JP2005112470A - 分割兼同期化兼圧縮装置 - Google Patents
分割兼同期化兼圧縮装置 Download PDFInfo
- Publication number
- JP2005112470A JP2005112470A JP2004296415A JP2004296415A JP2005112470A JP 2005112470 A JP2005112470 A JP 2005112470A JP 2004296415 A JP2004296415 A JP 2004296415A JP 2004296415 A JP2004296415 A JP 2004296415A JP 2005112470 A JP2005112470 A JP 2005112470A
- Authority
- JP
- Japan
- Prior art keywords
- speed
- pair
- drive elements
- articles
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G17/00—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface
- B65G17/26—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface comprising a series of co-operating units, e.g. interconnected by pivots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/06—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines
- B65G47/08—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines spacing or grouping the articles during feeding
- B65G47/084—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines spacing or grouping the articles during feeding grouping articles in a predetermined 2-dimensional pattern
- B65G47/086—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines spacing or grouping the articles during feeding grouping articles in a predetermined 2-dimensional pattern cubiform articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/26—Devices influencing the relative position or the attitude of articles during transit by conveyors arranging the articles, e.g. varying spacing between individual articles
- B65G47/30—Devices influencing the relative position or the attitude of articles during transit by conveyors arranging the articles, e.g. varying spacing between individual articles during transit by a series of conveyors
- B65G47/32—Applications of transfer devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/84—Star-shaped wheels or devices having endless travelling belts or chains, the wheels or devices being equipped with article-engaging elements
- B65G47/841—Devices having endless travelling belts or chains equipped with article-engaging elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0244—Bottles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Specific Conveyance Elements (AREA)
Abstract
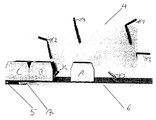
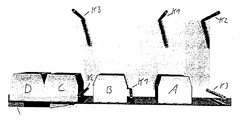
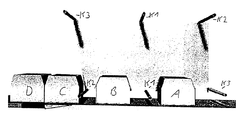
【解決手段】循環するように配置された少なくとも1対の駆動要素1と、駆動要素1の各々の対に配置された少なくとも1個の横棒2と、対の駆動要素1あたり各々1個の制御される駆動モータ3とを備えた、あらゆる種類の物品を包装するための分割兼同期化兼圧縮装置において、物品の分割、同期化および圧縮が少なくとも1対の駆動要素1によって行われるように、装置が構造的に形成されている。
【選択図】図2b
Description
2 横棒
3 駆動モータ
5 入口コンベヤ
6 主コンベヤ
7 押し上げくさび
Claims (20)
- 循環するように配置された少なくとも1対の駆動要素(1)と、駆動要素(1)の各々の対に配置された少なくとも1個の横棒(2)と、対の駆動要素(1)あたり各々1個の制御される駆動モータ(3)とを備えた、あらゆる種類の物品を包装するための分割兼同期化兼圧縮装置において、物品の分割、同期化および圧縮が少なくとも1対の駆動要素(1)によって行われるように、装置が構造的に形成されていることを特徴とする装置。
- 少なくとも1対の駆動要素(1)および/または少なくとも1本の横棒(2)の、異なる速度を有する制御された運動経過を可能にする手段が装置に配置されていることを特徴とする、請求項1記載の装置。
- 異なる対の駆動要素(1)に配置された横棒(2)が互いに追い越すことができないように、装置が構造的に形成されていることを特徴とする、請求項1または2記載の装置。
- 異なる対の駆動要素(1)に配置された横棒(2)が互いに追い越すことができるように、装置が構造的に形成されていることを特徴とする、請求項1〜3のいずれか一つに記載の装置。
- 少なくとも1対の駆動要素(1)がチェーンであることを特徴とする、請求項1〜4のいずれか一つに記載の装置。
