JP2005291379A - 合成樹脂製曲管継手 - Google Patents
合成樹脂製曲管継手 Download PDFInfo
- Publication number
- JP2005291379A JP2005291379A JP2004107574A JP2004107574A JP2005291379A JP 2005291379 A JP2005291379 A JP 2005291379A JP 2004107574 A JP2004107574 A JP 2004107574A JP 2004107574 A JP2004107574 A JP 2004107574A JP 2005291379 A JP2005291379 A JP 2005291379A
- Authority
- JP
- Japan
- Prior art keywords
- bent
- bent pipe
- pipe joint
- synthetic resin
- central axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Landscapes
- Branch Pipes, Bends, And The Like (AREA)
Abstract
【課題】集中応力や疲労による破壊を防止し、増肉効率が良好で、応力に対する有効な増肉を行うことにより、継手全体の重量の増大を抑制することができる合成樹脂製曲管継手を提供することを目的とする。
【解決手段】曲管継手の曲り部の外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りにずれていて、内側の厚肉部から外側の薄肉部に向けて徐々に肉厚が変化していることを特徴とする。
【選択図】 図1
【解決手段】曲管継手の曲り部の外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りにずれていて、内側の厚肉部から外側の薄肉部に向けて徐々に肉厚が変化していることを特徴とする。
【選択図】 図1
Description
この発明は、射出成形法で製造される硬質塩化ビニル製90度大曲エルボ等の合成樹脂製曲管継手に関するものである。
従来、硬質塩化ビニル製の90度大曲エルボ等の合成樹脂製曲管継手を使用した内圧のかかる配管ラインにおいては、内圧が異常に高くなったり、急激な管路の閉鎖等によるウォーターハンマー等の衝撃力が作用することにより、曲管継手の曲り部の内側に集中応力によるクラックが発生し、異常内圧や衝撃力が繰り返し作用すると、このクラックが成長して破損につながる。
そこで、異常内圧や衝撃力の発生が予想される配管に使用される曲管継手においては、肉厚の厚い曲管継手を使用することで対応していることが多いが、肉厚を厚くすると継手の重量が増加するためコストアップとなる。また、重量が増加すると、継手を成形するための射出成形機として、それだけ大容量射出可能な射出成形機が必要になる。
特に、呼び径250〜300mmの大口径の曲管継手においては、少しの肉厚の増加でも全体重量が大幅に増加するため、大容量射出可能な新たな射出成形機の導入が必要になる等の問題があった。
また、大口径の曲管継手では重量が増加すると、人力による配管施工が困難となるため、施工性が悪くなる。
特に、呼び径250〜300mmの大口径の曲管継手においては、少しの肉厚の増加でも全体重量が大幅に増加するため、大容量射出可能な新たな射出成形機の導入が必要になる等の問題があった。
また、大口径の曲管継手では重量が増加すると、人力による配管施工が困難となるため、施工性が悪くなる。
一方、略直交する受口を持つエルボや三方継手(チーズ)の塩化ビニル製継手の場合、管内流体の脈動等による疲労によって双方の受口が交差するコーナー部に亀裂が生じ破損することがある。これを防止するため、「略直交する二つのテーパー受口の奥側に被接続管の挿入量を規定するストッパー段部を設け、各ストッパー段部の長さをそれぞれのストッパー段部の高さ寸法の3倍以上の長さとしたことを特徴とした合成樹脂製継手の受口構造。」が提案されている。そして、このような受口構造とすることで、ストッパー段部の強度を向上でき、ストッパー段部が交差するコーナー部に引張り力が作用しても発生する応力を低減でき、疲労破壊を未然に防止できることが知られている(例えば、特許文献1参照。)。
しかしながら、特許文献1に記載の上記合成樹脂製継手の受口構造においては、特許文献1の図1に示すように、管内面側の前記ストッパー段部1a、2aの長さ方向寸法L1、L2を大きく設定することが必要となり、流体の流通に必要とされる一定の管路径を確保するため、エルボの場合には全体の長さをそれだけ長くしなければならなくなるし、チーズの場合には、直線方向の長さおよび分岐方向の長さを長くしなければならない。
このため、合成樹脂製継手の重量が増大してしまい、特に、呼び径が250〜300mmと大口径の継手では、原材料費が増大すると共に、より大型の射出成形機を用いる必要も生じて、製造コストが増大してしまうといった問題があった。また、重量が増加すると施工性が劣るという問題もあった。
