP
- Japan
- Prior art keywords
- silicone rubber
- density
- roller
- rubber
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920002379 silicone rubber Polymers 0.000 claims abstract description 81
- 239000004945 silicone rubber Substances 0.000 claims abstract description 57
- 229920000049 Carbon (fiber) Polymers 0.000 claims abstract description 25
- 239000004917 carbon fiber Substances 0.000 claims abstract description 25
- 229910052751 metal Inorganic materials 0.000 claims abstract description 15
- 239000002184 metal Substances 0.000 claims abstract description 15
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims abstract description 14
- 239000004944 Liquid Silicone Rubber Substances 0.000 claims description 20
- 229920001973 fluoroelastomer Polymers 0.000 claims 1
- 230000037303 wrinkles Effects 0.000 abstract description 25
- 230000008602 contraction Effects 0.000 abstract description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 47
- 229920001971 elastomer Polymers 0.000 description 31
- 239000005060 rubber Substances 0.000 description 31
- 239000010410 layer Substances 0.000 description 23
- 239000000377 silicon dioxide Substances 0.000 description 19
- 239000000945 filler Substances 0.000 description 17
- 238000010438 heat treatment Methods 0.000 description 16
- 239000000203 mixture Substances 0.000 description 14
- 238000000034 method Methods 0.000 description 11
- 238000004073 vulcanization Methods 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 10
- 239000000843 powder Substances 0.000 description 8
- 239000002344 surface layer Substances 0.000 description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 7
- 238000007906 compression Methods 0.000 description 7
- 230000006835 compression Effects 0.000 description 7
- 229920001296 polysiloxane Polymers 0.000 description 7
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000010439 graphite Substances 0.000 description 5
- 229910002804 graphite Inorganic materials 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- -1 silicon halides Chemical class 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 238000009472 formulation Methods 0.000 description 4
- 235000012239 silicon dioxide Nutrition 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229910002012 Aerosil® Inorganic materials 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- KEAYESYHFKHZAL-UHFFFAOYSA-N Sodium Chemical compound [Na] KEAYESYHFKHZAL-UHFFFAOYSA-N 0.000 description 2
- 239000004115 Sodium Silicate Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000010445 mica Substances 0.000 description 2
- 229910052618 mica group Inorganic materials 0.000 description 2
- 150000001451 organic peroxides Chemical class 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 238000000197 pyrolysis Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 239000012763 reinforcing filler Substances 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 2
- 229910052911 sodium silicate Inorganic materials 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- 235000014692 zinc oxide Nutrition 0.000 description 2
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 1
