JP2005291900A - レンズメータ - Google Patents
レンズメータ Download PDFInfo
- Publication number
- JP2005291900A JP2005291900A JP2004106804A JP2004106804A JP2005291900A JP 2005291900 A JP2005291900 A JP 2005291900A JP 2004106804 A JP2004106804 A JP 2004106804A JP 2004106804 A JP2004106804 A JP 2004106804A JP 2005291900 A JP2005291900 A JP 2005291900A
- Authority
- JP
- Japan
- Prior art keywords
- lens
- receiving element
- measurement light
- measurement
- light receiving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005259 measurement Methods 0.000 claims abstract description 62
- 230000003287 optical effect Effects 0.000 claims abstract description 34
- 238000003384 imaging method Methods 0.000 claims abstract description 4
- 230000004907 flux Effects 0.000 abstract 2
- 238000010586 diagram Methods 0.000 description 7
- 238000001514 detection method Methods 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 230000000630 rising effect Effects 0.000 description 4
- 201000009310 astigmatism Diseases 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images
Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/02—Testing optical properties
- G01M11/0228—Testing optical properties by measuring refractive power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/06—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor involving conveyor belts, a sequence of travelling work-tables or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
- B23Q17/2233—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work for adjusting the tool relative to the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0023—Other grinding machines or devices grinding machines with a plurality of working posts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/14—Single-purpose machines or devices for grinding slideways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/222—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding vertical surfaces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/02—Testing optical properties
- G01M11/0285—Testing optical properties by measuring material or chromatic transmission properties
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Testing Of Optical Devices Or Fibers (AREA)
