JP2005290466A - 転炉排ガス処理装置のスカート - Google Patents
転炉排ガス処理装置のスカート Download PDFInfo
- Publication number
- JP2005290466A JP2005290466A JP2004106383A JP2004106383A JP2005290466A JP 2005290466 A JP2005290466 A JP 2005290466A JP 2004106383 A JP2004106383 A JP 2004106383A JP 2004106383 A JP2004106383 A JP 2004106383A JP 2005290466 A JP2005290466 A JP 2005290466A
- Authority
- JP
- Japan
- Prior art keywords
- skirt
- pipe
- water supply
- water
- converter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Carbon Steel Or Casting Steel Manufacturing (AREA)
Abstract
【課題】転炉の炉口金物上面に付着した溶銑等の付着物との擦れによって水管が摩耗しても、180°旋回させることによってもう一度使用することができ、結果としてスカートの寿命を延ばすことができる。
【解決手段】転炉排ガス処理装置のダクト最下部部分を構成し、昇降自在に取り付けられ、転炉の炉口の上方に垂直に設置される、多数本の水管9が円筒形状に配されたものからなるスカート本体6と、スカート本体6に設けられた、水管9に対して冷却水を給排水する給排水管とを備えたスカートにおいて、スカート本体6は、溶銑装入側と出鋼側とで対称に構成され、前記給排水管は、スカート本体6の前記転炉傾動軸方向の両側に設けられ、スカートをその中心軸線を中心として180°旋回させたときに、一方の給排水管12A、12Bの位置と同一位置に他方の給排水管12B、12Bが位置する。
【選択図】図1
【解決手段】転炉排ガス処理装置のダクト最下部部分を構成し、昇降自在に取り付けられ、転炉の炉口の上方に垂直に設置される、多数本の水管9が円筒形状に配されたものからなるスカート本体6と、スカート本体6に設けられた、水管9に対して冷却水を給排水する給排水管とを備えたスカートにおいて、スカート本体6は、溶銑装入側と出鋼側とで対称に構成され、前記給排水管は、スカート本体6の前記転炉傾動軸方向の両側に設けられ、スカートをその中心軸線を中心として180°旋回させたときに、一方の給排水管12A、12Bの位置と同一位置に他方の給排水管12B、12Bが位置する。
【選択図】図1
Description
この発明は、転炉排ガス処理装置のスカート、特に、転炉の炉口金物上面に付着した溶銑等の付着物との擦れによって水管が摩耗しても、180°旋回させることによってもう一度使用することができ、結果としてスカートの寿命を延ばすことができる、転炉排ガス処理装置のスカートに関するものである。
転炉の操業に当たっては、ランスから酸素ガスを炉内の溶銑に吹き込んで鋼に精錬する吹錬が行われる。この吹錬時に発生する転炉排ガスは、転炉排ガス処理設備に送られ、転炉排ガスを燃料として再利用するために除塵等の処理が施される。
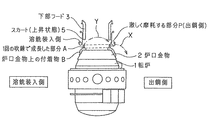
転炉排ガス処理装置は、COを主成分とする有害な転炉ガスを外部に漏洩させることなく捕集するために、図5および図7に示すように、吹錬時に転炉1の炉口金物2の直上に、炉口を覆うように設置され、除塵機等に連通する水冷構造の下部フード3と、下部フード3にシリンダ4により昇降自在に取り付けられるスカート5とを備えている。スカート5は、水管(ボイラー式スカートにおいては蒸発管)によって冷却される構造になっている。
従来のスカート5の構造を、図面を参照しながら説明する。
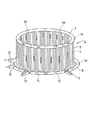
図8は、従来のスカートを示す概略斜視図、図9は、スカートの水管を示す部分斜視図、図10は、水管内の冷却水の流れを示す図である。
図8から図10において、6は、スカート本体であり、環状の上部管7と、上部管7の下方部にこれと平行に配された環状の下部管8と、上部管7と下部管8との間に管全周に亘って接続された多数本の水管9とを備えている。水管9は、図9に示すように、メンブレン10によって互いに連結されている。11は、下部管8に設けられた給水口、12は、下部管8に設けられた排水口、13は、下部管8に設けられた、スカート5を昇降させるシリンダ4を取付けるためのブラケットである。