このため、合成樹脂製継手の重量が増大してしまい、特に、呼び径が250〜300mmと大口径の継手では、原材料費が増大すると共に、より大型の射出成形機を用いる必要も生じて、製造コストが増大してしまうといった問題があった。また、重量が増加すると施工性が劣るという問題もあった。
そこで、この発明は、増肉効率が良好で、応力に対する有効な増肉を行うことにより、継手全体の重量の増大を抑制することができる合成樹脂製曲管継手を提供することを目的とする。
請求項1に記載のこの発明の合成樹脂製曲管継手は、曲管継手の曲り部の外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りにずれていて、内側の厚肉部から外側の薄肉部に向けて徐々に肉厚が変化していることを特徴とする。
また、請求項2に記載のこの発明の合成樹脂製曲管継手は、請求項1記載の合成樹脂製曲管継手において、外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りに、少なくとも3.5mmずれている呼び径250〜300mmであるものである。
また、請求項2に記載のこの発明の合成樹脂製曲管継手は、請求項1記載の合成樹脂製曲管継手において、外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りに、少なくとも3.5mmずれている呼び径250〜300mmであるものである。
この請求項1記載の発明の合成樹脂製曲管継手においては、曲管継手の曲り部の外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りにずれていて、内側の厚肉部から外側の薄肉部に向けて徐々に肉厚が変化しているので、曲管継手の曲り部の内側の最も応力が集中し、疲労破壊の発生し易い部分を重点的に補強し、応力の集中がなく、疲労破壊の心配が少ない外側の部分に向けて徐々に薄肉にしており、厚肉化に伴う重量の増加を少なくして、集中応力および疲労による破壊を効率よく補強することができ、増肉効率が良好で、製造コストの増大を最小限とすることができる。
また、請求項2記載の発明の合成樹脂製曲管継手においては、呼び径が250〜300mmの大口径の合成樹脂製曲管継手においては、外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りに、少なくとも3.5mmずれているものであり、肉厚の増加割合を低くするかまたは増加させることなく、効率よく補強することができ、継手の製造コストの増大を最小限とすることができる。
また、重量の増加が小さいことから、施工性の現状維持が計れる。
また、重量の増加が小さいことから、施工性の現状維持が計れる。
次に、この発明を実施するための最良の形態を図面に示す実施例に基づいて説明する。
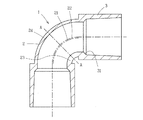
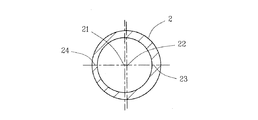
図1はこの発明の合成樹脂製曲管継手の一例を示す断面図、図2は図1のA−A線における断面図である。
図で、1は90度大曲エルボである合成樹脂製曲管継手で、硬質塩化ビニル樹脂を射出成形して製造されている。この曲管継手1は90度曲り部2の両端に接着用テーパー受口部3、3が一体に形成されている。受口部3、3は曲り部2の内径の中心軸線21に、受口部3、3の中心軸線を一致させて形成され、この受口部3、3の奥側に被接続管の挿入量を規定するストッパー段部31が形成されている。
図1はこの発明の合成樹脂製曲管継手の一例を示す断面図、図2は図1のA−A線における断面図である。
図で、1は90度大曲エルボである合成樹脂製曲管継手で、硬質塩化ビニル樹脂を射出成形して製造されている。この曲管継手1は90度曲り部2の両端に接着用テーパー受口部3、3が一体に形成されている。受口部3、3は曲り部2の内径の中心軸線21に、受口部3、3の中心軸線を一致させて形成され、この受口部3、3の奥側に被接続管の挿入量を規定するストッパー段部31が形成されている。
90度曲り部2の外径の中心軸線22は、内径の中心軸線21より曲りの内側にずれている。このように曲り部2の外径の中心軸線22が内径の中心軸線21より曲りの内側にずれていることにより、図2に示すように、曲り部2の内側の厚肉部23は外側の薄肉部24より、中心軸線のずれた寸法分だけ肉厚となり、内側の厚肉部23から外側の薄肉部24に向けて徐々に肉厚が薄くなるよう変化している。
この例において、薄肉部24は従来の曲管継手の曲り部の肉厚と同一肉厚または多少薄肉であってもよい。そして、曲り部2の内側の厚肉部23の肉厚は、集中応力および疲労による破壊を防止可能な厚さとなされていればよい。
例えば、呼び径200mm以下の曲管継手であれば、薄肉部24の肉厚を従来の曲管継手の曲り部の肉厚と同一とし、厚肉部23の肉厚を薄肉部24の肉厚の1.5倍の肉厚にすればよい。
また、呼び径が250〜300と大口径の曲管継手であれば、従来から強度的に安全率を高く設計されているので、厚肉部23の肉厚を薄肉部24の肉厚の1.3〜1.5倍の肉厚に設定し、薄肉部24の肉厚を従来の曲管継手の曲り部よりも薄くして、継手の重量が従来の継手と略同重量となるよう薄肉部24の肉厚を決めてもよい。