- 少なくとも1対の駆動要素(1)が歯付きベルトであることを特徴とする、請求項1〜4のいずれか一つに記載の装置。
- 装置が前進および後退運動可能な押し上げくさび(7)を備えていることを特徴とする、請求項1〜6のいずれか一つに記載の装置。
- 装置が、押し上げくさび(7)の前進運動と後退運動を制御された異なる速度で行うことを可能にする手段を備えていることを特徴とする、請求項1〜7のいずれか一つに記載の装置。
- 装置が入口コンベヤ(5)と主コンベヤ(6)を備えていることを特徴とする、請求項1〜8のいずれか一つに記載の装置。
- 入口コンベヤ(5)と主コンベヤ(6)がそれぞれ固有の駆動モータを備えていることを特徴とする、請求項1〜9のいずれか一つに記載の装置。
- 主コンベヤ(6)がほぼ閉じた表面を有する幅広の一体のコンベヤベルトとして形成されていることを特徴とする、請求項1〜10のいずれか一つに記載の装置。
- 少なくとも1対の駆動要素(1)および/または少なくとも1本の横棒(2)の運動経過が、作業サイクルの間異なる速度を有することを特徴とする、請求項1〜11のいずれか一つに記載の装置を運転するための方法。
- 少なくとも1本の横棒(2)が、分割すべき物品グループを先ず最初に主コンベヤ(6)によって搬送されないように引き止め、続いて高い速度で前進させ、その前に分割された物品グループを高い速度に達した後で装置の作業サイクルと同期させ、続いてこの物品グループを圧縮ユニット内に押すことを特徴とする、請求項12記載の方法。
- 少なくとも1本の横棒(2)が物品グループの分割の後で先ず最初に、主コンベヤ(6)の速度と類似する速度で移動し、続いて速い速度で前進し、続いて主コンベヤ(6)の速度と類似する速度で再び移動することを特徴とする、請求項12記載の方法。
- 横列の数が変更されない場合、変更されたフォーマットおよび/または変更された物品寸法に対する装置の適合が、装置の制御プログラムおよび/または制御装置内の制御パラメータの変更によってのみ行われることを特徴とする、請求項12〜14のいずれか一つに記載の方法。
- 関連する制御パラメータがフォーマット毎および/または物品寸法毎に記憶可能でありかつ適切に呼び出し可能であることを特徴とする、請求項15記載の方法。
- 押し上げくさび(7)が前進運動と後退運動を行うことを特徴とする、請求項12〜16のいずれか一つに記載の方法。
- 押し上げくさび(7)が第1の速度で前進運動を行い、第2の速度で後退運動を行うことを特徴とする、請求項17記載の方法。
- 第1と第2の速度が同じであることを特徴とする、請求項17記載の方法。
- 入口コンベヤ(5)と主コンベヤ(6)がそれぞれ、互いに無関係の固有の速度で駆動されることを特徴とする、請求項12〜19のいずれか一つに記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10347540A DE10347540B4 (de) | 2003-10-09 | 2003-10-09 | Abteil-, Synchronisations- und Verdichtungsvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005112470A true JP2005112470A (ja) | 2005-04-28 |
| JP2005112470A5 JP2005112470A5 (ja) | 2007-11-15 |
Family
ID=34306386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004296415A Pending JP2005112470A (ja) | 2003-10-09 | 2004-10-08 | 分割兼同期化兼圧縮装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20050108992A1 (ja) |
| EP (1) | EP1522508B2 (ja) |
| JP (1) | JP2005112470A (ja) |
| AU (1) | AU2004218712B2 (ja) |
| DE (2) | DE10347540B4 (ja) |
| PL (1) | PL1522508T5 (ja) |
| ZA (1) | ZA200407043B (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1688375B1 (en) * | 2005-02-04 | 2008-08-06 | Tetra Laval Holdings & Finance S.A. | Unit for grouping packages along a path |
| DE102005026639B4 (de) | 2005-06-09 | 2009-01-08 | Khs Ag | Vorrichtung zum Aufteilen, Eintakten und Gruppieren von Stückgütern |
| DE102005063193B4 (de) * | 2005-12-30 | 2018-05-03 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Gruppieren von Stückgut |
| DE102006054115A1 (de) * | 2006-09-20 | 2008-03-27 | Wincor Nixdorf International Gmbh | Vorrichtung und Verfahren zum optischen Abtasten einer auf einem Gegenstand aufgebrachten maschinenlesbaren Markierung |
| DE102006045453A1 (de) * | 2006-09-26 | 2008-04-03 | Khs Ag | Transportsystem |
| WO2008058176A1 (en) * | 2006-11-07 | 2008-05-15 | Meadwestvaco Packaging Systems, Llc | Integrated secondary and tertiary packaging machine |
| US8074785B2 (en) | 2006-11-15 | 2011-12-13 | Wincor Nixdorf International Gmbh | Device and method for optically scanning a machine-readable label applied to an object |
| DE602006008159D1 (de) * | 2006-12-14 | 2009-09-10 | Tetra Laval Holdings & Finance | Einheit zum Gruppieren von Packungen entlang eines Übertragungspfades |