上部管7の内部は、複数枚の上部仕切板14によって等間隔に仕切られ、下部管8の内部は、複数枚の下部仕切板15によって等間隔に仕切られている。上部仕切板14と下部仕切板15とはずれた構造になっている。従って、給水口11から下部管8内に流入した冷却水は、図10に示すように、複数本の水管9からなる水管群9Aを通って上部管7に流入した後、水管群9Bを通って下部管8に流入し、そして、水管群9Cを通って再度、上部管7に流入することを繰り返して全ての水管9を通り、最終的に排水口12から排水される。このようにしてスカート5が水冷される。
また、下部管8から上昇する水管群9Aの水管9の本数と上部管7から下降する水管群9Bの水管9の本数との比は、抜熱が一定になるように決められている。図10では、各水管群の水管の本数は、同じになっているが、実際には、同じ本数であれば水管群9Aの流速が水管群9Bより流速が大となるため、水管群9Aの本数を水管群9Bより多くして抜熱が一定になるように構成されている。
なお、スカート5の裏面側には、防熱板16が設置され、転炉1の炉口から噴出する火炎からスカート5の裏面側にある付帯設備を保護している。
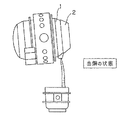
ところで、炉口金物2の上面には、吹錬に伴って生じるスロッピング等によって飛散する溶銑が付着する。この付着物は、吹錬を繰り返す毎に成長する。ある程度まで付着物が成長すると、図6に示す出鋼の際の転炉傾動時にスカート5の下部が付着物に擦り付けられ、この結果、水管9の下部が早期に摩耗し、減肉して、水管9の破損に至る。水管9が破損すると、冷却水が噴出してスカート5の使用が不可となる。
上述した問題の解決法として、以下の手段が知られている。
(1)炉口金物2と上昇退避位置でのスカート5とは、設計上、700mm程度の隙間が持たせてあり、この範囲内であれば、付着物が成長しても転炉傾動時にスカートを擦り付けることはないので、可能な限りこの間隔を大きくする。以下、この方法を従来技術1という。
(2)炉口金物2に設計隙間以上に付着物が付着した時点で、天井クレーンで吊ったスクラップシュートによって付着物に衝撃を加えて、付着物を除去する。以下、この方法を従来技術2という。
(3)特許文献1に開示されているように、炉口金物2を支軸によって支持し、通常は炉口金物2を係止具で止めておき、炉口金物2に付着物が付着した時点で転炉を上下さかさまにし、この後、前記係止具を外して炉口金物2を下方に振れさせて炉口金物2を頑丈な物体に衝突させ、これによって、付着物を衝撃によって除去する。以下、この方法を従来技術3という。
(4)特許文献2に開示されているように、炉口金物2とスカート5との隙間に複数本のガス噴射ノズルを配置し、吹錬中にはガス噴射ノズルから炉口金物2に向けて窒素ガスを吹き付けて付着物の付着を抑制し、吹錬しないときには酸素ガスを吹き付けて付着物を溶解し、除去する。以下、この方法を従来技術4という。
しかしながら、上述した従来技術は、以下のような問題がある。
従来技術(1)は、設計隙間をさらに増加させることは多少ならば可能であるが、1回の吹錬でバリ状に高さが最大300mm程度に付着物が成長することもあるので、従来技術(2)に従って行う付着物除去作業の時間間隔を僅かに長くする程度の効果しか得られない。この成長した付着物を図5中、Aで示す。
従来技術(2)は、現在、実操業で行われている方法であるが、衝撃によって炉口部の耐火物が脱落し、炉内部の熱が直接、転炉の鉄皮に作用して鉄皮の変形や溶損の原因になる。しかも、衝撃によって地金付着防止板が変形し、これにより付着物の根が張りやすくなり、付着物の除去がさらにしにくくなって、転炉の稼働率の低下や生産能率の低下の原因となる。しかも、この方法によって付着物を定期的に除去しても、完全に取りきれるものではなく、炉口金物や地金付着防止板の裏面まで回り込み根を張った付着物は次第に成長する。炉口金物に付着した付着物を、図5中、Bで示す。そして、スカート5の上昇退避高さ近くまで成長した後は、1回の吹錬で最大300mm程度成長した付着物Aが吹錬直後の転炉傾動時に上昇退避高さ位置のスカート5に当たってこそぎ落とされる。その際に、スカート5の下端部は摩耗する。これを繰り返す内に水管9の肉厚は次第に薄くなる。
従来技術(3)は、付着物の付着量と性状を無視した机上論であり、転炉を上下さかさまにしても多量の付着物によって固着された炉口金物が下方に振れることはなく、例え、振れたとしても炉口金物の裏面まで巻き付くように付着している付着物は、炉口金物を頑丈な物体にぶつけたぐらいでは剥離しない。
従来技術(4)も付着物の付着量と性状を無視したものである。300t転炉を例に採ると、吹錬時には、1450℃で130万m3/hrもの大量の発生ガスにスラグや溶銑が吹き上げられて、その一部が炉口金物に付着する。これを防止するために、窒素ガスを吹き付ける原理は理解できるが、極めて大量の窒素ガスを必要とするので、非現実的である。また、付着物は、スラグと溶銑と溶鋼とが混在したものであるので、一旦、付着すると、酸素を吹き付けても簡単には溶解し、除去できるものではない。
