JP2005287976A - 手袋型清掃具 - Google Patents
手袋型清掃具 Download PDFInfo
- Publication number
- JP2005287976A JP2005287976A JP2004110591A JP2004110591A JP2005287976A JP 2005287976 A JP2005287976 A JP 2005287976A JP 2004110591 A JP2004110591 A JP 2004110591A JP 2004110591 A JP2004110591 A JP 2004110591A JP 2005287976 A JP2005287976 A JP 2005287976A
- Authority
- JP
- Japan
- Prior art keywords
- glove
- cleaning tool
- multifilament
- knitting
- type cleaning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Gloves (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Knitting Of Fabric (AREA)
- Multicomponent Fibers (AREA)
Abstract
【解決手段】極細繊維マルチフィラメントからなる手袋型清掃具であって、当該マルチフィラメントを80重量%以上含み、ループが連続してなるように編成した編物からなり、当該マルチフィラメントの単糸繊度は0.02〜0.9dtexで、当該マルチフィラメントは熱収縮率の異なる2種以上のポリマーからなる分割型複合繊維を分割せしめたものである手袋型清掃具。
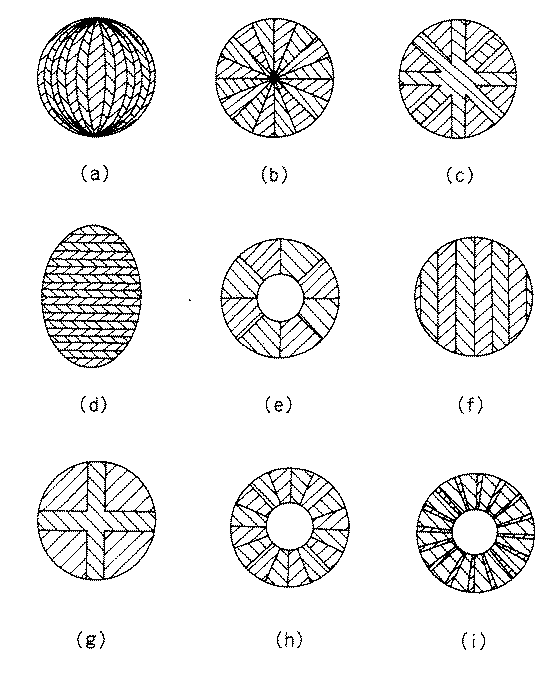
【選択図】図1
Description
また極細繊維マルチフィラメントからなる手袋として、芯糸のまわりに極細繊維を配したエア加工糸を編み立てたワイピング用装着物が提案されている。そして、この極細繊維として、ポリエステルとポリアミドからなる複合繊維を用いることが例示されている。
このマルチフィラメントの横断面形状は、放射状部と、この放射状部を補完する補完部とからなり、放射状部が内層に入り込み、補完部が表面層にでるような二層構造であるものがさらに好ましい。なかでも、放射状部はポリアミドなどの熱収縮率が高いポリマーであり、補完部はポリエステルなどの放射状部より熱収縮率が低いポリマーであるのがよい。そして、放射状部のポリアミドが内層に入り込み、前記補完部からなるポリエステルが交絡のないループを形成してなる二層構造糸からなるものが好ましい。
また、本発明は、熱収縮率の異なる2種以上のポリマーからなる分割型複合繊維の仮撚加工糸を編み立てて手袋形状となし、湯洗いし、得られた編物の編み始めの開始端部と編み終わりの終了端部を固定化する手袋型清掃具の製造方法でもある。
また、本発明は、放射状部がポリアミド、放射状部を補完してなる補完部がポリエステルからなる横断面形状である複合繊維マルチフィラメントの仮撚加工糸を手袋編み機を用いて編み立て、5〜20%のアルカリ減量をした後、湯洗いし、得られた編物の編み始め端と編み終わり端を加熱溶融して、樹脂化する手袋型清掃具の製造方法でもある。
本発明は、極細繊維マルチフィラメントからなる手袋型清掃具である。この清掃具は、ループが連続してなるように編成せしめた編物からなる。この「ループが連続してなるように編成せしめた」とは、たとえば、手袋編み機で手袋を編成したものそのものであり、手袋全体が連続したループで形成されており、途中で編物の端面が存在するなどループが切断されるところがないものをいう。このように、途中に編物の端面が存在せず、連続したループであると、縫製した際の糸屑などが、途中にある編物の端面から発塵することもなく、使用の際の発塵を抑制することができる。さらに、この手袋は、編物の編み始めの開始端部(編み始めの糸の端面の部分)および編み終わりの終了端部(編み終わりの糸の端面の部分)を加熱溶融して融着せしめるなど樹脂化して固定化せしめたものであれば、使用の際の自己発塵をさらに抑制することができ、クリーンルーム内でより好適に用いることができる。
このような点から、上記マルチフィラメントの単糸繊度は0.02〜0.9dtex、総繊度は40〜500dtex、編物の編目密度はウエールが15〜40本/2.5cm、コースが20〜40本/2.5cmが好適である。また、編物の見かけ密度は、200,000〜400,000g/m3であることが好ましい。