| DE102007038827A1 (de) | 2007-08-16 | 2009-02-26 | Khs Ag | Vorrichtung zur Bildung von Produktgruppen |
| WO2009124026A1 (en) * | 2008-03-31 | 2009-10-08 | Douglas Machine Inc. | Flexible retractable transfer device metering apparatus and methods |
| DE202008011454U1 (de) | 2008-08-28 | 2008-10-30 | Khs Ag | Vorrichtung zur Abteilung von Produktgruppen |
| DE102009013635A1 (de) | 2009-03-18 | 2010-09-23 | Wincor Nixdorf International Gmbh | Vorrichtung zur Erfassung von Waren |
| US8234846B2 (en) * | 2009-09-12 | 2012-08-07 | Illinois Tool Works Inc. | Shrink film applying apparatus having independently drivable flight bar assemblies |
| DE102011081705A1 (de) * | 2011-08-29 | 2013-02-28 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zur Gruppierung von Artikeln |
| DE102012204013A1 (de) * | 2012-03-14 | 2013-09-19 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zur Übergabe von Artikellagen zwischen benachbarten Modulen |
| US9409724B2 (en) * | 2012-04-12 | 2016-08-09 | Loesch Verpackungstechnik Gmbh | Device and method for conveying lumpy products |
| WO2014210293A1 (en) | 2013-06-28 | 2014-12-31 | Graphic Packaging International, Inc. | Continuous motion product selection and grouping system |
| DE102014215106A1 (de) * | 2014-07-31 | 2016-02-04 | Loesch Verpackungstechnik Gmbh | Verfahren und Vorrichtung zum Fördern von stückigen Produkten |
| DE102015221517A1 (de) * | 2015-11-03 | 2017-05-04 | Krones Ag | Bedienmodul zum Bedienen einer Maschine in der Lebensmittelindustrie |
| TWM561667U (zh) * | 2018-03-16 | 2018-06-11 | Cvc Tech Inc | 輸送機之擋瓶調整結構 |
| US11225384B2 (en) * | 2018-04-05 | 2022-01-18 | Graphic Packaging International, Llc | Packaging machine |
| US11053086B2 (en) | 2018-10-16 | 2021-07-06 | Graphic Packaging International, Llc | Method and system for conveying articles |
| CN115158774B (zh) * | 2022-07-20 | 2023-10-24 | 江苏仅一联合智造有限公司 | 一种追随充填装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05319565A (ja) * | 1992-05-13 | 1993-12-03 | Mitsubishi Heavy Ind Ltd | 物品のグルーピング装置 |
| US5667055A (en) * | 1994-05-16 | 1997-09-16 | Baumer S.R.L. | Device for aligning and spacing up groups of objects, such as cans, bottles and the like |
| JPH11292265A (ja) * | 1998-04-14 | 1999-10-26 | Mitsubishi Heavy Ind Ltd | 物品の供給装置およびグルーピング方法 |
| JP2000118705A (ja) * | 1998-10-07 | 2000-04-25 | Rengo Co Ltd | 物品のグルーピング装置 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3194382A (en) * | 1963-06-24 | 1965-07-13 | Johns Nigrelli Johns | Article grouper and spacer |
| US3827582A (en) * | 1971-12-13 | 1974-08-06 | G Lederer | Stacking device |
| US4101020A (en) * | 1977-03-01 | 1978-07-18 | H. J. Langen & Sons Ltd. | Packaging machine transfer mechanism |
| DE3546248A1 (de) * | 1985-12-28 | 1987-07-02 | Paal Kg Hans | Verfahren und vorrichtung zum gruppieren von zu verpackenden gegenstaenden |
| US5020655A (en) * | 1988-10-13 | 1991-06-04 | Formost Packaging Machines, Inc. | Article group-segregating apparatus and method |
| US4998399A (en) * | 1989-02-06 | 1991-03-12 | Nigrelli Systems, Inc. | PET bottle packer |