従って、この発明の目的は、1回当たりの使用寿命は変わらないが、廃棄までに事実上2回の使用が可能で、結果的に延命を図ることができる、転炉排ガス処理装置のスカートを提供することにある。
本願発明者等は、上述の目的を達成すべく鋭意検討を重ねた結果、以下のような知見を得た。
図5において、炉口金物2に付着し、成長した付着物Aは、図6に示す出鋼に至る過程で、図5中、一点鎖線で示す軌跡を描いて移動する。図5中、Xは、出鋼側の付着物の軌跡を示し、Yは、溶銑装入側の付着物の軌跡を示す。これらの軌跡から明らかなように、付着物Aは、出鋼側のスカート5のみに当たるので、出鋼側のみが摩耗し、反対側の溶銑装入側はほとんど摩耗しない。摩耗が激しい部分を、図5中、Pで示す。
このことから、炉口金物2上の付着物A、Bを無くすことは現実的には不可能であるため、転炉傾動時の付着物A、Bによる摩耗を前提にして、スカート5の延命を図るには、スカート5の構造を、溶銑装入側と出鋼側とが対称になるように製作し、出鋼側の水管9の肉厚が使用限界まで摩耗したら、スカート5をその中心軸船を中心として180°旋回させて溶銑装入側と出鋼側とを入れ替える。これによって、スカート1回当たりの使用寿命を延ばすことはできないものの、廃却までに事実上、2回使用できることになり、結果としてスカート5の延命を図ることができる。
この発明は、上述した知見に基づきなされたものであって、下記を特徴とするものである。
請求項1記載の発明は、転炉排ガス処理装置のダクト最下部部分を構成し、昇降自在に取り付けられ、転炉の炉口の直上に設置される、水管が円筒形状に配されたものからなるスカート本体と、前記スカート本体に設けられた、前記水管に対して冷却水を給排水する給排水管とを備えたスカートにおいて、前記スカート本体は、溶銑装入側と出鋼側とで対称に構成され、前記給排水管は、前記スカート本体の前記転炉傾動軸方向の両側に設けられ、スカートをその中心軸線を中心として180°旋回させたときに、一方の給排水管の位置と同一位置に他方の給排水管が位置することに特徴を有するものである。
請求項2記載の発明は、請求項1記載の発明において、一方の給排水管の使用中、他方の給排水管を接続する連通管を備えていることに特徴を有するものである。
請求項3記載の発明は、請求項1または2記載の発明において、スカート本体は、複数枚の上部仕切板によって等間隔に仕切られた環状上部管と、複数枚の下部仕切板によって等間隔に仕切られた、昇降用シリンダ用ブラケットが設けられた環状下部管とを備え、前記給排水管は、下部管の両側に設けられ、前記水管は、前記上部管と前記下部管との間に管全周に亘って接続され、前記上部仕切板と前記下部仕切板とはその位置が互いにずれていることに特徴を有するものである。
この発明によれば、出鋼側の水管の肉厚が使用限界まで摩耗したら、スカートをその中心軸船を中心として180°旋回させて溶銑装入側と出鋼側とを入れ替え、スカート1回当たりの使用寿命を延ばすことはできないものの、廃却までに事実上、2回使用できることになり、結果としてスカートの延命を図ることができる。
次に、この発明の、転炉排ガス処理装置のスカートの一実施態様を、図面を参照しながら説明する。
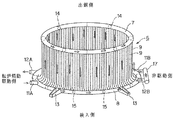
図1は、この発明のスカートを示す概略斜視図である。
図1に示すように、この発明のスカートは、図7に示す従来のスカートと同様に、スカート本体6と給排水管とを備えているが、給排水管は、一方(転炉傾動駆動側)の給排水管11A、12Aと他方(非駆動側)の給排水管11B、12Bとからなり、これら両方の給排水管は、後述する下部管8の両側に、溶銑装入側と出鋼側とで対称に設けられている。
スカート本体6は、複数枚の上部仕切板14によって等間隔に仕切られた環状上部管7と、複数枚の下部仕切板15によって等間隔に仕切られた環状下部管8と、上部管7と下部管8との間に管全周に亘って接続された多数本の水管9とを備えている。環状下部管8には、昇降用シリンダ用ブラケット13が左右対称、すなわち、溶銑装入側と出鋼側とで対称に設けられている。上部仕切板14と下部仕切板15とはずれている。
このように、この発明のスカート5は、溶銑装入側と出鋼側とで対称に構成されているので、スカートをその中心軸線を中心として180°旋回させたときに、溶銑装入側の給排水管11A、12Aの位置と同一位置に出鋼側の給排水管11B、12Bが位置する。溶銑装入側の給排水管11A、12Aの使用中、出鋼側の給排水管11B、12Bは、連通管17によって接続され、出鋼側の給排水管11B、12Bの使用中、溶銑装入側の給排水管11A、12Aは、冷却水を全水管に通すために、連通管17によって接続される。