- Eye Examination Apparatus (AREA)
Abstract
【課題】 簡単な構成で、精度良く被検レンズの光学特性を測定できるレンズメータを提供すること。
【解決手段】 少なくとも3個の測定光源と、前記測定光源からの測定光束を被検レンズへ投光する投光レンズと、前記測定光源と投光レンズとの間に配置され、且つ前記投光レンズの像側焦点位置に配置された絞りと、前記絞り及びと投光レンズを介して被検レンズを透過した各測定光源からの測定光束を、結像光学系を介さずに受光する2次元受光素子とを備え、前記2次元受光素子の出力に基づいて被検レンズの光学特性を測定するレンズメータであって、前記投光レンズは、0D付近の度数もしくは使用頻度の高い度数を持つ被検レンズが光路に配置された場合に、前記測定光源と前記2次元受光素子とが共役関係となるように配置されている。
【選択図】 図1
【解決手段】 少なくとも3個の測定光源と、前記測定光源からの測定光束を被検レンズへ投光する投光レンズと、前記測定光源と投光レンズとの間に配置され、且つ前記投光レンズの像側焦点位置に配置された絞りと、前記絞り及びと投光レンズを介して被検レンズを透過した各測定光源からの測定光束を、結像光学系を介さずに受光する2次元受光素子とを備え、前記2次元受光素子の出力に基づいて被検レンズの光学特性を測定するレンズメータであって、前記投光レンズは、0D付近の度数もしくは使用頻度の高い度数を持つ被検レンズが光路に配置された場合に、前記測定光源と前記2次元受光素子とが共役関係となるように配置されている。
【選択図】 図1
Description
本発明は、被検レンズの光学特性を測定するレンズメータに関する。
レンズメータとしては、光源からの測定光束をコリメータレンズで平行光束として被検レンズに投光し、被検レンズを通過した後の光束を少なくとも3個の開口及びこの開口にそれぞれ配設した収束レンズを介して2次元受光素子に投影し、受光素子に投影された開口のスポット像の位置を検出することにより、被検レンズの光学特性を測定するものが知られている(特許文献1参照)。
また、被検レンズ上の汚れやキズによる測定光の局所的な波面の乱れやスポット像の崩れによる検出誤差を抑制するために、各開口に配設する収束レンズとして回折レンズ・アレイを設けたレンズメータが非特許文献1にて提案されている。
特開平11−255581号
堀信男、外2名「回折型光学素子の計測への応用」、光アライアンス、日本工業出版、1998年11月号、p.36−39
しかしながら、各開口に設ける回折レンズ・アレイは、加工が難しく高価であるとう問題がある。また、被検レンズに大きなキズがある場合には、測定スポット像の崩れを抑えきれない可能性がある。
本発明は、上記問題点を鑑み、簡単な構成で、精度良く被検レンズの光学特性を測定できるレンズメータを提供することを技術課題とする。
(1) 少なくとも3個の測定光源と、前記測定光源からの測定光束を被検レンズへ投光する投光レンズと、前記測定光源と投光レンズとの間に配置され、且つ前記投光レンズの像側焦点位置に配置された絞りと、前記絞り及びと投光レンズを介して被検レンズを透過した各測定光源からの測定光束を、結像光学系を介さずに受光する2次元受光素子とを備え、前記2次元受光素子の出力に基づいて被検レンズの光学特性を測定するレンズメータであって、前記投光レンズは、0D付近の度数もしくは使用頻度の高い度数を持つ被検レンズが光路に配置された場合に、前記測定光源と前記2次元受光素子とが共役関係となるように配置されていることを特徴とする。
(2) (1)のレンズメータにおいて、前記絞りの径は前記2次元受光素子4上で各測定光束によるスポット像が分離して検出できる大きさまで広げられていることを特徴とする。
(3) (1)のレンズメータにおいて、前記絞りの径を変化させる絞り径可変手段と、前記2次元受光素子の出力に基づいて前記絞り径可変手段を制御する制御手段と、を備えることを特徴とする。
(4) (3)のレンズメータにおいて、前記制御手段は前記二次元受光素子により検出された測定光束による受光光量が所定のレベルに満たない時、あるいは測定光束の数が所定数を満たさない時に、前記絞り径可変手段を制御することを特徴とする。
(2) (1)のレンズメータにおいて、前記絞りの径は前記2次元受光素子4上で各測定光束によるスポット像が分離して検出できる大きさまで広げられていることを特徴とする。
(3) (1)のレンズメータにおいて、前記絞りの径を変化させる絞り径可変手段と、前記2次元受光素子の出力に基づいて前記絞り径可変手段を制御する制御手段と、を備えることを特徴とする。
(4) (3)のレンズメータにおいて、前記制御手段は前記二次元受光素子により検出された測定光束による受光光量が所定のレベルに満たない時、あるいは測定光束の数が所定数を満たさない時に、前記絞り径可変手段を制御することを特徴とする。
本発明によれば、簡単な構成で、精度良く被検レンズの光学特性を測定できるレンズメータを提供することができた。