| US5044876A (en) † | 1990-05-02 | 1991-09-03 | Apv Crepaco, Inc. | Apparatus for forming and transferring groups of articles |
| WO1993015005A1 (en) * | 1992-01-28 | 1993-08-05 | Klöckner Hänsel Tevopharm B.V. | Method and device for arranging a stream of products |
| DE4204993C1 (ja) † | 1992-02-19 | 1993-02-25 | Krones Ag Hermann Kronseder Maschinenfabrik, 8402 Neutraubling, De | |
| US5271709A (en) * | 1992-07-22 | 1993-12-21 | Goldco Industries, Inc. | Device and method for repeatedly forming a preselected arrangement of conveyed articles |
| US5522692A (en) † | 1993-12-20 | 1996-06-04 | Goldco Industries, Inc. | Device and method for palletizing unstable articles |
| DE19513064B4 (de) * | 1995-04-07 | 2004-04-01 | Khs Maschinen- Und Anlagenbau Ag | Verfahren sowie System zum Füllen von Behältern mit einem flüssigen Füllgut sowie Füllmaschine und Etikettiereinrichtung zur Verwendung bei diesem Verfahren oder System |
| US5893701A (en) * | 1996-06-13 | 1999-04-13 | Food Machinery Sales, Inc. | Method and apparatus for forming groups of work products |
| JP2945338B2 (ja) † | 1996-12-25 | 1999-09-06 | 麒麟麦酒株式会社 | シュリンクパックの分離装置 |
| DE19715613C1 (de) * | 1997-03-05 | 1998-10-15 | Kisters Maschinenbau Gmbh | Verfahren zur Herstellung von zu verpackenden Gruppen aus in mehreren Produktreihen nestend nebeneinander angeordneten zylindrischen Produkten |
| IT1294101B1 (it) * | 1997-07-18 | 1999-03-22 | Sasib Beverage S P A Ora Sasib | Procedimento e dispositivo di arresto ammortizzato ed accompagnamento di contenitori, in linea di trasporto per contenitori. |
| DE19814625A1 (de) * | 1998-04-01 | 1999-10-07 | Khs Masch & Anlagenbau Ag | Vortisch für Gefäßbehandlungsmaschinen |
| DE29807979U1 (de) * | 1998-05-05 | 1999-09-16 | Kettner GmbH, 83026 Rosenheim | Vorrichtung zum Gruppieren oder Vereinzeln von Artikeln |
| EP1046582B1 (en) * | 1999-04-23 | 2003-03-19 | CAVANNA S.p.A. | Method and device for stacking articles advancing on a conveying line |
| US6182814B1 (en) * | 2000-03-03 | 2001-02-06 | Sig Pack, Inc., Doboy Division | Inline vacuum slug feeder |
| US6267550B1 (en) * | 2000-08-28 | 2001-07-31 | Paper Machinery Corporation | Container nesting and counting apparatus |
| US7134258B2 (en) * | 2001-12-05 | 2006-11-14 | R.A. Jones & Co. Inc. | Packaging apparatus and methods |
-
2003
- 2003-10-09 DE DE10347540A patent/DE10347540B4/de not_active Expired - Fee Related
-
2004
- 2004-08-05 EP EP04018531A patent/EP1522508B2/de not_active Expired - Lifetime
- 2004-08-05 DE DE502004002661T patent/DE502004002661D1/de not_active Expired - Lifetime
- 2004-08-05 PL PL04018531T patent/PL1522508T5/pl unknown
- 2004-09-03 ZA ZA200407043A patent/ZA200407043B/xx unknown
- 2004-10-08 US US10/962,183 patent/US20050108992A1/en not_active Abandoned
- 2004-10-08 JP JP2004296415A patent/JP2005112470A/ja active Pending
- 2004-10-11 AU AU2004218712A patent/AU2004218712B2/en not_active Ceased
-
2007
- 2007-07-26 US US11/828,883 patent/US7481309B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05319565A (ja) * | 1992-05-13 | 1993-12-03 | Mitsubishi Heavy Ind Ltd | 物品のグルーピング装置 |
