JP2005291845A - 表面欠陥検査装置 - Google Patents
表面欠陥検査装置 Download PDFInfo
- Publication number
- JP2005291845A JP2005291845A JP2004105463A JP2004105463A JP2005291845A JP 2005291845 A JP2005291845 A JP 2005291845A JP 2004105463 A JP2004105463 A JP 2004105463A JP 2004105463 A JP2004105463 A JP 2004105463A JP 2005291845 A JP2005291845 A JP 2005291845A
- Authority
- JP
- Japan
- Prior art keywords
- defect
- inspected
- light emitting
- imaging
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/9515—Objects of complex shape, e.g. examined with use of a surface follower device
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8806—Specially adapted optical and illumination features
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8806—Specially adapted optical and illumination features
- G01N2021/8829—Shadow projection or structured background, e.g. for deflectometry
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2201/00—Features of devices classified in G01N21/00
- G01N2201/06—Illumination; Optics
- G01N2201/062—LED's
- G01N2201/0626—Use of several LED's for spatial resolution
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
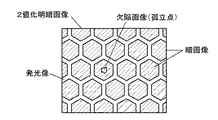
【解決手段】 レイアウトパターンを発光素子を内側に所定形状の暗面を残すように連続的に配置させたものとし、少なくとも一つの暗面に撮像カメラを被検査面から反射される各発光素子の照射光を受光するように配置し、さらに、複数の発光素子と撮像カメラとを一体として被検査面に沿って移動させる倣い装置100a,100b,100c,Mb,Mc,Mdを備える。
【選択図】 図1
Description
発光面でパターンを成す検査光を使用する検査技術として、所謂、ストライプ状、即ち、横縞模様の明暗を作り出している照射光を塗装面に照明して、照明状態にある塗装面を撮像カメラにより撮像し、得られる撮像画像を用いて表面検査を行う技術がある。
図10に示す欠陥検査システムにあっては、検査対象となる複数のバンパーがストックされたストックステーション202から、投入員204が随時、バンパー1を取り出し、バンパー1を保持して姿勢変更するロボット22に取り付ける。
同図に示すように、塗装面を所定方向(例えばR方向)に移動させていった場合に、塗装面上にある凹凸面といった欠陥の画像部分が、前記移動方向Rに直交する方向(例えば図11における紙面表裏方向)の座標を変えることなく、その方向座標(R座標)を変えながら撮像されることを利用して、欠陥の検出を行うことができる。即ち、欠陥領域は撮像画像において、明のストライプ部位では暗く、暗のストライプ部位では明るく撮像されことを利用して欠陥を識別することから、欠陥は、ストライプの明部分及び暗部分の中間階調画像として捕らえることができる。同様の検査原理を使用する技術が、特許文献1に示されている。
前記レイアウトパターンが前記発光素子を内側に所定形状の暗面を残すように連続的に配置させたものであり、少なくとも一つの前記暗面に前記撮像カメラが前記被検査面から反射される前記各発光素子の照射光を受光するように配置されるとともに、
前記複数の発光素子と前記少なくとも一つの撮像カメラとを一体として前記被検査面に沿って移動させる倣い装置を備えたことにある。
従って、この欠陥起因の像を撮像カメラで確実に撮像することができる。
この種の検査にあっては、撮像画像における画像の明るさ、さらには、その画像部位の位置等は、発光面と撮像面とに対する被検査面の位置関係に大きく影響される。その点、発光面と撮像面とを同一平面上に位置させることで、これらが一体化した撮像ユニットを容易に構築でき、この同一平面から被検査面までの距離の調節だけで、検査における光学構成を実質上特定することが可能となり、検査の信頼性をこの点からも確立できる。
前記レイアウトパターンの繰り返し方向が前記相対搬送方向であることが好ましい。
この種の表面欠陥検査にあっては、被検査面が自動的に移動する状態で検査される場合もあり、所定のレイアウトパターンの繰り返しで、順次、特定の被検査面を繰り返して撮像し、撮像情報を得ることで、信頼性の高い検査を行える。
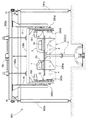
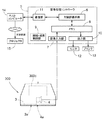
本願の表面欠陥検査装置100は、図10に対応した図1に示す検査システム200に採用されるものであり、図1は、検査システム200の全体構成を、図2、3は表面欠陥検査装置100の全体構成を、図4は表面欠陥検査装置100の撮像ユニット300の構成を、図5は撮像情報の評価系の構成を示したものである。