- 229910002016 Aerosil® 200 Inorganic materials 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical group [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 235000012241 calcium silicate Nutrition 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 238000007542 hardness measurement Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000003273 ketjen black Substances 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- ZADYMNAVLSWLEQ-UHFFFAOYSA-N magnesium;oxygen(2-);silicon(4+) Chemical compound [O-2].[O-2].[O-2].[Mg+2].[Si+4] ZADYMNAVLSWLEQ-UHFFFAOYSA-N 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 150000003961 organosilicon compounds Chemical class 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- 238000010060 peroxide vulcanization Methods 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 125000005372 silanol group Chemical class 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
Images
Landscapes
- Fixing For Electrophotography (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
【目的】 定着装置の軽量化を図り、圧縮永久歪み及び接着性に優れシワの発生し難く、しかも耐久性を有する定着器用ローラを得ること。
【構成】 芯金の外周に被覆した弾性体層の熱伝導率が1.0W/m・K以上で密度が1,50g/cm3以下ノ付加型シリコーンゴムであること及び該付加型シリコーンゴムに密度が2,20g/cm3以上のピッチ系炭素繊維を20〜40重量%を含有させたこと。
【効果】 熱伝導率が1.0W/m・K以上で密度が1.50g/cm3以下のシリコーンゴムは圧縮永久歪みに優れ、さらにはゴムの熱収縮率を小さくでき、該シリコーンゴムが熱膨張と収縮を受け難くなるので、外周に被覆されるふっ素樹脂スリーブの接着性が良好となり、ふっ素樹脂スリーブに発生するシワを回避することができる。
【選択図】
図1
【構成】 芯金の外周に被覆した弾性体層の熱伝導率が1.0W/m・K以上で密度が1,50g/cm3以下ノ付加型シリコーンゴムであること及び該付加型シリコーンゴムに密度が2,20g/cm3以上のピッチ系炭素繊維を20〜40重量%を含有させたこと。
【効果】 熱伝導率が1.0W/m・K以上で密度が1.50g/cm3以下のシリコーンゴムは圧縮永久歪みに優れ、さらにはゴムの熱収縮率を小さくでき、該シリコーンゴムが熱膨張と収縮を受け難くなるので、外周に被覆されるふっ素樹脂スリーブの接着性が良好となり、ふっ素樹脂スリーブに発生するシワを回避することができる。
【選択図】
図1
Description
本発明は、電子複写機やレーザービームプリンタ(以下、LBPという)の定着部における加圧ローラあるいは加熱ローラ等の定着器用ローラに関する。
従来、電子複写機やLBPの定着部における加圧ローラあるいは加熱ローラとしてトナーの離型性を良くするために、芯金入りのゴムローラの外周にふっ素樹脂スリーブを被覆した定着器用ローラが知られている。そして、従来のこの種の定着器用ローラは、例えば特公昭50−7097号公報あるいは特公昭51−27276号公報に示されているように、円筒金型の内周面の内側に装填した円筒金型の内径より外径の小さいふっ素樹脂スリーブの両端を、芯金を保持する側型に固定し、この状態で芯金とスリーブ間の環状空間内にゴム材料を高圧で注入充填し、その充填圧力でスリーブを拡張させながら円筒金型の内周面に密着させるとともに、ゴム材料にスリーブを一体化させるという方法で製造されている。
近年、定着器用ローラを使用するローラ定着装置を有する電子複写機やLBPの軽量化が進む中、定着部として消費電力の削減やウォームアップタイムを短縮することなどを目的とし、熱伝導率が1.0W/m・K以上の熱伝導性に優れたシリコーンゴムにより形成された薄肉(厚さが2mm以下、場合によっては1mm以下)の弾性体層と、ふっ素樹脂スリーブにより形成された薄肉(厚さが0.1mm以下、好ましくは0.05mm以下)の離型層を有する加圧ローラや加熱ローラなどの定着器用ローラが求められている。
シリコーンゴムに多量のシリカやアルミナ等の充填剤を添加して高熱伝導率としたシリコーンゴム組成物を得たものがある(特許文献1参照)。
特開平9−111124号公報。
しかしながら、前述した定着器用ローラは消費電力の削減やウォームアップタイムを短縮することなどを目的として、熱伝導性の良好なシリカやアルミナ等の充填剤を多量に添加したシリコーンゴムを使用しているため、密度が大きくなり軽量化に貢献できていない。
熱伝導性の良好な充填剤としては上記の他に各種無機粉体が知られており、ダイヤモンド粉、金粉、銀粉、アルミニウム粉、窒化ホウ素粉、窒化アルミニウム粉、窒化ケイ素粉、酸化亜鉛粉などが例示できる。また、これらを粒子径の異なる複数の充填剤を組み合わせて使用することもできるが、用途が定着器用ローラであることや安定性、コスト面等を考慮すると前記したシリカやアルミナが好適であるといえる。通常、シリコーンゴムの熱伝導率を1.0W/m・K程度にするには多量の充填剤を必要とするため、シリカやアルミナを主とした場合、選択した充填剤の添加量と密度にもよるがシリコーンゴムの密度は2.00〜2.20g/cm3程度になる。
ところが、充填剤を多量に添加するとシリコーンゴムの圧縮永久歪みが悪くなり、ローラ定着装置内で定着ローラの形状が変形してしまい、安定した画像が得られないといった不具合が発生したり、シリコーンゴムとふっ素樹脂スリーブ間において接着剥離が発生するといった不具合も確認されている。更には、肉厚が0.1mm以下の薄肉のふっ素樹脂スリーブの軸方向にシワが入り易いという欠点があり、定着ローラを安定供給できない場合があった。
このふっ素樹脂スリーブのシワ発生に対する方策については従来例として特許第2975307公報を例示することができる。上記の公報には加圧ローラのシワの発生が熱膨張と収縮が繰り返されることが原因によるものであることから、弾性体層に使用するシリコーンゴムの線収縮率と表層のふっ素樹脂スリーブに発生するシワに相関関係があり、この線収縮率が2.0%以下であるシリコーンゴムを用いることにより、加圧ローラ表層に発生するシワを回避できることが開示されている。