そして、これらの素材を用いて0.3〜1.0mmの厚みとするのが好適である。この厚みは、1.0mmを超えると、素手感覚が得られにくくなる。また、0.3mm未満であると、手自身の汚れが清掃対象物に付着するおそれがある。
また、これらの編物伸度(JISL1096の低荷重伸度)は、快適な装着性の点から、10%以上であることが好適である。
なお、上記極細繊維マルチフィラメントの総繊度は、40〜500dtex程度であるのが、好適である。
なかでも、図1(b)のものおよび同図(c)および(g)に示す放射状部と放射状部を補完する補完部からなる分割型複合繊維に由来する極細繊維マルチフィラメントは、シャープなエッジを有するため、清掃効果が高く、好適である。
まず、図1の(e)、(h)のものおよび同図(i)に示す、2成分が環状に交互に並んでおり中空部を有している分割型複合繊維に由来する極細繊維マルチフィラメントで、この2成分がポリアミドとポリエステルであるものは、ポリアミドが内層に沈み、ポリエステルが表層に露出しやすく、それぞれのポリマーの収縮率の差による空隙を備えるため、塵を補足しやすく、清掃効果が高くなり、好適である。
さらに、同図(c)および(g)に示す放射状部と、放射状部を補完する補完部とからなる分割型複合繊維に由来する極細繊維マルチフィラメントで、放射状部がポリアミド、補完部がポリエステルであるものは、補完部が内層に沈み、放射状部が表層に露出しやすく、それぞれのポリマーの収縮率の差による空隙を十分に備えるため、塵を補足しやすく、清掃効果が高くなり、最適である。
このように、ポリエステルとポリアミドのような熱収縮率の異なる成分を組み合わせて、同図(c)、(e)、(g)、(h)、(i)のような繊維横断面形状を備え、分割せしめた後に、一方の成分の内層が沈み、他の一方の成分が表面に露出するような二層構造糸であり、かつ、分割により空隙を充分備えるように組み合わせたものが、特に好ましい。
このようなたるみをもたせるための上記マルチフィラメントの分割の方法として、たとえば、膨潤剤による分割、仮撚による分割、部分的溶解による分割が考えられるが、拭き取り性および装着性のすぐれたものを容易に得ることができるため、仮撚による分割割繊がより好ましい。
(数1)
捲縮復元率=[(l1−l2)/l1]×100(%)
まず、上記したような2種以上の熱収縮率の異なるポリマーを複合した分割型複合繊維マルチフィラメントを準備する。
そして、この分割型複合繊維マルチフィラメントを分割せしめる。この分割の方法は上記したような方法が考えられる。好適な分割方法として、膨潤剤による分割、仮撚による分割、部分的溶解による分割があげられる。なかでも、上述したように拭き取り性および装着性のよい清掃具を容易に得る点から、仮撚による分割割繊が最適である。
すなわち、仮撚による分割割繊では、スピンドル式、ベルト式、ディスク式などの仮撚機により、仮撚加工を施し、割繊し、分割する。この仮撚加工の際は、通常より低めの温度、低めの速度で仮撚りを施すことにより、糸表面により適度なたるみをもたらすことができる。この適度なたるみにより拭き取り性が向上し、素手の感覚に近い快適な装着感をの清掃具を容易に得ることができる。そして、上述した好適な仮撚加工糸となるように他の条件も適宜設定することが好ましい。
なお、溶解による分割の場合は、編物を編み立てた後、アルカリ処理液等により、部分的に溶解することになる。
また、膨潤剤による分割の場合は、編物を編み立てた後、ベンジルアルコールなどの膨潤剤により膨潤させることになる。
また、アルカリ減量する場合、さほど減量しないようにすることが好ましく、減量率は5〜20%程度にとどめるのがよい。減量率が大きすぎると適度な密度を持たせることが難しくなり、得られた清掃具は、張り、腰もなくなりがちで、拭き取り性に劣る場合がある。
そして、精練またはアルカリ減量の後、洗浄のために、40〜80℃で、20〜40分程度、湯洗いすることが好適である。
(1)厚み
ダイアルシックネスゲージにより厚みを測定した。
(2)拭き取り性
まず、ガラス板を用意し、その表面にワセリンを一定量塗布したのち、試料である編物でそのガラス面を一定回数、拭き取り、ワセリンの除去の程度を肉眼により評価し、評価のよいものから順に、◎、○、△、×とした。
(3)被清掃物の傷
学振型摩擦装置を用い、試料である編物でアクリル板表面を摩擦して、アクリル板表面の傷の有無を評価した。
(4)発塵量
各試料に対し、IES−RP−CC−003−87−T Helmke Drum 測定法に準拠した気中測定法により、発塵量を測定した。0.3μm以上の観測される粒子を発塵量とした。
(5)装着性