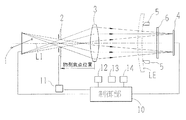
以下、本発明の実施形態を図面に基づいて説明する。図1は、本実施例におけるレンズメータの光学系及び制御系を示す概略構成図である。
1は白色LEDからなる測定光源であり、測定光軸L1から等距離の位置に90度間隔で4つ配置されている。2は絞りの径が変えられる可変絞りであり、光軸L1を中心とした円形の開口により光源1からの測定光束を制限する。3は被検レンズLEに測定光束を投光する投光レンズである。5は被検レンズLEを載置するためのノーズピースである。6は、e線(546.07nm)付近のみのを通過させるバンドパスフィルタである。4は、2次元受光素子である。可変絞り2は測定光源1と投光レンズ3との間に配置され、且つ投光レンズ3の物側焦点位置に配置されており、可変絞り2と投光レンズ3は像側テレセントリック光学系を構成している。また、投光レンズ3は、0D付近の度数もしくは使用頻度の高い特定の度数(−1D〜−2D付近)を持つ被検レンズLEが光路中に配置された場合に、光源1と2次元受光素子4とが共役関係となるように配置されている(必要な精度との関係で略共役となれば良い)。
光源1からの光は、可変絞り2、投光レンズ3を介して4本の収束光束となって、被検レンズLEに投光される。そして、被検レンズLEを透過した4本の測定光束は、レンズ等の結像光学系を介さずに二次元受光素子4に受光され、二次元受光素子4上には4個の測定光源によるスポット像が投影される。二次元受光素子4からの出力信号は制御部10に入力され、制御部10は所定の演算を行って被検レンズLEの光学特性を得る。また、制御部10には、可変絞り2の絞りの径を変えるための絞り駆動部11、メモリ12、測定結果等を表示するモニタ13、スイッチ部14が接続されている。
このような測定光学系による被検レンズLEの光学特性の測定方法を説明する。各光源11の点灯により可変絞り2が個別に照明される。そして、光源1からの光が像側テレセントリック光学系を構成する可変絞り2と投光レンズ3を通過すると、測定光束の主光線が光軸L1に対して平行となり被検レンズLEに向かう。ここで、光源1からの投射された測定光束は投光レンズ3により集光されて被検レンズLEを通過する。被検レンズLEを通過した測定光束は、バンドパスフィルタ6を介して二次元受光素子4にて検出される。
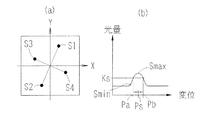
図2(a)は、ある度数の被検レンズLEを測定した時の二次元受光素子4上に投影されたスポット像S1〜S4を示す図である。図2(a)のようにスポット像が二次元受光素子4により検出される場合、被検レンズLEがない時には、直進した測定光束によるスポット像が二次元受光素子4上に結像する。これに対し、プラス度数を持った被検レンズLEが置かれると、スポット像同士の間隔が被検レンズLEの無い場合に比べて小さくなって二次元受光素子4に投影される。逆に、マイナス度数を持った被検レンズが置かれると、スポット像同士の間隔が被検レンズLEの無い場合に比べて大きくなって二次元受光素子4上に投影される。また、乱視度数を持った被検レンズLEが置かれると、所定の乱視軸角度に応じて傾斜したスポット像が投影される。
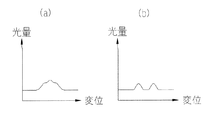
制御部10は二次元受光素子4によって検出されたスポット像の位置を算出する。図2(b)は、スポット像が受光素子に検出された時の受光光量の変化を示す図である。まず、制御部10は、受光光量の立ち上がり位置Sminを求め、次に、立ち上がり位置Sminから所定レベル増加した光量Ksにおける二次元受光素子4上の変位Paを求める。さらに、制御部10は、受光光量のピークSmaxを過ぎて、再び光量Ksとなった時の二次元受光素子4上の変位Pbを求める。そして、変位Paと変位Pbの中間点が二次元受光素子4上のスポット像の位置Psとなる。この時、二次元受光素子4上のスポット像は投光レンズ3により集光された光束であるため、被検レンズLE上の測定光束がかかる部分に傷や汚れがあっても、二次元受光素子4上に投影されるスポット像の光強度のムラが生じにくくなり、スポット像の受光光量が大きくなる。このため、S/N比が向上し、スポット像の位置検出精度が安定する。
本実施例では、上記の投光レンズ3の配置構成により、0D付近の度数もしくは使用頻度の高い度数(−1D〜−2D付近)の被検レンズを測定したときに、二次元受光素子4上に投影されるスポット像が最も小さくなり、スポット像の位置検出精度が高くなる。すなわち、0D付近もしくは使用頻度の高い度数の被検レンズについての信頼性が高くなる。
また、上記のように、被検レンズLEに傷や汚れがある場合の検出誤差を抑えるためには、被検レンズLEを通過する測定光束径を大きくすることが好ましい。測定光束径は絞り2の径で制限される。したがって、絞り2の径としては、測定可能な高度数の正パワーのレンズを測定したときに、二次元受光素子4上の4つのスポット像が分離して検出できる大きさまで広げておくことが好ましい。