以下、検査システム200の構成、表面欠陥検査装置100における撮像ユニット300の倣い構成、撮像画像の処理の順に詳細に説明する。
図1に示すように、本願に係る検査システム200では、検査対象であるバンパー1の搬送ロボット2による移動経路が直線移動経路とされている。
図1において、検査対象のバンパー1は、図上、右上側から左下側へ搬送される。図示するように、検査は一対のバンパー1を一単位として行われる。従って、この搬送方向に沿って、ストックステーション202、表面欠陥検査装置100、目視検査ステーション203が設けられている。
ストックステーション202から搬送ロボット2へのバンパー1の移動が投入員204により行われ、検査員201によって目視検査が行われる点に関しては、従来通りである。
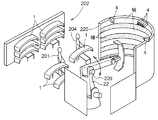
a 撮像ユニット300
図4に、撮像ユニット300の平面図(イ)、正面図(ロ)、平面視の詳細を(ハ)に示した。同図に示すように、撮像ユニット300は基本的には概略直方体形状を有したユニットフレーム300aと、このユニットフレーム300aの長手方向(図4(イ)におけるL1方向)の両端にユニットフレーム300aから上下方向に延びる揺動支持フレーム部300bを備えて構成されている。
上述の撮像ユニット300は、前記揺動支持フレーム部300bの先端に設けられている左右一対の支持軸300dでユニット300が支持されるように構成されている。この支持軸300dは、その軸心周りの回転が可能とされるとともに、表面欠陥検査装置100の装置フレーム100aに対して、その上下方向およびその前後方向で移動可能に構成されている。
図3は、前記装置フレーム100aを搬送ロボット2の侵入側(即ち側面)から見た図面である。
この装置フレーム100aに対して、その正面視の左右方向(搬送方向に沿う方向)に移動可能な走行フレーム100bと、上下方向に移動可能な上下移動フレーム100cとが備えられている。
このレーザーセンサ400からの情報は、倣い制御装置としても機能をも有するホストコンピュータ14に送られる。
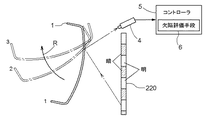
本願に係る表面欠陥検査装置1にあっては、図4、5に示すように、撮像検査の主要な系統は、上述のように、照射光を被検査面であるバンパー1の塗装面に照明する照明部3と、この照明部3で照明された被検査面を撮像する撮像カメラ4と、この撮像カメラ4からの出力信号を用いた被検査面における欠陥の存在の評価やその評価欠陥の出力を行う画像処理コントローラ5から構成される。
このホストコンピュータ14には必要に応じて画像処理コントローラ5にダウンロードされる検査対象となるバンパー1の情報や搬送装置である搬送ロボット2の動作情報が蓄積され、さらに、画像処理コントローラ5で生成された塗装面の欠陥情報も画像処理コントローラ5からホストコンピュータ14にアップロードされ、そこに蓄積される。
以上で欠陥評価手段6による塗装面の欠陥評価の手順は終了するが、この手順を通じて塗装面の検査が終わると、目視検査ステーション203において、ホストコンピュータ14を介して画像処理コントローラ5から送られてきた欠陥マップのうち、目視検査ステーション203に搬入されたバンパーのIDに一致するIDを付与されている欠陥マップを用いて、欠陥照合が行われる。
上記の実施の形態にあっては、自動車ボディ(特にバンパー)の塗装面の検査を行う例を示したが、検査対象としては任意の表面欠陥を有する被検査面を対象とできる。この種の例としては、プレス形成品の表面検査等がある。
4:撮像カメラ
5:画像処理コントローラ
6:欠陥評価手段
30:発光素子(LED素子)
31:暗面
60A:前処理部
60B:欠陥決定部
61:輝度調整部
62:2値化処理部
63:欠陥候補(孤立点)抽出部
64:欠陥候補選別部
65:画像マスク生成部
66:ラベル設定部
67:面積演算部
68:欠陥判定部
Claims (4)
- 所定のレイアウトパターンで配置された複数の発光素子と、前記発光素子の照射光によって照明された被検査面を撮像する撮像カメラと、前記撮像カメラの撮像情報を出力する出力部とを備え、前記出力部からの出力信号を評価して前記被検査面における欠陥を検知する欠陥評価部を備えた表面欠陥検査装置であって、
前記レイアウトパターンが前記発光素子を内側に所定形状の暗面を残すように連続的に配置させたものであり、少なくとも一つの前記暗面に前記撮像カメラが前記被検査面から反射される前記各発光素子の照射光を受光するように配置されるとともに、
前記複数の発光素子と前記少なくとも一つの撮像カメラとを一体として前記被検査面に沿って移動させる倣い装置を備えた表面欠陥検査装置。 - 前記複数の発光素子の発光面と、前記少なくとも一つの撮像カメラの撮像面が同一平面内に設けられ、前記同一平面である発光照射面が前記倣い装置により前記被検査面に平行に維持される1項記載の表面欠陥検査装置。
- 前記レイアウトパターンが、所定方向において繰り返される繰り返しレイアウトパターンである請求項1又は2記載の表面欠陥検査装置。
- 前記被検査面を前記複数の発光素子及び前記少なくとも一つの撮像カメラに対して相対搬送移動する搬送機構を備え、
前記レイアウトパターンの繰り返し方向が前記相対搬送方向である請求項1〜3のいずれか1項記載の表面欠陥検査装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105463A JP4318579B2 (ja) | 2004-03-31 | 2004-03-31 | 表面欠陥検査装置 |
| PCT/JP2004/015467 WO2005100960A1 (ja) | 2004-03-31 | 2004-10-20 | 表面欠陥検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105463A JP4318579B2 (ja) | 2004-03-31 | 2004-03-31 | 表面欠陥検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005291845A true JP2005291845A (ja) | 2005-10-20 |