実際に手に装着し、ガラス板の拭き取りテストを行い、装着のずれなどの発生を確認し、評価した。
84dtex/28fで、放射状部が6-ナイロン、補完部がポリエチレンテレフタレートからなる図1(g)に示す繊維横断面形状を備える分割型複合繊維マルチフィラメント(放射状部と補完部の重量比率は1:3、補完部は放射状部を補完する4個の扇形の部分)を準備した。このマルチフィラメントにスピンドル式の仮撚機を用いて、撚数が3000回、フィードが+2、ヒーター温度が170℃にてS方向、Z方向の双糸仮撚加工を施し、放射状部と補完部の分割を行った。得られた仮撚加工糸は、0.75dtexの放射状部の6−ナイロンと、0.56dtexの扇形の補完部のポリエチレンテレフタレートから構成され、捲縮復元率は25%であった。この仮撚加工糸を2本引き揃え、手袋編み機(13ゲージ)を用いて、ウエールが17本/2.5cm、コースが26本/2.5cmの編目密度で、天竺組織の手袋状に編み立てた。得られた手袋状の編物を下記の条件で精練処理し、60℃の湯洗い後、乾燥させた。
<精練条件>
[処理液]ソーダ灰 2g/L
ノニオン系界面活性剤 0.2g/L
[温度]98℃
[時間]40分
この編物の編み始めの開始端部と終了端部とを加熱溶融させ樹脂化した。ついで、クラス100のクリーンルーム内において、比抵抗値約18MΩ・cmの超純水にて洗浄を行った後、自然乾燥した。得られた手袋状の編物を清掃具とした。この清掃具は、表1に記載のように、自己発塵が極めて少なく、良好な拭き取り性を備え、被清掃物を傷つけることもなかった。また、この清掃具を手袋として装着して清掃する際には、素手の感覚で清掃することができた。
56dtex/25fで、図1(i)に示す繊維横断面形状(16個の扇形の成分:6−ナイロン、16個の扇形の成分:ポリエチレンテレフタレート、これら2種の成分が交互に配置、中空率:10%)を備える分割型複合繊維マルチフィラメント(6−ナイロンとポリエステルの重量比率は1:3)を準備した。このマルチフィラメントにスピンドル式の仮撚機を用いて実施例1と同様に、S方向、Z方向の双糸仮撚加工を施し、6-ナイロンとポリエチレンテレフタレートの分割をおこなった。得られた仮撚加工糸は、0.03dtexの6−ナイロンと、0.09dtexのポリエチレンテレフタレートから構成され、捲縮復元率は20%であった。この仮撚加工糸を2本引き揃え、手袋編み機(13ゲージ)を用いて、ウエールが19本/2.5cm、コースが26本/2.5cmの編目密度で、天竺組織の手袋状に編み立てた。得られた手袋状の編物を下記の条件で精練をおこない、60℃の湯洗い後、乾燥させた。
<精練条件>
[処理液]ソーダ灰 2g/L
ノニオン系界面活性剤 0.2g/L
[温度]98℃
[時間]40分
この編物を編み始めの開始端部と終了端部を加熱溶融させ樹脂化した。ついで、クラス100のクリーンルーム内において、比抵抗値約18MΩ・cmの超純水にて洗浄を行った後、自然乾燥した。得られた手袋状の編物を清掃具とした。この清掃具は、表1に記載のように、自己発塵が極めて少なく、良好な拭き取り性を備え、被清掃物を傷つけることもなかった。また、この清掃具を手袋として装着して清掃する際には、素手の感覚で清掃することができた。
84dtex/28fで、図1(g)に示す繊維横断面形状(放射状部:6−ナイロン、4個の扇形の補完部:ポリエチレンテレフタレート、重量比率:6−ナイロンとポリエチレンテレフタレートの重量比率は1:3)の分割型複合繊維マルチフィラメントにスピンドル式の仮撚機を用いて、実施例1と同じ条件で、S方向に仮撚加工を施し、6-ナイロンとポリエチレンテレフタレートの分割をおこなった。得られた仮撚加工糸は、0.75dtexの放射状部の6−ナイロンと、0.50dtexの補完部となる扇形のポリエチレンテレフタレートから構成され、捲縮復元率は22%であった。この仮撚加工糸と、図1の(c)に示す横断面形状の分割型複合繊維フィラメント(放射状部:6−ナイロン、8個の扇形の補完部:ポリエチレンテレフタレート、重量比率:6‐ナイロンとポリエチレンテレフタレートの重量比率は1:2、56dtex/25f)とをS方向に300T/Mで合撚した合撚糸Aを準備した。また、仮撚り方向、合撚方向を逆のZ方向にした以外は合撚糸Aと同様に作成した合撚糸Bを準備した。合撚糸Aを2本と合撚糸Bを1本の合計3本を引き揃えて、手袋編み機(13ゲージ)を用いて、ウエールが18本/2.5cm、26本/2.5cmの編目密度で、天竺組織の手袋状に編み立てた。得られた手袋状の編物を糸染め用染色機を用いて、下記の条件で減量加工を施し、60℃で湯洗い後、乾燥した。
<減量加工条件>
[処理液]NaOH水溶液 29g/L
[温度]98℃
[時間]40分
上記減量加工による減量率は12%であり、図1(c)に示す横断面形状の分割型複合繊維フィラメントは、0.67dtexの6−ナイロン1個の放射状部と0.16dtexのポリエチレンテレフタレートの扇形の補完部8個に分割された。
この編物の開始端部と終了端部を加熱溶融させ樹脂化した。ついで、クラス100のクリーンルーム内において、比抵抗値約18MΩ・cmの超純水にて洗浄を行った後、自然乾燥した。得られた手袋状の編物を清掃具とした。この清掃具は、表1に記載のように、自己発塵が極めて少なく、良好な拭き取り性を備え、被清掃物を傷つけることもなかった。また、この清掃具を手袋として装着して清掃する際には、素手の感覚で清掃することができた。
実施例1と同じ分割型複合繊維フィラメント2本をS方向に110回撚りかけて合撚して合撚糸Aとした。また、撚り方向をZ方向とした以外は合撚糸Aと同じの合撚糸Bを準備した。合撚糸Aを1本と合撚糸Bを1本の2本を引き揃えて、手袋編み機(13ゲージ)を用いて、ウエールが17本/2.5cm、コースが26本/2.5cmの編目密度で、天竺組織の手袋状に編み立てた。
得られた手袋状の編物に、実施例3と同じ条件で減量加工をおこなった。減量加工による減量率は11%であった。得られたフィラメントは、0.75dtexの6−ナイロン1個の放射状部と0.50dtexのポリエチレンテレフタレートの扇形の補完部8個に分割されたものであった。
この編物の開始端部と終了端部を加熱溶融させ樹脂化した。ついで、クラス100のクリーンルーム内において、比抵抗値約18MΩ・cmの超純水にて洗浄を行った後、自然乾燥した。得られた手袋状の編物を清掃具とした。この清掃具は、実施例1のものより、拭き取り性、装着性には劣ったが、表1のとおり、良好な性能を示した。
分割型複合繊維マルチフィラメントの代わりに、丸断面形状のポリエチレンテレフタレートマルチフィラメント(56dtex/24f、単糸繊度2.3dtex)を用いる以外は、実施例1と同様に処理し、清掃具を得た。
この清掃具は、表1に示すように自己発塵は極めて少なく、装着性も良好であったが、拭き取り性が悪く、被清掃物を傷つけてしまった。
実施例1の仮撚加工糸を、丸編機(釜径110cm、32ゲージ)を用いてインターロック組織に編み立てて開反した後、下記の条件で洗浄し、60℃の湯洗い後、乾燥させた。
[処理液]ソーダ灰 2g/L
[温度] 98℃
[時間] 40分
得られた編物にレーザー光による溶断カットを行い、人の手形のシートとした。このシート2枚をポリエステル糸により、ミシンで手袋状に縫製した。ついで、実施例1と同様に、クリーンルーム内において超純水で洗浄した後、自然乾燥し、清掃具とした。
この清掃具は、表1に記載のように、自己発塵が極めて少なく、良好な拭き取り性を備え、被清掃物を傷つけることはなかった。しかし、ミシン針によりあけられた穴からの発塵が認められ、クリーンルーム内での使用には不向きであった。また、この清掃具を手袋として装着して清掃する際には、縫製したところが違和感となり、素手の感覚で清掃することができなかった。
実施例1の分割型複合繊維フィラメント双糸仮撚加工糸と、比較例1のポリエチレンテレフタレートマルチフィラメント双糸仮撚加工糸とを、前者のオーバーフィード率が後者のそれよりも20%大きくなるようにして、エアを吹き付け、交絡させた。得られたエアー加工糸(捲縮復元率は27%)を用いて、手袋編み機(13ゲージ)で、ウエールが19本/2.5cm、コースが26本/2.5cmの編目密度で、天竺組織の手袋状に編み立てた。編み立て以降は、実施例1と同じ処理を行い、清掃具を作成した。この清掃具は、表1に記載のように、自己発塵は極めて少なかったが、拭き取り性がやや悪いものであった。また比較例1のマルチフィラメントが部分的に露出していたため、被清掃物に傷をつけてしまった。又、表面に飛び出した単繊維のループが被清掃物に引掛り、糸切れが生じやすかった。
Claims (12)
- 極細繊維マルチフィラメントからなる手袋型清掃具であって、当該マルチフィラメントを80重量%以上含み、ループが連続してなるように編成した編物からなり、当該マルチフィラメントの単糸繊度は0.02〜0.9dtexで、当該マルチフィラメントは熱収縮率の異なる2種以上のポリマーからなる分割型複合繊維を分割せしめたものである手袋型清掃具。
- 前記マルチフィラメントは仮撚加工を施したものである請求項1記載の手袋型清掃具。
- 前記マルチフィラメントは捲縮復元率が15〜40%である請求項2に記載の手袋型清掃具。
- 前記マルチフィラメントは撚り方向が互いに異なる仮撚加工糸の双糸からなる請求項2または請求項3に記載の手袋型清掃具。
- 前記マルチフィラメントの横断面形状は、放射状部と、当該放射状部を補完する補完部とからなる請求項1〜4のいずれか一項に記載の手袋型清掃具。
- 前記放射状部は熱収縮率が高いポリマーであり、前記補完部は前記放射状部より熱収縮率が低いポリマーである請求項5に記載の手袋型清掃具。
- 前記放射状部はポリアミドからなり、前記補完部はポリエステルからなる請求項6記載の手袋型清掃具。
- 前記放射状部のポリアミドは内層に入り込み、前記補完部からなるポリエステルが交絡のないループを形成してなる請求項7記載の手袋型清掃具。
- 熱収縮率の異なる2種以上のポリマーからなる分割型複合繊維に仮撚加工を施した仮撚加工糸を、編み立てて手袋形状となし、湯洗いし、得られた編物の編み始めの開始端部と編み終わりの終了端部を固定化する手袋型清掃具の製造方法。
- 放射状部がポリアミド、前記放射状部を補完してなる補完部がポリエステルからなる横断面形状である複合繊維マルチフィラメントに、仮撚加工を施した仮撚加工糸を、手袋編み機を用いて編み立て、精練した後、湯洗いし、得られた編物の編み始めの開始端部と編み終わりの終了端部を加熱溶融して、樹脂化する手袋型清掃具の製造方法。
- 放射状部がポリアミド、放射状部を補完してなる補完部がポリエステルからなる横断面形状である複合繊維マルチフィラメントに、仮撚加工を施した仮撚加工糸を、手袋編み機を用いて編み立て、5〜20%のアルカリ減量をした後、湯洗いし、得られた編物の編み始めの開始端部と編み終わりの終了端部を加熱溶融して、樹脂化する手袋型清掃具の製造方法。
- 前記樹脂化した後、超純水にて洗浄を行い、ついで自然乾燥する請求項10または請求項11記載の手袋型清掃具の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110591A JP2005287976A (ja) | 2004-04-02 | 2004-04-02 | 手袋型清掃具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110591A JP2005287976A (ja) | 2004-04-02 | 2004-04-02 | 手袋型清掃具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005287976A true JP2005287976A (ja) | 2005-10-20 |
Family
ID=35321572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004110591A Pending JP2005287976A (ja) | 2004-04-02 | 2004-04-02 | 手袋型清掃具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005287976A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007215702A (ja) * | 2006-02-15 | 2007-08-30 | Kb Seiren Ltd | デンタルフロス用糸、デンタルフロスおよびその製造方法 |
| JP2008100133A (ja) * | 2006-10-17 | 2008-05-01 | Kyowa Sangyo Kk | 塗装面検査方法および清拭除塵布 |
| US7380485B2 (en) * | 2001-10-23 | 2008-06-03 | Kb Seiren, Ltd. | Cleaning tool |
| JP2009013516A (ja) * | 2007-07-02 | 2009-01-22 | Kyowa Sangyo Kk | 作業用手袋 |
| JP2011090740A (ja) * | 2009-10-22 | 2011-05-06 | Showa Denko Kk | ワイピングテープの製造方法、ワイピングテープ及びワイピング方法 |
| WO2017168095A1 (fr) * | 2016-03-29 | 2017-10-05 | Thuasne | Article a effet compressif et procede de fabrication dudit article |
-
2004
- 2004-04-02 JP JP2004110591A patent/JP2005287976A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7380485B2 (en) * | 2001-10-23 | 2008-06-03 | Kb Seiren, Ltd. | Cleaning tool |