本発明はこれらの点に鑑みてなされたものであり、画像不良のない高品位の画像を形成させることができ、耐久性も極めて優れた加圧ローラや加熱ローラ等の定着器用ローラを提供することを目的とする。
本発明に係る定着器用ローラは、前記の目的を達成するために,芯金の外周に被覆したシリコーンゴム層の外周に、厚さが0.1mm以下のフッ素樹脂スリーブを被覆した定着器用ローラにおいて前記シリコーンゴムに密度が2.20g/cm3以上の炭素繊維を含有せしめ、該シリコーンゴム層の熱伝導率が1.0W/mK以上で密度が1.50g/cm3以下としたことをその特徴とするものであり、本発明においては、前記したように、芯金の外周に被覆するシリコーンゴムは、付加型液状シリコーンゴムであり、また、その付加型液状シリコーンゴムに密度が2.20g/cm3以上のピッチ系炭素繊維を20〜40重量%含有させることで、圧縮永久歪み及び接着性に優れ、更にはゴムの線収縮率が著しく小さく、ふっ素樹脂スリーブにシワが発生し難くなることを見出し、本発明を完成させるに至った。
炭素繊維にはPAN系とピッチ系があり、PAN系は軽量で弾性率や強度に優れているが熱伝導性がピッチ系と比べて小さい。一方、ピッチ系は高弾性率で熱伝導性、導電性に優れており、これまでもシリコーンゴムには、導電性を付与する目的で使用されている。しかしながら、前記したように付加型液状シリコーンゴムに密度が2.20g/cm3以上のピッチ系炭素繊維を20〜40重量%含有させることで、各種問題を全て解決することができ、これまでにない効果を得ることができた。
ここで、使用するピッチ系炭素繊維の長さは、金型にゴムを充填する時に発生する分離を防ぐため好ましくは200μm以下、より好ましくは150μm以下である。
ここで、使用するピッチ系炭素繊維の長さは、金型にゴムを充填する時に発生する分離を防ぐため好ましくは200μm以下、より好ましくは150μm以下である。
本発明は、シリコーンゴム層の外周には離型層として、厚さ0.1mm以下のふっ素樹脂スリーブが被覆することを特徴とするが、この厚みは一般に市販されているサイズである。最近の定着ローラは低硬度化が進んでおり、好ましくは0.02〜0.07mm、より好ましくは0.03〜0.05mmの厚さが適当である。
更に、軽量化や消費電力の削減、ウォームアップタイムを短縮することなどを目的としているため、シリコーンゴム層の厚さは2mm以下が好ましく、更には0.2〜1mmの厚さにすることがより好ましい。
更に、軽量化や消費電力の削減、ウォームアップタイムを短縮することなどを目的としているため、シリコーンゴム層の厚さは2mm以下が好ましく、更には0.2〜1mmの厚さにすることがより好ましい。
ここで、シワの発生する原因について説明すると、ローラの成型時に加熱成型されたローラが室温にまで冷却された後、続いて200℃程度の温度条件にて二次加硫を受けることにより、ローラが加熱冷却を繰り返されるために熱膨張と収縮を受け、表層のふっ素樹脂が組成変形し、ふっ素樹脂スリーブ層とシリコーンゴム層とは接着されているため、その接着面でゴムが収縮できず90度方向に異常収縮してふっ素樹脂スリーブ層にシワが発生するものと考えられる。
前記したように、シワの発生が熱膨張と収縮が繰り返されることが原因によるものであることから、ゴムの熱収縮を小さくすることによりローラのシリコーンゴム層が熱膨張と収縮を受け難くなるので、表層のふっ素樹脂スリーブ層に発生するシワを回避できるものと考えられる。
上記の熱収縮の度合いを測定する試験方法として、JIS
K 6249には線収縮率試験を規定しており、これに準拠して線収縮率を測定したものである。
上記の熱収縮の度合いを測定する試験方法として、JIS
K 6249には線収縮率試験を規定しており、これに準拠して線収縮率を測定したものである。
本発明は、定着装置に使用される加圧ローラや加熱ローラ等の定着器用ローラの芯金の外周に被覆するシリコーンゴム層として、密度が2.20g/cm3以上のピッチ系炭素繊維を20〜40重量%含有させた付加型液状シリコーンゴムを使用することで、熱伝導率が1.0W/m・K以上と高い値においても、密度が1.50g/cm3以下と小さくなり、定着装置の軽量化と消費電力の削減及びウォームアップタイムの短縮に大きく貢献でき、且つ圧縮永久歪み及び接着性に優れシワが発生し難い定着器用ローラとしての十分な耐久性を有するローラを提供することができる。
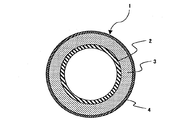
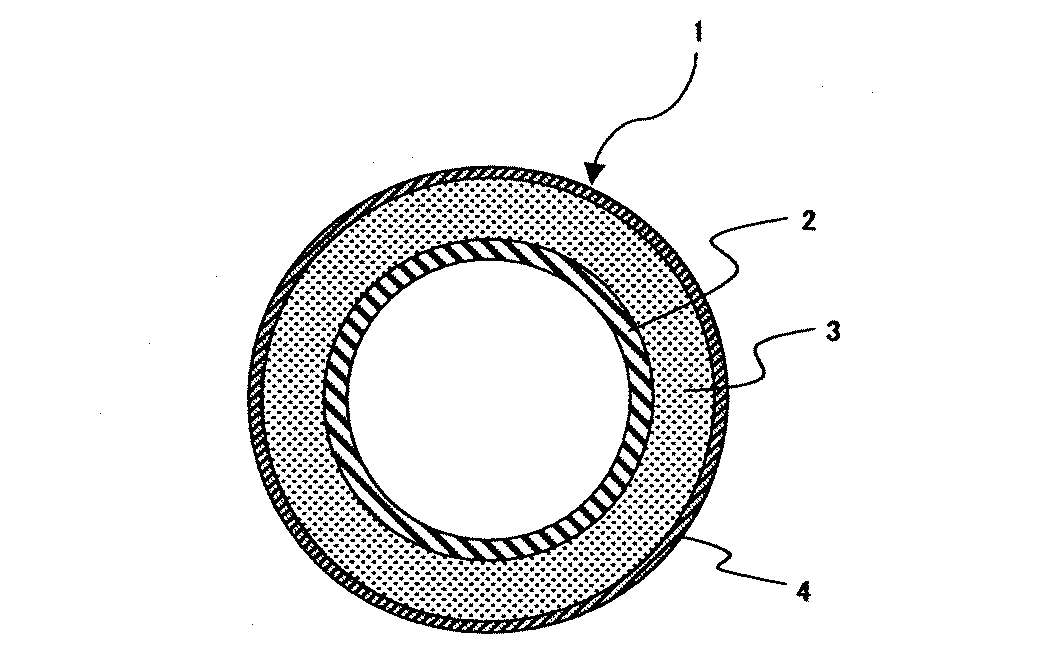
以下、本発明の実施の形態を図1について説明する。
図1は、本発明の一実施の形態を示し、複写機の定着装置に用いられる加熱ローラに適用されたものである。
この加熱ローラ1はその金属芯金2の外周にシリコーンゴム層3が被覆され、さらにこのシリコーンゴム層3の外周にPFA(テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体)からなるふっ素樹脂スリーブ4が被覆されている。そして、本実施の形態においては、前記のシリコーンゴム層として密度が2.20g/cm3以上のピッチ系炭素繊維を20〜40重量%含有させた熱伝導率が1.0W/m・K以上で密度が1.50g/cm3以下の付加型液状シリコーンゴムを使用してなるものである。
図1は、本発明の一実施の形態を示し、複写機の定着装置に用いられる加熱ローラに適用されたものである。
この加熱ローラ1はその金属芯金2の外周にシリコーンゴム層3が被覆され、さらにこのシリコーンゴム層3の外周にPFA(テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体)からなるふっ素樹脂スリーブ4が被覆されている。そして、本実施の形態においては、前記のシリコーンゴム層として密度が2.20g/cm3以上のピッチ系炭素繊維を20〜40重量%含有させた熱伝導率が1.0W/m・K以上で密度が1.50g/cm3以下の付加型液状シリコーンゴムを使用してなるものである。
ここで、シリコーンゴム層3の硬さ、熱伝導率及び密度は特に限定されるものではないが、ピッチ系炭素繊維を添加する前の付加型液状シリコーンゴムの加硫後の密度は1.30g/cm3以下が好ましく、ピッチ系炭素繊維の添加量により任意に選定できる。
従来より、熱伝導性の良好な充填剤の添加量と熱伝導率とは正相関関係があることが知られており、シリコーンゴムに付与したい熱伝導率が決まると、充填剤の添加量も決まることになる。同様に硬さについても充填剤の添加量で決まることから、元になる付加型液状シリコーンゴムを選定することで、ねらった硬さのゴムを得ることができる。
また、線収縮率や圧縮永久歪みについては値がより小さい付加型液状シリコーンゴムを選定することによって、添加後も前記物性値が小さくなるといえる。
従来より、熱伝導性の良好な充填剤の添加量と熱伝導率とは正相関関係があることが知られており、シリコーンゴムに付与したい熱伝導率が決まると、充填剤の添加量も決まることになる。同様に硬さについても充填剤の添加量で決まることから、元になる付加型液状シリコーンゴムを選定することで、ねらった硬さのゴムを得ることができる。