例えば、呼び径200mm以下の曲管継手であれば、薄肉部24の肉厚を従来の曲管継手の曲り部の肉厚と同一とし、厚肉部23の肉厚を薄肉部24の肉厚の1.5倍の肉厚にすればよい。
また、呼び径が250〜300と大口径の曲管継手であれば、従来から強度的に安全率を高く設計されているので、厚肉部23の肉厚を薄肉部24の肉厚の1.3〜1.5倍の肉厚に設定し、薄肉部24の肉厚を従来の曲管継手の曲り部よりも薄くして、継手の重量が従来の継手と略同重量となるよう薄肉部24の肉厚を決めてもよい。
このような肉厚とすると、曲り部2の内側が補強され、集中応力や繰り返し応力がかかっても発生する応力が低減され、破壊されることはない。しかも、曲り部2の内側が補強されることにより曲り部2の外側への応力の影響も低減されるので、薄肉部24の肉厚を従来の曲管継手の曲り部の肉厚より薄くすることも可能である。薄肉部24の占める面積は曲り部2の外側に位置するため、厚肉部23の占める面積よりはるかに広いので、薄肉部24の肉厚を僅か減少させることでも曲管継手1の重量を大きく減少させることができる。
従って、継手重量の増加を少なくするか増加することがなくても、集中応力や繰り返し応力に対する十分な強度補強が達成される。
従って、継手重量の増加を少なくするか増加することがなくても、集中応力や繰り返し応力に対する十分な強度補強が達成される。
尚、この発明において、曲管継手としては、90度大曲エルボからなる曲管継手に限られるものではなく、曲り部を有する曲管継手であればよく、例えば、60度大曲エルボ、45度大曲エルボ、30度大曲エルボであってもよい。また、曲管継手がエルボ継手であってもよい。
1 合成樹脂製曲管継手(90度大曲エルボ)
2 曲り部
21 曲り部2の内径の中心軸線
22 曲り部2の外径の中心軸線
23 曲り部2の内側の厚肉部
24 曲り部2の外側の薄肉部
3 接着用テーパー受口部
31 ストッパー段部
2 曲り部
21 曲り部2の内径の中心軸線
22 曲り部2の外径の中心軸線
23 曲り部2の内側の厚肉部
24 曲り部2の外側の薄肉部
3 接着用テーパー受口部
31 ストッパー段部
Claims (2)
- 曲管継手の曲り部の外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りにずれていて、内側の厚肉部から外側の薄肉部に向けて徐々に肉厚が変化していることを特徴とする合成樹脂製曲管継手。
- 外径の中心軸線が、内径の中心軸線に対して曲管の曲り部の内側寄りに、少なくとも3.5mmずれている呼び径250〜300mmである請求項1記載の合成樹脂製曲管継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107574A JP2005291379A (ja) | 2004-03-31 | 2004-03-31 | 合成樹脂製曲管継手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107574A JP2005291379A (ja) | 2004-03-31 | 2004-03-31 | 合成樹脂製曲管継手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005291379A true JP2005291379A (ja) | 2005-10-20 |
Family
ID=35324534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004107574A Withdrawn JP2005291379A (ja) | 2004-03-31 | 2004-03-31 | 合成樹脂製曲管継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005291379A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007198534A (ja) * | 2006-01-27 | 2007-08-09 | Sekisui Chem Co Ltd | 管継手 |
| JP2009241645A (ja) * | 2008-03-28 | 2009-10-22 | Panasonic Electric Works Co Ltd | 非接触式給電システム |
| JP2020029882A (ja) * | 2018-08-21 | 2020-02-27 | 積水化学工業株式会社 | 曲がり管構造及び管継手 |
| JP2022064978A (ja) * | 2018-05-28 | 2022-04-26 | 株式会社オンダ製作所 | 樹脂製継手 |
| JP2023126826A (ja) * | 2017-07-27 | 2023-09-12 | 株式会社オンダ製作所 | 樹脂製エルボ継手 |
| JP2024041170A (ja) * | 2022-09-14 | 2024-03-27 | クラレプラスチックス株式会社 | 空調配管用エルボ |
-
2004
- 2004-03-31 JP JP2004107574A patent/JP2005291379A/ja not_active Withdrawn
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007198534A (ja) * | 2006-01-27 | 2007-08-09 | Sekisui Chem Co Ltd | 管継手 |
| JP2009241645A (ja) * | 2008-03-28 | 2009-10-22 | Panasonic Electric Works Co Ltd | 非接触式給電システム |
| JP2023126826A (ja) * | 2017-07-27 | 2023-09-12 | 株式会社オンダ製作所 | 樹脂製エルボ継手 |
| JP7536228B2 (ja) | 2017-07-27 | 2024-08-20 | 株式会社オンダ製作所 | 樹脂製エルボ継手 |
| JP2022064978A (ja) * | 2018-05-28 | 2022-04-26 | 株式会社オンダ製作所 | 樹脂製継手 |
| JP7303991B2 (ja) | 2018-05-28 | 2023-07-06 | 株式会社オンダ製作所 | 樹脂製継手 |
| JP2023126827A (ja) * | 2018-05-28 | 2023-09-12 | 株式会社オンダ製作所 | 樹脂製継手 |
| JP7536229B2 (ja) | 2018-05-28 | 2024-08-20 | 株式会社オンダ製作所 | 樹脂製継手 |
| JP2024144693A (ja) * | 2018-05-28 | 2024-10-11 | 株式会社オンダ製作所 | 樹脂製継手 |
| JP7677517B2 (ja) | 2018-05-28 | 2025-05-15 | 株式会社オンダ製作所 | 樹脂製継手 |
| JP2020029882A (ja) * | 2018-08-21 | 2020-02-27 | 積水化学工業株式会社 | 曲がり管構造及び管継手 |
| JP2024041170A (ja) * | 2022-09-14 | 2024-03-27 | クラレプラスチックス株式会社 | 空調配管用エルボ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5758640B2 (ja) | チューブ継手 | |
| US7857357B2 (en) | Reinforced pipe fitting with eccentric flow path | |
| CN109424807B (zh) | 榫槽连接接合器 | |
| JP2005291379A (ja) | 合成樹脂製曲管継手 | |
| KR101452357B1 (ko) | 관이음 장치 | |
| EP3489561A1 (en) | Plastic valve capable of preventing distortion | |
| AU2020223900A1 (en) | Fitting for connecting pipes, in particular flexible pipes | |
| CZ2003312A3 (en) | Improved casing joints | |
| JP4516339B2 (ja) | 合成樹脂製合流部構造及び該合成樹脂製合流部構造を用いた合成樹脂製継手 | |
| JPH11287378A (ja) | 分岐管 | |
| JPH10148281A (ja) | 鋼管ネジ継手 | |
| JP2012237351A (ja) | 合成樹脂製管継手 | |
| JP2006189080A (ja) | 分岐管継手 | |
| JP2003156186A (ja) | 圧力管路 | |
| JP6372038B2 (ja) | 管継手 | |
| JP3830482B2 (ja) | Frpm管の曲管接合構造 | |
| UA128748C2 (uk) | Нарізне з'єднання, яке містить проміжний заплечик | |
| JP4288082B2 (ja) | 管継手 | |
| EP3754241B1 (en) | Central insertion connector | |
| CN116964365B (zh) | 管接头 | |
| JP2007198534A (ja) | 管継手 | |
| JP4667992B2 (ja) | 継手体 | |
| JP4861053B2 (ja) | 継手体の接続方法 | |
| JP2021085428A (ja) | ホース接続構造 | |
| JP4659558B2 (ja) | 曲がり管及びこれを用いた管分岐構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061117 |
|
| A977 | Report on retrieval |
Effective date: 20091015 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091111 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20091225 |