制御部10は、二次元受光素子4で検出されるスポット像S1〜S4の位置を算出した後、スポット像S1〜S4の位置関係に基づいて球面屈折力、柱面屈折力、乱視軸角度等の光学特性を求める。よって、以上のような構成とすれば、測定光学系に高価な回折レンズを用いるような構成としなくとも、簡単な構成で被検レンズに傷や汚れがあった時の測定誤差を抑制及び防止することができる。また、異なる度数の被検レンズLEを測定する場合も、測定光束が被検レンズLEに入射する位置が同じであるので、度数によらず常に同じ位置で測定が可能である。このため、受光素子4上におけるスポット像の度数当たりの変位量は、度数によらず一定なので、測定精度のバラツキを抑え、安定した測定が可能になる。
なお、本実施例の光学系において、光源1の数は4つとしたが、光軸L1を中心に少なくとも3つの光源を設ければ、球面度数の他、乱視度数等を測定することができる。
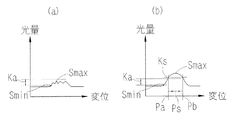
次に、可変絞り2の絞りの径を変える時の動作について説明する。図3(a)は、被検レンズLE上で測定光束がかかる大きな傷又は汚れがあった場合の、スポット像が二次元受光素子4に検出された時の受光光量の低下を示す図である。このように被検レンズの傷や汚れがある部分を測定光束が通過すると、二次元受光素子4上のスポット像が崩れてしまい、受光光量が低下する。このため、スポット像の位置検出精度が下がり、測定精度が低下する。そこで、制御部10では、スポット像による受光光量の立ち上がり位置Sminからスポット像の受光光量のピークSmaxとの差を算出する。そして、ピークSmaxと立ち上がり位置Sminとの光量差が予め設定された許容範囲Kaを満たさない時には、絞り駆動部11を駆動させて可変絞り2の絞り径を大きくさせる。可変絞り2の絞り径を大きくすると、被検レンズLEを通過する光束径が大きくなり、二次元受光素子4上で投影されるスポット像サイズが大きくなる。図3(b)は可変絞り2の絞り径を大きくした時のスポット像による受光光量の変化を示す図である。
許容範囲Kaを超え十分な受光光量が確保できるようになれば、スポット像S1〜S4の位置検出精度が向上する。また、以上のような構成は、レンズに傷や汚れがある場合の他、高度数のレンズを測定した時のスポット像サイズの広がり及びボケにより受光光量の低下が低下する場合においても同様の効果がある。この場合も、上記同様に二次元受光素子4上のスポット像の受光光量を検出し、受光光量が許容範囲Kaを満たさない時に、可変絞り2の径を大きくする。
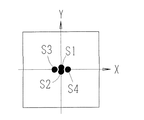
図4は、被検レンズLEが高度数のプラスレンズである場合の、二次元受光素子4上に形成されたスポット像S1〜S4を示す図である。高度数のプラスレンズの測定では、図4のようにスポット像同士が密集しすぎてスポット像同士が重なりあってしまうことがある。このような場合、二次元受光素子4上のスポット像S1及びS2による受光光量の変化は図5(a)のようになり、制御部10では分離したスポット像として位置検出を行うことができずに測定精度が低下する。そこで、制御部10では、光源1を点灯した時に二次元受光素子4からの出力信号に基づいてスポット像S1〜S4まで4つ全て検出されず、スポット像が3つ以下と検出された時には、可変絞り2の絞りの径を小さくする。可変絞り2の絞りの径が小さくなると、被検レンズLEを通過する光束径が小さくなり、スポット像サイズが小さくなる。よって、図5(b)のように、各スポット像を分離させることができ、それぞれのスポット像の位置検出を行うことができるようになる。このように重なっていたスポット像が分離したら、制御部10はスポット像S1〜S4の位置を算出し、スポット像S1〜S4の位置関係に基づいて被検レンズLEの光学特性を測定する。このような構成とすれば、高度数のプラスレンズを測定した場合においても、測定精度を下げることなく測定を行うことができる。但し、スポット像が3つ以下と検出されてから可変絞り2の絞りの径を小さくしても、スポット像の分離が検出されなかった場合、制御部10は傷や汚れによるものと判定すればよい。
1 測定光源
2 可変絞り
3 投光レンズ
4 2次元受光素子
5 ノーズピース
10 制御部
11 絞り駆動部
LE 被検レンズ
S1〜S4 スポット像
L1 光軸
2 可変絞り
3 投光レンズ
4 2次元受光素子
5 ノーズピース
10 制御部
11 絞り駆動部
LE 被検レンズ
S1〜S4 スポット像
L1 光軸
Claims (4)
- 少なくとも3個の測定光源と、前記測定光源からの測定光束を被検レンズへ投光する投光レンズと、前記測定光源と投光レンズとの間に配置され、且つ前記投光レンズの像側焦点位置に配置された絞りと、前記絞り及びと投光レンズを介して被検レンズを透過した各測定光源からの測定光束を、結像光学系を介さずに受光する2次元受光素子とを備え、前記2次元受光素子の出力に基づいて被検レンズの光学特性を測定するレンズメータであって、前記投光レンズは、0D付近の度数もしくは使用頻度の高い度数を持つ被検レンズが光路に配置された場合に、前記測定光源と前記2次元受光素子とが共役関係となるように配置されていることを特徴とするレンズメータ。
- 請求項1のレンズメータにおいて、前記絞りの径は前記2次元受光素子4上で各測定光束によるスポット像が分離して検出できる大きさまで広げられていることを特徴とするレンズメータ。
- 請求項1のレンズメータにおいて、前記絞りの径を変化させる絞り径可変手段と、前記2次元受光素子の出力に基づいて前記絞り径可変手段を制御する制御手段と、を備えることを特徴とするレンズメータ。
- 請求項3のレンズメータにおいて、前記制御手段は前記二次元受光素子により検出された測定光束による受光光量が所定のレベルに満たない時、あるいは測定光束の数が所定数を満たさない時に、前記絞り径可変手段を制御することを特徴とするレンズメータ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106804A JP2005291900A (ja) | 2004-03-31 | 2004-03-31 | レンズメータ |
| US11/090,202 US7230693B2 (en) | 2004-03-31 | 2005-03-28 | Lens meter |
| KR1020050026805A KR101126150B1 (ko) | 2004-03-31 | 2005-03-30 | 렌즈미터 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106804A JP2005291900A (ja) | 2004-03-31 | 2004-03-31 | レンズメータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005291900A true JP2005291900A (ja) | 2005-10-20 |
Family
ID=35053901
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004106804A Pending JP2005291900A (ja) | 2004-03-31 | 2004-03-31 | レンズメータ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7230693B2 (ja) |
| JP (1) | JP2005291900A (ja) |
| KR (1) | KR101126150B1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015055561A (ja) * | 2013-09-12 | 2015-03-23 | 株式会社クラレ | マイクロレンズアレイの欠陥検査方法及び欠陥検査装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4819366B2 (ja) * | 2005-01-07 | 2011-11-24 | 株式会社ニデック | レンズメータ |
| EP1785714B1 (en) * | 2005-11-15 | 2017-02-22 | Olympus Corporation | Lens evaluation device |
| CN103217273A (zh) * | 2013-03-25 | 2013-07-24 | 上海理工大学 | 多焦点镜片屈光度检测系统及其检测方法 |
| US10330566B2 (en) | 2015-03-05 | 2019-06-25 | Eyenetra, Inc. | Methods and apparatus for small aperture lensometer |
| CN108801606B (zh) * | 2018-08-03 | 2019-11-15 | 南京理工大学 | 一种基于光纤干涉投影的镜片屈光度测量装置及方法 |
| KR20210156233A (ko) * | 2020-06-16 | 2021-12-24 | 이미지 에이아이 피티이 리미티드 | 건식 안과 렌즈의 광학 파워를 검출하기 위한 시스템 및 방법 |
| CN112869699B (zh) * | 2020-12-31 | 2024-03-12 | 视涯科技股份有限公司 | 一种头戴显示装置的屈光度测量设备和测量方法 |
| WO2023141356A1 (en) | 2022-01-24 | 2023-07-27 | 123 SEE, Inc. | Binocular auto-lensmeter |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2942596B2 (ja) | 1990-07-06 | 1999-08-30 | 株式会社ニデック | 自動レンズメーター |