| JP4318579B2 JP4318579B2 (ja) | 2009-08-26 |
Family
ID=35150111
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004105463A Expired - Fee Related JP4318579B2 (ja) | 2004-03-31 | 2004-03-31 | 表面欠陥検査装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4318579B2 (ja) |
| WO (1) | WO2005100960A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1843145A1 (en) | 2006-04-03 | 2007-10-10 | Chuo Electronic Measurement Co., Ltd | Illuminating method in paint defect detecting machine |
| JP2011126643A (ja) * | 2009-12-16 | 2011-06-30 | Honda Motor Co Ltd | バンパ搬送装置 |
| WO2011144964A1 (en) * | 2010-05-17 | 2011-11-24 | Ford Espana S.L. | Inspection system and method of defect detection on specular surfaces |
| JP2014037977A (ja) * | 2012-08-10 | 2014-02-27 | Keylex Corp | プレス部品用検査装置 |
| JP2014102250A (ja) * | 2012-11-16 | 2014-06-05 | Hyundai Motor Company Co Ltd | 車両用ドア検査システムおよびその検査方法 |
| CN105486248A (zh) * | 2015-11-23 | 2016-04-13 | 天津华夏联盛汽车部件有限公司 | 一种保险杠自动检验设备 |
| JP2016075554A (ja) * | 2014-10-06 | 2016-05-12 | 株式会社ディスコ | ウエーハ検査方法及びウエーハ検査装置 |
| CN109239086A (zh) * | 2018-10-22 | 2019-01-18 | 上海爱被思智能科技有限公司 | 车辆漆面及外观瑕疵检测系统 |
| JP2020003228A (ja) * | 2018-06-25 | 2020-01-09 | 株式会社キーレックス | プレス部品用検査装置及びプレス部品の検査方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2684365A1 (en) | 2007-04-16 | 2008-10-23 | Josep Maria Tornero Montserrat | System of detection of faults in surfaces by merging of images by means of light sweeping |
| JP6984747B2 (ja) * | 2018-06-05 | 2021-12-22 | 日本電気株式会社 | 変位量測定装置、変位量測定方法、およびプログラム |
| CN114486929B (zh) * | 2022-01-20 | 2024-02-02 | 深圳佳视德智能科技有限公司 | 一种汽车门饰条外观检测方法及其装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54134485A (en) * | 1978-04-10 | 1979-10-18 | Hitachi Ltd | Applying and wiping device of liquid to and from test piece |
| JP3058777B2 (ja) * | 1993-02-19 | 2000-07-04 | 関東自動車工業株式会社 | 画像信号による塗面検査方法及び装置 |
| JP2000136917A (ja) * | 1998-10-30 | 2000-05-16 | Moritex Corp | 成形品の表面観察方法及びこれに用いる照明装置 |
| JP2000321037A (ja) * | 1999-05-14 | 2000-11-24 | Nissan Motor Co Ltd | 表面欠陥定量評価方法及び装置 |
| JP3757694B2 (ja) * | 1999-08-25 | 2006-03-22 | トヨタ自動車株式会社 | 表面欠陥検査方法 |
-
2004
- 2004-03-31 JP JP2004105463A patent/JP4318579B2/ja not_active Expired - Fee Related
- 2004-10-20 WO PCT/JP2004/015467 patent/WO2005100960A1/ja not_active Ceased
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1843145A1 (en) | 2006-04-03 | 2007-10-10 | Chuo Electronic Measurement Co., Ltd | Illuminating method in paint defect detecting machine |
| JP2011126643A (ja) * | 2009-12-16 | 2011-06-30 | Honda Motor Co Ltd | バンパ搬送装置 |
| WO2011144964A1 (en) * | 2010-05-17 | 2011-11-24 | Ford Espana S.L. | Inspection system and method of defect detection on specular surfaces |