この発明のスカートは、上述のように構成されているので、出鋼側の水管の肉厚測定を行い、水管内部圧力から決まる最小肉厚に若干の余裕を加えた程度、すなわち、管理限界肉厚まで減肉した時点で、炉の補修を利用してスカート5の向きをその中心軸線を中心として180°旋回させる。なお、スカート旋回前には、出鋼側の給排水管11B、12Bは、連通管17によって接続する。スカートの向きを180°旋回させても、給排水管11A、12A、11B、12Bおよびシリンダ取付け用ブラケット13は、溶銑装入側と出鋼側とで対称に配置されているので、昇降用シリンダ4のブラケット13への再取付けおよび出鋼側の給排水管11B、12Bの冷却水供給口(図示せず)への再取付けは、問題なく行える。スカート旋回後は、出鋼側に移った溶銑装入側の給排水管11A、12Aは、連通管17によって接続する。そして、新たに出鋼側になった水管が減肉し、管理限界肉厚まで減肉した時点でこのスカートを廃棄する。
このように、この発明のスカートによれば、スカート1回当たりの使用寿命を延ばすことはできないものの、廃却までに事実上、2回使用できることになり、結果としてスカート5の延命を図ることができる。
この他、防熱板16等のスカート5の付帯設備を溶銑装入側と出鋼側とで対称に構成すればさらに好ましい。
図2に、出鋼側の水管の実際の肉厚の減肉状態を示し、図3に、スカートを180°旋回させて使用したときの、溶銑装入側の水管の実際の肉厚の減肉状態を示す。図4に、2回目の使用で管理限界肉厚まで減肉した水管の実際の減肉状態を示す。図4に示すように、この発明によれば、スカートの寿命を2倍に延ばすことが可能となる。
1:転炉
2:炉口金物
3:下部フード
4:シリンダ
5:スカート
6:スカート本体
7:上部管
8:下部管
9:水管
10:メンブレン
11:給水口
12:排水口
13:ブラケット
14:上部仕切板
15:下部仕切板
16:防熱板
17:連通管
2:炉口金物
3:下部フード
4:シリンダ
5:スカート
6:スカート本体
7:上部管
8:下部管
9:水管
10:メンブレン
11:給水口
12:排水口
13:ブラケット
14:上部仕切板
15:下部仕切板
16:防熱板
17:連通管
Claims (3)
- 転炉排ガス処理装置のダクト最下部部分を構成し、昇降自在に取り付けられ、転炉の炉口の直上に設置される、多数本の水管が円筒形状に配されたものからなるスカート本体と、前記スカート本体に設けられた、前記水管に対して冷却水を給排水する給排水管とを備えたスカートにおいて、
前記スカート本体は、溶銑装入側と出鋼側とで対称に構成され、前記給排水管は、前記スカート本体の前記転炉傾動軸方向の両側に設けられ、スカートをその中心軸線を中心として180°旋回させたときに、一方の給排水管の位置と同一位置に他方の給排水管が位置することを特徴とする、転炉排ガス処理装置のスカート。 - 前記一方の給排水管の使用中、前記他方の給排水管を接続する連通管を備えていることを特徴とする、請求項1記載の、転炉排ガス処理装置のスカート。
- 前記スカート本体は、複数枚の上部仕切板によって等間隔に仕切られた環状上部管と、複数枚の下部仕切板によって等間隔に仕切られた、昇降用シリンダ用ブラケットが設けられた環状下部管とを備え、前記給排水管は、前記下部管の両側に設けられ、前記水管は、前記上部管と前記下部管との間に管全周に亘って接続され、前記上部仕切板と前記下部仕切板とはその位置が互いにずれていることを特徴とする、請求項1または2記載の、転炉排ガス処理装置のスカート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106383A JP2005290466A (ja) | 2004-03-31 | 2004-03-31 | 転炉排ガス処理装置のスカート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106383A JP2005290466A (ja) | 2004-03-31 | 2004-03-31 | 転炉排ガス処理装置のスカート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005290466A true JP2005290466A (ja) | 2005-10-20 |
Family
ID=35323733
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004106383A Pending JP2005290466A (ja) | 2004-03-31 | 2004-03-31 | 転炉排ガス処理装置のスカート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005290466A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012246563A (ja) * | 2011-05-31 | 2012-12-13 | Jp Steel Plantech Co | 転炉排ガス処理装置のスカート |
| KR20190044931A (ko) * | 2017-10-23 | 2019-05-02 | 주식회사 포스코 | 전로의 2단형 스커트설비 |
| JP2022063467A (ja) * | 2020-10-12 | 2022-04-22 | 大同特殊鋼株式会社 | 揺動ダクト及びその製造方法 |
| CN114635009A (zh) * | 2022-03-09 | 2022-06-17 | 江苏沙钢集团有限公司 | 一种炉裙挡渣板结构和使用方法 |
-
2004
- 2004-03-31 JP JP2004106383A patent/JP2005290466A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012246563A (ja) * | 2011-05-31 | 2012-12-13 | Jp Steel Plantech Co | 転炉排ガス処理装置のスカート |
| KR20190044931A (ko) * | 2017-10-23 | 2019-05-02 | 주식회사 포스코 | 전로의 2단형 스커트설비 |
| KR102043784B1 (ko) * | 2017-10-23 | 2019-12-02 | 주식회사 포스코 | 전로의 2단형 스커트설비 |
| JP2022063467A (ja) * | 2020-10-12 | 2022-04-22 | 大同特殊鋼株式会社 | 揺動ダクト及びその製造方法 |
| JP7492430B2 (ja) | 2020-10-12 | 2024-05-29 | 大同特殊鋼株式会社 | 揺動ダクト及びその製造方法 |
| CN114635009A (zh) * | 2022-03-09 | 2022-06-17 | 江苏沙钢集团有限公司 | 一种炉裙挡渣板结构和使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| SU1739861A3 (ru) | Водоохлаждаема панель в виде закрытого короба с водонепроницаемыми стенками дл плавильных печей и способ охлаждени в плавильных печах панели в виде короба | |
| JP2005290466A (ja) | 転炉排ガス処理装置のスカート | |
| WO1998015664A1 (en) | Molten steel smelting apparatus for producing ultra-low carbon steel and a smelting method using this apparatus | |
| CN112941265B (zh) | 一种用于转炉炼钢的溅渣护炉及化炉口氧枪 | |
| JP6011223B2 (ja) | 転炉のスカートシール装置及びこのスカートシール装置を用いた排ガス処理方法 | |
| JP2009174029A (ja) | 転炉操業方法 | |
| CN111321277A (zh) | 真空精炼炉的氧枪保护装置 | |
| JP2009149956A (ja) | 転炉による溶鋼の製造方法 | |
| JP3358483B2 (ja) | 炉蓋冷却装置 | |
| JP7280479B2 (ja) | アーク式電気炉、アーク式電気炉における排滓方法及び溶融金属の製造方法 | |
| JP2011202236A (ja) | 転炉の上吹きランス及び転炉の操業方法 | |
| JP7280480B2 (ja) | アーク式電気炉、アーク式電気炉における排滓方法及び溶融金属の製造方法 | |
| RU2084540C1 (ru) | Охлаждаемая фурма для продувки жидкого расплава | |
| JP5412756B2 (ja) | 転炉操業方法 | |
| JP2007262525A (ja) | 転炉排ガス処理設備のダスト除去方法および装置 | |
| JP5181489B2 (ja) | 真空脱ガス設備の真空槽構造及び補修方法 | |
| JP2004204317A (ja) | 高炉の水冷炉壁構造 | |
| RU2006139089A (ru) | Способ и установка для производства стали | |
| JP3867463B2 (ja) | 転炉地金除去用ノズル | |
| CN217303594U (zh) | 一种精炼炉水冷炉盖 | |
| JPH11140525A (ja) | 炉口及び炉内側壁地金の付着を抑制する転炉吹錬方法及び転炉用ランス装置 | |
| JP3748455B2 (ja) | 転炉の上吹き酸素ランス | |
| SU952979A1 (ru) | Способ поддержани фурм в рабочем состо нии | |
| JP3749582B2 (ja) | 真空脱炭精錬炉 | |
| JP5488025B2 (ja) | 転炉炉口付着地金の溶解方法 |