| JP2632436B2 (ja) * | 1990-10-16 | 1997-07-23 | キヤノン株式会社 | オートレンズメータ |
| JPH05127364A (ja) * | 1991-10-30 | 1993-05-25 | Nikon Corp | フオトマスク |
| JP3221733B2 (ja) * | 1992-06-30 | 2001-10-22 | 株式会社ニデック | レンズ測定装置 |
| JPH0933396A (ja) | 1995-07-25 | 1997-02-07 | Topcon Corp | レンズメーター |
| JPH11125581A (ja) | 1997-10-24 | 1999-05-11 | Topcon Corp | オートレンズメータ |
| JP2001188030A (ja) * | 1999-12-28 | 2001-07-10 | Topcon Corp | レンズメータ |
-
2004
- 2004-03-31 JP JP2004106804A patent/JP2005291900A/ja active Pending
-
2005
- 2005-03-28 US US11/090,202 patent/US7230693B2/en not_active Expired - Fee Related
- 2005-03-30 KR KR1020050026805A patent/KR101126150B1/ko not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015055561A (ja) * | 2013-09-12 | 2015-03-23 | 株式会社クラレ | マイクロレンズアレイの欠陥検査方法及び欠陥検査装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101126150B1 (ko) | 2012-03-23 |
| US7230693B2 (en) | 2007-06-12 |
| KR20060045055A (ko) | 2006-05-16 |
| US20050219514A1 (en) | 2005-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103581659A (zh) | 图像传感器定位装置及方法 | |
| JPH0466834A (ja) | 自動レンズメーター | |
| US20220187161A1 (en) | Deflectometry Measurement System | |
| US10634582B2 (en) | Lens characteristic evaluation device and method of operating lens characteristic evaluation device | |
| CN107132030B (zh) | 一种镜片焦距检测方法及装置 | |
| JP2005291900A (ja) | レンズメータ | |
| WO2007052347A1 (ja) | レンズメータ | |
| JP6769605B2 (ja) | レンズメータ | |
| WO2017138083A1 (ja) | Vブロック方式の屈折率測定装置 | |
| JP3749152B2 (ja) | レンズメータ | |
| JP2005315654A (ja) | レンズメータ | |
| JP4458937B2 (ja) | 眼屈折力測定装置 | |
| KR100953885B1 (ko) | 렌즈 모듈 광축 정렬 장치 및 방법 | |
| JP2008026049A (ja) | フランジ焦点距離測定装置 | |
| JP4683270B2 (ja) | レンズメータ | |
| JP2005291901A (ja) | レンズメータ | |
| JP2001166202A (ja) | 焦点検出方法及び焦点検出装置 | |
| JP2007240168A (ja) | 検査装置 | |
| US20200041350A1 (en) | Shack-hartmann wavefront detector for wavefront error measurement of higher numerical aperture optical systems | |
| JP4534877B2 (ja) | 光学式センサ装置 | |
| KR100790706B1 (ko) | 렌즈 초점 거리 측정 장치 | |
| JP2001188030A (ja) | レンズメータ | |
| JP2012229983A (ja) | 変位センサ | |
| JP2009222485A (ja) | 光学式センサ装置およびその設置状態確認方法 | |
| JP4781705B2 (ja) | レンズメータ |