また、線収縮率や圧縮永久歪みについては値がより小さい付加型液状シリコーンゴムを選定することによって、添加後も前記物性値が小さくなるといえる。
本実施の形態において、シリコーンゴム層のゴム種は白金触媒及びビニル基を含有したポリオルガノシロキサンとケイ素原子結合水素原子を有するオルガノポリシロキサンとからなる付加型液状シリコーンゴムである。この付加型液状シリコーンゴムの充填剤の配合処方は、加硫障害を生じさせない限り特に制限されるものではないが、通常はベースのポリオルガノシロキサン100重量%に対して、通常、補強充填剤及び増量充填剤が10〜300重量%程度添加される。
しかしながら、本実施の形態においては、シリコーンゴム組成物に密度が2.20g/cm3以上のピッチ系炭素繊維を20〜40重量%含有させた後、シリコーンゴムの密度が1.50g/cm3以下と小さくなることを目的としており、前記ピッチ系炭素繊維を添加する前の補強充填剤及び増量充填剤の添加量は、オルガノポリシロキサン100重量%に対して10〜80重量%程度であることが好ましい。
補強性充填材としては湿式シリカや乾式シリカ(煙霧状シリカ)が一般的である。ここでいう湿式シリカとは、二酸化けい素(SiO2 )からなる補強性シリカのことで、製造方法としては、けい酸ナトリウムを直接硫酸で分解する直接法や、けい酸ナトリウムを塩類と反応させてけい酸塩を生成させ、次に硫酸または炭酸ガスで分解する間接法など種々の方法がある。代表的な湿式シリカとしては、ニップシル(Nipsil) VN3 (日本シリカ工業株式会社製商品名)、カープレックスCS−5(シオノギ製薬株式会社製商品名)、スターシルS(神島化学工業株式会社製商品名)、トクシールUS(株式会社トクヤマ製商品名)、シルトンR−2(水沢化学工業株式会社製商品名)、ハイシル(Hisil)223 (PPG社(米国)製商品名)、ウルトラシル(Ultrasil) VN3 (デグッザ社(ドイツ)製商品名)、バルカシル(Vulkasil) S(バイエル社(ドイツ)製商品名)などが例示され、平均粒径が30μm以下、好ましくは5μm以下のグレードが使用される。
乾式シリカは、ハロゲン化けい素の熱分解法やけい砂を加熱還元し、気化したSiOの空気酸化法、有機けい素化合物の熱分解法等により製造される二酸化けい素からなる補強性シリカで、アエロジル200やアエロジルR972(日本アエロジル株式会社製商品名)、キャボシル(Cab−O−Sil) MS−5(キャボット社(米国)製商品名)、レオロシールQS102(株式会社トクヤマ製商品名)が例示される。本実施の形態においては必要に応じて湿式シリカと乾式シリカとを適時併用して使用してもよい。さらにシリカ表面の活性による二次結合の防止を目的として、潤滑剤(ウエッタ)を添加してもよく、潤滑剤としては、シリコーンレジン類、アルコキシシランおよびシロキサン類、ヒドロキシシランおよびシロキサン類、シラザン類、有機酸エステル類、多価アルコール類などが例示される。
また、増量充填剤は、ゴムの機械特性、すなわち物理強度、ゴム硬度、圧縮永久歪みなど弾性体層3として機能上欠くべからざる特性を保持するために必要な成分であり、炭酸カルシウム、石英粉、けいそう土、けい酸ジルコニウム、クレー(けい酸アルミニウム)、タルク(含水けい酸マグネシウム)、ウォラストナイト(メタけい酸カルシウム)、酸化チタン、酸化亜鉛、酸化マグネシウム、アルミナ(酸化アルミニウム)、酸化クロム、ベンガラ(酸化鉄)、硫酸アルミニウム、硫酸バリウム、リトポン、二硫化モリブデン、マイカ(雲母粉)、グラファイトなどが例示される。
また、弾性体層3に導電性を付与させるために、充填剤として各種の導電性付与剤を使用して体積固有抵抗を1013Ω・cm以下にしてもよく、これら導電性付与剤としてはアセチレンブラックやケッチェンブラックの如き導電性カーボンブラック、グラファイト、銀、銅、ニッケルなどの金属粉、導電性亜鉛華、導電性炭酸カルシウム、炭素繊維などが例示されるがカーボンブラックが一般的である。
また、酸化セリウムのような耐熱剤を添加してもよい。
通常、シリコーンゴムからなる定着ローラはベンガラ色に着色して供給されることが多く、この場合には着色剤としてベンガラを使用するのが一般的である。ベンガラの種類としては、SRIS1108(日本ゴム協会標準規格)に規定されたゴム用ベンガラが適用でき、加工時のゴム内における配向性に留意する必要がある場合には、バイフェロックス130M(バイエル社(ドイツ)製商品名)のような平均粒径が0.3μm以下の球状のグレードをシリコーンゴムに対して0.2〜2重量%程度添加させればよい。
本実施の形態はシリコーンゴムの中でも付加型液状シリコーンゴムに限定したが、有機過酸化物を用いたミラブル型シリコーンゴムと比較して低硬度の組成物を得やすいこと、なお且つシワの発生を回避するためには線収縮率の観点から収縮し難いことがあげられる。
また、酸化セリウムのような耐熱剤を添加してもよい。
通常、シリコーンゴムからなる定着ローラはベンガラ色に着色して供給されることが多く、この場合には着色剤としてベンガラを使用するのが一般的である。ベンガラの種類としては、SRIS1108(日本ゴム協会標準規格)に規定されたゴム用ベンガラが適用でき、加工時のゴム内における配向性に留意する必要がある場合には、バイフェロックス130M(バイエル社(ドイツ)製商品名)のような平均粒径が0.3μm以下の球状のグレードをシリコーンゴムに対して0.2〜2重量%程度添加させればよい。
本実施の形態はシリコーンゴムの中でも付加型液状シリコーンゴムに限定したが、有機過酸化物を用いたミラブル型シリコーンゴムと比較して低硬度の組成物を得やすいこと、なお且つシワの発生を回避するためには線収縮率の観点から収縮し難いことがあげられる。
一般に、ゴムの収縮率を決定する重要因子としては、加硫温度、加硫系、ゴム中のフリーボリューム分率が上げられる。先ず、加硫温度の影響であるが、一般には加硫温度(成型温度)が高いほど直線的に収縮率が大きくなる。また、加硫系の影響では、ポリマーの架橋鎖長が短く、コンパクトな構造の方が収縮し難い。このことは過酸化物加硫系であるミラブル型シリコーンゴムと付加型加硫系である液状シリコーンゴムとでは、付加型加硫系シリコーンゴムの方が収縮し難いといえる。
過酸化物加硫系のシリコーンゴムは、2,5−ジメチル−2,5−ジ−(t−ブチルパーオキシ)−ヘキサンの如き有機過酸化物を加硫剤として利用するが、有機過酸化物の分解温度の関係では160〜210℃程度の高温で成型される。それに対し付加型加硫系のシリコーンゴムでは、加硫速度が速いので通常は90〜140℃程度の温度で成型され、過酸化物加硫系よりも約70℃程度低い温度で成型できるので、成型温度の観点からは付加型加硫系シリコーンゴムの方が収縮し難いということができる。更に、シリコーンゴムに使用されるポリマーは、大部分がジメチルポリシロキサンであり、その平均重合度は付加型加硫系シリコーンゴムに使用される液状タイプの場合には100〜1,000、過酸化物加硫系シリコーンゴムに使用されるミラブルタイプの場合には6,000〜10,000程度の線状ポリマーであることから、分子構造上からも付加型液状シリコーンゴムの方が収縮し難いということができる。また、前記のフリーボリュームは実質上、ゴム組成物の有機物質部分に依存するから、無機充填剤の量を増やせば収縮率は小さくなることになる。これらのことから成型温度や加硫系が同じシリコーンゴムの線収縮率は、一般には充填剤の量によって決定されるものであり、それ故に、熱伝導の良好なアルミナやシリカ等の充填剤を多量に使用し、熱伝導率が1.0W/m・K以上になるように配合した付加型液状シリコーンゴムは、通常のものと比較して密度は大きくなり、それなりに線収縮率も小さくなるものである。
しかしながら、本実施の形態における定着器用ローラに使用する付加型液状シリコーンゴムは、密度が2.20g/cm3以上のピッチ系炭素繊維を20〜40重量%含有させることにより、熱伝導率が1.0W/m・K以上で密度が1.50g/cm3以下と小さいにもかかわらず、線収縮率が著しく小さいことから本発明に至ったものである。
次に、本実施の形態におけるローラの表層に使用するふっ素樹脂スリーブ4の素材としては、厚さが0.1mm以下のPFAが一般的である。また、必要に応じてPFAに前述の導電性カーボンブラックなどの導電性付与剤を添加して、体積固有抵抗が1013Ω・cm以下の導電性フッ素樹脂とし、定着ローラを形成してもよい。
本実施の形態におけるふっ素樹脂スリーブ4とシリコーンゴム3との接着は、内面処理を施したふっ素樹脂スリーブ4の内面にプライマーDY39−067(東レ・ダウコーニング・シリコーン株式会社製商品名)のようなシリコーン系プライマーを塗布し、シリコーンゴム3と加硫することにより、強固に接着させ使用に供することができるが、必ずしもプライマーを使用する必要はない。このときPFAなどのふっ素樹脂スリーブの内面処理方法としては、特開平2−191641号にて開示されているが如き、THF(テトラヒドロフラン)もしくはエチレングリコールジメチルエーテルに金属ナトリウムとナフタリンを溶解させた溶液で化学処理する方法、特公平7−68381号にて開示されているが如き、液体アンモニアに金属ナトリウムを溶解させて溶液で化学処理する方法、特開2000−178369号にて開示されているが如き放電処理法、特開平6−285365号や特開平10−273546号にて開示されているが如き、ヘリウムやアルゴンのような不活性ガスプラズマで処理する大気圧グロー放電方法、特開平8−238687号にて開示されているが如き、エキシマレーザにより処理する方法などが例示される。
本実施の形態におけるふっ素樹脂スリーブ4とシリコーンゴム3との接着は、内面処理を施したふっ素樹脂スリーブ4の内面にプライマーDY39−067(東レ・ダウコーニング・シリコーン株式会社製商品名)のようなシリコーン系プライマーを塗布し、シリコーンゴム3と加硫することにより、強固に接着させ使用に供することができるが、必ずしもプライマーを使用する必要はない。このときPFAなどのふっ素樹脂スリーブの内面処理方法としては、特開平2−191641号にて開示されているが如き、THF(テトラヒドロフラン)もしくはエチレングリコールジメチルエーテルに金属ナトリウムとナフタリンを溶解させた溶液で化学処理する方法、特公平7−68381号にて開示されているが如き、液体アンモニアに金属ナトリウムを溶解させて溶液で化学処理する方法、特開2000−178369号にて開示されているが如き放電処理法、特開平6−285365号や特開平10−273546号にて開示されているが如き、ヘリウムやアルゴンのような不活性ガスプラズマで処理する大気圧グロー放電方法、特開平8−238687号にて開示されているが如き、エキシマレーザにより処理する方法などが例示される。
また、芯金2とシリコーンゴム層3の接着は、例えばプライマーNo.101A/B(信越化学工業株式会社製商品名)のような付加型シリコーゴム用系のプライマーを使用することによって、より強固な接着を得ることができ、このとき金属芯金2は、予めサンドブラスト等で表面を活性化した後、メチレンクロライドや炭化水素系洗浄剤あるいは水系洗浄剤等で脱脂した後、プライマーが塗布され、必要に応じて120℃乃至170℃で30分乃至1時間程度、焼成して使用される。
本発明において使用される金型は、ハードクロムメッキなどを施して表面を不活性にすることが肝要で、モールドスパットMR−K681(旭硝子株式会社製商品名)の如き離型剤とともに使用に供される。
以下、実施例を用いて本発明を具体的に説明する。なお、本発明は記載の実施例のみに限定されるものではなく、必要に応じて変更を実施することができる。
そして、実施例及び比較例中のシリコーンゴムの物性値であるタイプAデュロメータによる硬さ〔6mm厚のテストピース〕と密度、線収縮率、圧縮永久歪み〔温度180℃で25%圧縮〕はJIS
K 6249に準拠して測定したものである。
また、アスカーC硬度計(高分子計器株式会社製商品名)〔6mm厚のテストピース2枚重ね〕の硬さ測定は、タイプAデュロメータで10未満の低硬度シリコーンゴムを使用しているため実施したものであり、熱伝導率は迅速熱伝導率計QTM−500(京都電子工業株式会社製商品名)にて測定したものである。
そして、実施例及び比較例中のシリコーンゴムの物性値であるタイプAデュロメータによる硬さ〔6mm厚のテストピース〕と密度、線収縮率、圧縮永久歪み〔温度180℃で25%圧縮〕はJIS
K 6249に準拠して測定したものである。
また、アスカーC硬度計(高分子計器株式会社製商品名)〔6mm厚のテストピース2枚重ね〕の硬さ測定は、タイプAデュロメータで10未満の低硬度シリコーンゴムを使用しているため実施したものであり、熱伝導率は迅速熱伝導率計QTM−500(京都電子工業株式会社製商品名)にて測定したものである。
代表的な付加型液状シリコーンゴムであるKE−1384A&B(信越化学工業株式会社商品名)のA液10kgをホバートミキサーにとり、ピッチ系炭素繊維としてXN−100(日本グラファイトファイバー株式会社製商品名)〔密度2.23g/cm3〕を2kg添加し、2時間混合した。次にこの組成物を20リッター容量ペール缶に入れた後、真空チャンバー中で16時間脱泡して実施例に使用するA液を作製した。同様の手順でKE−1384のB液10kgにXN−100を2kg添加し、実施例1に使用するB液を作製した。
次に、予め接着剤を塗布した外形48mmの金属シャフトを予め接着剤を内面に塗布した内径49mm、肉厚30μmのPFAスリーブをそれぞれ100本用意し、この金属シャフトを側型に保持した後、PFAスリーブに挿入し、両端をチャッキングしてから内径50mm、長さ310mmの円筒金型に室温にてシャフトと共に装着した。次に、上記組成物の入ったペール缶をペールポンプにセットし、前記のA液とB液をスタティックミキサーで混合しながら側型のゴム注入口より液状シリコーンゴムを充填した。
次に、この金型を130℃の熱風炉で1時間加熱して加硫させた後、金型から加熱ローラを脱着した。続いて同様の手順で加熱ローラを100本成型し、更に該加熱ローラを高温槽にて200℃で4時間加熱した後、高温槽から取り出し、表層のPFAスリーブのシワの発生率を求めた。実施例1の組成物では100本中0本の発生率であり、シワが全く発生しないことが分かった。
また、シワ発生の有無を確認した後、加熱ローラの両端及び中央部合計3ヵ所に幅10mmで周方向にPFAスリーブとシリコーンゴムにカットを入れ、25mm/minの速さで90°方向にPFAスリーブを引張り、PFAスリーブ上のゴム剥離状態を確認しゴム残率を求めた。実施例1の組成物では100本中100本全てのゴム残率が100%であり良好であることが分かった。
また、シワ発生の有無を確認した後、加熱ローラの両端及び中央部合計3ヵ所に幅10mmで周方向にPFAスリーブとシリコーンゴムにカットを入れ、25mm/minの速さで90°方向にPFAスリーブを引張り、PFAスリーブ上のゴム剥離状態を確認しゴム残率を求めた。実施例1の組成物では100本中100本全てのゴム残率が100%であり良好であることが分かった。
実施例2〜6については、表1に示した配合を用いた以外は実施例1と同様に加熱ローラを100本作製し、表層のPFAスリーブのシワ発生率とゴム残率を求めた。実施例2、5で使用したピッチ系炭素繊維は前記のXN−100、実施例3、4,6で使用したピッチ系炭素繊維はXN−90(日本グラファイトファイバー株式会社製商品名)〔密度2.20g/cm3〕である。また、実施例5、6では代表的な付加型液状シリコーンゴムであるDY35−1105A&B(東レ・ダウコーニング・シリコーン株式会社商品名)を使用した。
表1の結果から分かるように実施例2〜6ではシワの発生はなく、ゴム残率が100%であることが分かった。
表1の結果から分かるように実施例2〜6ではシワの発生はなく、ゴム残率が100%であることが分かった。
比較例1〜9については、表1に示した配合を用いた以外は実施例1〜6と同様に加熱ローラ100本を作製し、表層のPFAスリーブのシワ発生率とゴム残率を求めた。使用したピッチ系炭素繊維は前記したものと同じであり、比較例6〜7に使用したピッチ系炭素繊維はXN−80(日本グラファイトファイバー株式会社製商品名)〔密度2.17g/cm3〕である。比較例1〜2ではシワ発生率は高率であり、目視にてはっきりと確認できる大きなものが多発した。比較例3〜4では熱伝導率が目標値よりも小さく、また実施例1〜6に比べ線収縮率がやや大きくなったことから、わずかではあるが小さなシワが発生することが分かった。比較例5と7ではシワの発生はなかったものの、ゴム残率が90%となりPFA面にゴム剥離が発生することが分かった。比較例6では熱伝導率が目標値に達していないことが分かった。
比較例8〜9は高熱伝導付加型液状シリコーンゴムであるX−34−2426A&B(信越化学工業株式会社商品名)とDY35−4072A&B(東レ・ダウコーニング・シリコーン株式会社商品名)を同様に確認したところ、シワの発生が見られPFA面に大きなゴム剥離が確認された。
実施例7〜12については、代表的な導電性付加型液状シリコーンゴムであるKE−1366A&B(信越化学工業株式会社商品名:体積固有抵抗1×104Ω・cm程度)とDY35−1214A&B(東レ・ダウコーニング・シリコーン株式会社商品名:体積固有抵抗1×106Ω・cm程度)を使用し、表2に示した配合を用いた以外は実施例1〜6と同様に加圧ローラを100本作製し、表層のPFAスリーブのシワ発生率とゴム残率を求めた。使用したピッチ系炭素繊維は前記したものと同じである。
比較例10〜11については、表2に示した配合を用いた以外は実施例1〜6と同様に加熱ローラを100本作製し、表層のPFAスリーブのシワ発生率とゴム残率を求めた。使用したピッチ系炭素繊維は前記したものと同じである。比較例10〜11ではシワ発生率は高率であった。
1 定着期用ローラ
2 芯金
3 シリコーンゴム層
4 ふっ素樹脂スリーブ
2 芯金
3 シリコーンゴム層
4 ふっ素樹脂スリーブ
Claims (4)
- 芯金の外周に被覆したシリコーンゴム層の外周に、厚さ0.1mm以下のふっ素樹脂スリーブを被覆した定着器用ローラにおいて、前記シリコーンゴムに密度2.20g/cm3以上の炭素繊維を含有せしめて前記シリコーンゴム層の熱伝導率を1.0W/m・K以上で密度が1.50g/cm3以下としたことを特徴とする定着器用ローラ。
- 前記シリコーンゴムに含有する炭素繊維を20〜40重量%としたこと特徴とする請求項1に記載の定着器用ローラ。
- 前記シリコーンゴムに含有する炭素繊維が、ピッチ系炭素繊維であることを特徴とする請求項1または請求項2に記載の定着器用ローラ。
- 前記シリコーンゴムが付加型液状シリコーンゴムであることを特徴とする請求項1または請求項2または請求項3に記載の定着器用ローラ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103367A JP2005292218A (ja) | 2004-03-31 | 2004-03-31 | 定着器用ローラ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103367A JP2005292218A (ja) | 2004-03-31 | 2004-03-31 | 定着器用ローラ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005292218A true JP2005292218A (ja) | 2005-10-20 |
Family
ID=35325254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004103367A Pending JP2005292218A (ja) | 2004-03-31 | 2004-03-31 | 定着器用ローラ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005292218A (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006259712A (ja) * | 2005-02-21 | 2006-09-28 | Canon Inc | 加熱定着部材および加熱定着装置 |
| JP2008020561A (ja) * | 2006-07-11 | 2008-01-31 | Ricoh Co Ltd | 弾性部材、定着部材、定着装置及び画像形成装置 |
| JP2008197585A (ja) * | 2007-02-15 | 2008-08-28 | Ricoh Co Ltd | 加熱部材、加熱ローラ、定着装置、画像形成装置及び加熱部材の製造方法 |
| US7457577B2 (en) * | 2005-02-21 | 2008-11-25 | Canon Kabushiki Kaisha | Heat fixing member and heat fixing assembly |
| JP2008303947A (ja) * | 2007-06-06 | 2008-12-18 | Swcc Showa Device Technology Co Ltd | ローラ |
| US7593680B2 (en) | 2006-01-31 | 2009-09-22 | Ricoh Company, Ltd. | Image forming apparatus including a fixing apparatus capable of effectively maintaining fixability for an extended period of use |
| WO2009116607A1 (en) * | 2008-03-21 | 2009-09-24 | Ricoh Company, Ltd. | Fixing member, manufacturing method of fixing member, rotational body of fixing member, fixing device, and image forming apparatus |
| WO2010074320A1 (en) * | 2008-12-24 | 2010-07-01 | Canon Kabushiki Kaisha | Image heating apparatus, pressure roller to be used in the image heating apparatus, and manufacturing method for the pressure roller |
| JP2011227512A (ja) * | 2011-06-27 | 2011-11-10 | Ricoh Co Ltd | 定着部材、定着部材の製造方法、定着用回転体、定着装置及び画像形成装置 |
| US8290418B2 (en) | 2009-02-19 | 2012-10-16 | Samsung Electronics Co., Ltd. | Heating member using carbon nanotube and fixing unit using the heating member |
| US8380113B2 (en) | 2008-11-21 | 2013-02-19 | Ricoh Company, Ltd. | Fixing member, and fixing device and image forming apparatus using same |
| US9195191B2 (en) | 2013-01-11 | 2015-11-24 | Ricoh Company, Ltd. | Fixing member for electrophotographic fixing, fixing device, and image forming apparatus |
| JP2016102881A (ja) * | 2014-11-28 | 2016-06-02 | 住友理工株式会社 | 電子写真機器用ロールおよび電子写真機器用ロールの製造方法 |
| US10228644B2 (en) | 2017-01-30 | 2019-03-12 | Canon Kabushiki Kaisha | Addition-curable liquid silicone rubber mixture, electrophotographic member, method for producing the same, and fixing apparatus |
| JP2022181639A (ja) * | 2021-05-26 | 2022-12-08 | 富士フイルムビジネスイノベーション株式会社 | 定着ベルト、定着装置、及び画像形成装置 |
| JP2022181638A (ja) * | 2021-05-26 | 2022-12-08 | 富士フイルムビジネスイノベーション株式会社 | 定着ベルト、定着装置、及び画像形成装置 |
-
2004
- 2004-03-31 JP JP2004103367A patent/JP2005292218A/ja active Pending
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7979015B2 (en) | 2005-02-21 | 2011-07-12 | Canon Kabushiki Kaisha | Heat fixing member and heat fixing assembly |
| US7457577B2 (en) * | 2005-02-21 | 2008-11-25 | Canon Kabushiki Kaisha | Heat fixing member and heat fixing assembly |
| JP2006259712A (ja) * | 2005-02-21 | 2006-09-28 | Canon Inc | 加熱定着部材および加熱定着装置 |
| US7593680B2 (en) | 2006-01-31 | 2009-09-22 | Ricoh Company, Ltd. | Image forming apparatus including a fixing apparatus capable of effectively maintaining fixability for an extended period of use |
| JP2008020561A (ja) * | 2006-07-11 | 2008-01-31 | Ricoh Co Ltd | 弾性部材、定着部材、定着装置及び画像形成装置 |
| JP2008197585A (ja) * | 2007-02-15 | 2008-08-28 | Ricoh Co Ltd | 加熱部材、加熱ローラ、定着装置、画像形成装置及び加熱部材の製造方法 |
| JP2008303947A (ja) * | 2007-06-06 | 2008-12-18 | Swcc Showa Device Technology Co Ltd | ローラ |
| WO2009116607A1 (en) * | 2008-03-21 | 2009-09-24 | Ricoh Company, Ltd. | Fixing member, manufacturing method of fixing member, rotational body of fixing member, fixing device, and image forming apparatus |
| CN101978325B (zh) * | 2008-03-21 | 2013-05-15 | 株式会社理光 | 定影元件、定影元件的制造方法、定影元件的转动体、定影装置和图像形成装置 |
| JP2009229616A (ja) * | 2008-03-21 | 2009-10-08 | Ricoh Co Ltd | 定着部材、定着部材の製造方法、定着用回転体、定着装置及び画像形成装置 |
| US8369764B2 (en) | 2008-03-21 | 2013-02-05 | Ricoh Company, Ltd. | Fixing member, fixing device, and image forming apparatus |
| KR101180014B1 (ko) * | 2008-03-21 | 2012-09-06 | 가부시키가이샤 리코 | 고정 부재, 고정 부재의 제조방법, 고정 부재의 회전체, 고정 장치 및 이미지 형성 기계 |