| JP2007215702A (ja) * | 2006-02-15 | 2007-08-30 | Kb Seiren Ltd | デンタルフロス用糸、デンタルフロスおよびその製造方法 |
| JP2008100133A (ja) * | 2006-10-17 | 2008-05-01 | Kyowa Sangyo Kk | 塗装面検査方法および清拭除塵布 |
| JP2009013516A (ja) * | 2007-07-02 | 2009-01-22 | Kyowa Sangyo Kk | 作業用手袋 |
| JP2011090740A (ja) * | 2009-10-22 | 2011-05-06 | Showa Denko Kk | ワイピングテープの製造方法、ワイピングテープ及びワイピング方法 |
| WO2017168095A1 (fr) * | 2016-03-29 | 2017-10-05 | Thuasne | Article a effet compressif et procede de fabrication dudit article |
| FR3049619A1 (fr) * | 2016-03-29 | 2017-10-06 | Thuasne | Article a effet compressif et procede de fabrication dudit article |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100931435B1 (ko) | 표리면 이종 섬유 플리스의 제조 방법 | |
| CN108779585B (zh) | 纱线和布帛以及纤维制品 | |
| WO2011055455A1 (ja) | パイル布帛及びその製造方法 | |
| JP7281174B2 (ja) | 芯鞘型複合熱接着性繊維 | |
| KR20200038460A (ko) | 항필링천 및 그 제조법 | |
| US6739160B1 (en) | Lint-free wiper | |
| JP2006336162A (ja) | 織物およびその製造方法 | |
| JP2005287976A (ja) | 手袋型清掃具 | |
| JP3577569B2 (ja) | 溶解除去により中空を形成する2層構造撚糸及びそれを用いた肌着 | |
| US6737004B2 (en) | Process of making splittable microfiber substrate | |
| JP3824240B2 (ja) | 高密度編物からなるワイピングクロスおよびその製造方法 | |
| JP7512682B2 (ja) | 複合繊維 | |
| KR100500746B1 (ko) | 오염물 제거용 직물 및 그의 제조방법 | |
| JPH0959839A (ja) | 多層構造撚糸及びその製造方法 | |
| JP3812100B2 (ja) | ワイピングクロスの製造方法 | |
| JP4815280B2 (ja) | 複合撚糸 | |
| WO2001038619A1 (fr) | Ruban comprenant des fibres extra-fines | |
| JP6761686B2 (ja) | 中空紡績糸とこれを用いた織物又は編物及びその製造方法 | |
| JP3070633B2 (ja) | シングル編機による編物の製造方法 | |
| JP7283995B2 (ja) | 織物及びその製造方法 | |
| JPH04361650A (ja) | 伸縮性ピーチ調編地の製造方法 | |
| JP4699072B2 (ja) | ストレッチ性ポリエステル複合繊維 | |
| JP2001295173A (ja) | 清涼素材の製造方法 | |
| JP3530303B2 (ja) | 高空隙構造加工糸およびそれよりなる布帛 | |
| JP2820589B2 (ja) | 潜在嵩高性混繊糸 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20060322 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060322 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090330 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090421 |