| US5667055A (en) * | 1994-05-16 | 1997-09-16 | Baumer S.R.L. | Device for aligning and spacing up groups of objects, such as cans, bottles and the like |
| JPH11292265A (ja) * | 1998-04-14 | 1999-10-26 | Mitsubishi Heavy Ind Ltd | 物品の供給装置およびグルーピング方法 |
| JP2000118705A (ja) * | 1998-10-07 | 2000-04-25 | Rengo Co Ltd | 物品のグルーピング装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10347540A1 (de) | 2005-05-19 |
| US20080047231A1 (en) | 2008-02-28 |
| EP1522508A1 (de) | 2005-04-13 |
| PL1522508T5 (pl) | 2010-04-30 |
| US7481309B2 (en) | 2009-01-27 |
| ZA200407043B (en) | 2005-06-24 |
| PL1522508T3 (pl) | 2007-06-29 |
| DE502004002661D1 (de) | 2007-03-08 |
| DE10347540B4 (de) | 2009-06-10 |
| US20050108992A1 (en) | 2005-05-26 |
| EP1522508B1 (de) | 2007-01-17 |
| EP1522508B2 (de) | 2009-11-11 |
| AU2004218712A1 (en) | 2005-04-28 |
| AU2004218712B2 (en) | 2010-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005112470A (ja) | 分割兼同期化兼圧縮装置 | |
| US9327855B2 (en) | Feeding device for packaging machine | |
| JP4885137B2 (ja) | 個体商品をグループ化するための装置 | |
| US7341141B2 (en) | Method and unit for grouping products | |
| US6772872B2 (en) | Apparatus for diverting successive articles in a single lane to plural lanes | |
| EP2417029B1 (en) | Continuous motion inline feeder | |
| EP2032444B1 (en) | Machine and method for forming groups of products ordered in superposed layers | |
| JP2006321567A (ja) | 連続作動包装装置 | |
| JP2011524318A (ja) | 多経路コンベア装置 | |
| US4845921A (en) | Method for the echeloned separation of blister packs in a multi-row strip, their transverse alignment for stacking, the echeloning of the rows and their longitudinal alignment for conditioning and a wrapping machine for putting said method into effect | |
| EP3115302B1 (en) | Method, machine and installation for vacuum packaging of products | |
| ITMI930314A1 (it) | Procedimento e dispositivo per il confezionamento di oggetti in un processo a funzionamento continuo | |
| US9527676B2 (en) | Grouping method and unit for forming a line of products on a packing machine | |
| US10227147B2 (en) | Method and apparatus for manufacturing packaging units in a tubular bag forming, filling and sealing machine | |
| JP2018524238A (ja) | パッケージの線速度を低下させたパッケージグループ分けユニット | |
| SK30194A3 (en) | Synchronizing device, especially for manufacturing systems and packing of food products | |
| US20040079049A1 (en) | Method and device for forming groups of products | |
| CN208361305U (zh) | 运送区段和包装设备 | |
| CN108778933B (zh) | 一种用于移动沿着前进方向不断前进的物品的设备 | |
| US5540036A (en) | Variable pitch escapement for article infeed in packaging machine | |
| JP2005239226A (ja) | 製品搬送装置および段ボールケーサ | |
| CN113490579A (zh) | 用于对纸卷进行封装的系统和操作方法 | |
| JP4626755B2 (ja) | 製品集積方法および製品集積装置 | |
| JPH10310230A (ja) | 間欠及び連続搬送手段間の中継装置 | |
| WO2018089727A1 (en) | Device and method for distributing products conveyed in succession |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071002 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071002 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100518 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100519 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101130 |