| US8380113B2 (en) | 2008-11-21 | 2013-02-19 | Ricoh Company, Ltd. | Fixing member, and fixing device and image forming apparatus using same |
| CN102257441A (zh) * | 2008-12-24 | 2011-11-23 | 佳能株式会社 | 图像加热装置、在该图像加热装置中使用的加压辊和该加压辊的制造方法 |
| JP2010151960A (ja) * | 2008-12-24 | 2010-07-08 | Canon Inc | 像加熱装置、像加熱装置に用いられる加圧ローラ及び加圧ローラの製造方法 |
| WO2010074320A1 (en) * | 2008-12-24 | 2010-07-01 | Canon Kabushiki Kaisha | Image heating apparatus, pressure roller to be used in the image heating apparatus, and manufacturing method for the pressure roller |
| US8626046B2 (en) | 2008-12-24 | 2014-01-07 | Canon Kabushiki Kaisha | Image heating apparatus, pressure roller to be used in the image heating apparatus, and manufacturing method for the pressure roller |
| CN102257441B (zh) * | 2008-12-24 | 2014-03-12 | 佳能株式会社 | 图像加热装置、在该图像加热装置中使用的加压辊和该加压辊的制造方法 |
| US8290418B2 (en) | 2009-02-19 | 2012-10-16 | Samsung Electronics Co., Ltd. | Heating member using carbon nanotube and fixing unit using the heating member |
| JP2011227512A (ja) * | 2011-06-27 | 2011-11-10 | Ricoh Co Ltd | 定着部材、定着部材の製造方法、定着用回転体、定着装置及び画像形成装置 |
| US9195191B2 (en) | 2013-01-11 | 2015-11-24 | Ricoh Company, Ltd. | Fixing member for electrophotographic fixing, fixing device, and image forming apparatus |
| JP2016102881A (ja) * | 2014-11-28 | 2016-06-02 | 住友理工株式会社 | 電子写真機器用ロールおよび電子写真機器用ロールの製造方法 |
| US10228644B2 (en) | 2017-01-30 | 2019-03-12 | Canon Kabushiki Kaisha | Addition-curable liquid silicone rubber mixture, electrophotographic member, method for producing the same, and fixing apparatus |
| JP2022181639A (ja) * | 2021-05-26 | 2022-12-08 | 富士フイルムビジネスイノベーション株式会社 | 定着ベルト、定着装置、及び画像形成装置 |
| JP2022181638A (ja) * | 2021-05-26 | 2022-12-08 | 富士フイルムビジネスイノベーション株式会社 | 定着ベルト、定着装置、及び画像形成装置 |
| JP7613270B2 (ja) | 2021-05-26 | 2025-01-15 | 富士フイルムビジネスイノベーション株式会社 | 定着ベルト、定着装置、及び画像形成装置 |
| JP7613271B2 (ja) | 2021-05-26 | 2025-01-15 | 富士フイルムビジネスイノベーション株式会社 | 定着ベルト、定着装置、及び画像形成装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005292218A (ja) | 定着器用ローラ | |
| JPS62296178A (ja) | 静電写真複写装置用の定着部材 | |
| JP3072055B2 (ja) | 加圧ローラ | |
| JP2002072728A (ja) | 定着ロール用熱伝導性液状シリコーンゴム組成物およびフッ素樹脂被覆定着ロール | |
| JP4412485B2 (ja) | シリコーンゴムと基材との一体成形複合体及びその製造方法 | |
| EP2075646A1 (en) | Pressing roller and method of producing the same | |
| JP4433172B2 (ja) | 熱定着ローラ | |
| JP3679780B2 (ja) | ローラ | |
| JP2975307B2 (ja) | 加圧ローラ及びその製造方法 | |
| JP3904744B2 (ja) | 低硬度シリコーンゴム定着用ロール | |
| JP2794546B2 (ja) | ローラ | |
| JP3539767B2 (ja) | 定着器用加圧ローラ | |
| JP3686874B2 (ja) | フッ素樹脂の表面処理方法および弾性複合材の製造方法 | |
| JP4134220B2 (ja) | フッ素樹脂又はフッ素ラテックスコーティングシリコーンゴム定着ロールの製造方法 | |
| JPH11231706A (ja) | 定着ローラ | |
| JP2963635B2 (ja) | 加圧ローラ | |
| JP3145051B2 (ja) | 定着ローラ | |
| JP4425434B2 (ja) | 加圧ローラ | |
| JP2756918B2 (ja) | 加圧ローラ | |
| JP2015129800A (ja) | 定着ベルト | |
| JP2957437B2 (ja) | ローラ | |
| JP2944457B2 (ja) | 加圧ローラ | |
| JP3120055B2 (ja) | 定着ローラ及びその製造方法 | |
| JPH08238687A (ja) | ローラ | |
| JP2002139943A (ja) | 加圧ローラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20051118 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080520 |
|
| A02 | Decision of refusal |
Effective date: 20081007 Free format text: JAPANESE INTERMEDIATE CODE: A02 |