| JP2014037977A (ja) * | 2012-08-10 | 2014-02-27 | Keylex Corp | プレス部品用検査装置 |
| US10393673B2 (en) | 2012-11-16 | 2019-08-27 | Hyundai Motor Company | Door inspection system for vehicle and inspection method for the same |
| JP2014102250A (ja) * | 2012-11-16 | 2014-06-05 | Hyundai Motor Company Co Ltd | 車両用ドア検査システムおよびその検査方法 |
| JP2016075554A (ja) * | 2014-10-06 | 2016-05-12 | 株式会社ディスコ | ウエーハ検査方法及びウエーハ検査装置 |
| CN105486248A (zh) * | 2015-11-23 | 2016-04-13 | 天津华夏联盛汽车部件有限公司 | 一种保险杠自动检验设备 |
| CN105486248B (zh) * | 2015-11-23 | 2017-11-28 | 天津华夏联盛汽车部件有限公司 | 一种保险杠自动检验设备 |
| JP2020003228A (ja) * | 2018-06-25 | 2020-01-09 | 株式会社キーレックス | プレス部品用検査装置及びプレス部品の検査方法 |
| JP7254327B2 (ja) | 2018-06-25 | 2023-04-10 | 株式会社キーレックス | プレス部品用検査装置及びプレス部品の検査方法 |
| CN109239086A (zh) * | 2018-10-22 | 2019-01-18 | 上海爱被思智能科技有限公司 | 车辆漆面及外观瑕疵检测系统 |
| CN109239086B (zh) * | 2018-10-22 | 2023-11-17 | 上海易清智觉自动化科技有限公司 | 车辆漆面及外观瑕疵检测系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005100960A1 (ja) | 2005-10-27 |
| JP4318579B2 (ja) | 2009-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100742003B1 (ko) | 표면 결함 검사 방법 및 장치 | |
| CN111272763B (zh) | 用于工件检查的系统和方法 | |
| US8050486B2 (en) | System and method for identifying a feature of a workpiece | |
| EP3388781B1 (en) | System and method for detecting defects in specular or semi-specular surfaces by means of photogrammetric projection | |
| EP3060899B1 (en) | Method and device for tyre condition analysis | |
| JP6264132B2 (ja) | 車体塗装面の検査装置および検査方法 | |
| CN111220582A (zh) | 荧光渗透检查系统和方法 | |
| JP4318579B2 (ja) | 表面欠陥検査装置 | |
| CN100520376C (zh) | 表面缺陷检查方法及装置 | |
| CN109693140A (zh) | 一种智能化柔性生产线及其工作方法 | |
| JP2000193601A (ja) | 表面欠陥検査装置 | |
| JP4322230B2 (ja) | 表面欠陥検査装置及び表面欠陥検査方法 | |
| CN105572133B (zh) | 瑕疵检测方法及其装置 | |
| JP4349960B2 (ja) | 表面欠陥検査装置 | |
| JP2005214720A (ja) | 表面検査装置及び方法 | |
| JP2005315841A (ja) | 表面欠陥検査装置 | |
| JP2007316019A (ja) | 表面欠陥検査装置 | |
| JP4315899B2 (ja) | 表面検査方法及び表面検査装置 | |
| KR20260005988A (ko) | 표면 코팅을 위한 검사 장치 | |
| JP4371883B2 (ja) | 検査用照明光源ユニットとこの光源ユニットを用いた表面欠陥検査装置 | |
| KR101555580B1 (ko) | 대면적 평면 검사 장치 | |
| JP4017585B2 (ja) | 塗装面の検査装置 | |
| CN111833350A (zh) | 机器视觉检测方法与系统 | |
| JP4016381B2 (ja) | 表面欠陥検査装置 | |
| US20240310291A1 (en) | Device for automatic vehicle body damage detection |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081006 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090401 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090514 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090526 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120605 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140605 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |