JP2005023398A - メッキ方法およびメッキ装置 - Google Patents
メッキ方法およびメッキ装置 Download PDFInfo
- Publication number
- JP2005023398A JP2005023398A JP2003192500A JP2003192500A JP2005023398A JP 2005023398 A JP2005023398 A JP 2005023398A JP 2003192500 A JP2003192500 A JP 2003192500A JP 2003192500 A JP2003192500 A JP 2003192500A JP 2005023398 A JP2005023398 A JP 2005023398A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- plated
- carrier tape
- storage recess
- cathode member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007747 plating Methods 0.000 title claims abstract description 84
- 238000000034 method Methods 0.000 title claims abstract description 19
- 239000002184 metal Substances 0.000 claims abstract description 7
- 229910052751 metal Inorganic materials 0.000 claims abstract description 7
- 238000003860 storage Methods 0.000 claims description 33
- 238000004140 cleaning Methods 0.000 claims description 17
- 238000011144 upstream manufacturing Methods 0.000 claims description 10
- 239000000243 solution Substances 0.000 description 21
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 8
- 239000010949 copper Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 8
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 230000002265 prevention Effects 0.000 description 4
- 238000001035 drying Methods 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229910000365 copper sulfate Inorganic materials 0.000 description 1
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- LGQLOGILCSXPEA-UHFFFAOYSA-L nickel sulfate Chemical compound [Ni+2].[O-]S([O-])(=O)=O LGQLOGILCSXPEA-UHFFFAOYSA-L 0.000 description 1
- 229910000363 nickel(II) sulfate Inorganic materials 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/16—Apparatus for electrolytic coating of small objects in bulk
- C25D17/28—Apparatus for electrolytic coating of small objects in bulk with means for moving the objects individually through the apparatus during treatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/06—Suspending or supporting devices for articles to be coated
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
【解決手段】間隔を置いて多数の収納凹部51,51,51が形成されたキャリアテープ5の各収納凹部51内に被メッキ物を入れ、このキャリアテープ5を送りながらメッキ装置2内を通過させて、被メッキ物の表面に金属メッキ層を形成させる。
【選択図】 図4
Description
【発明の属する技術分野】
この発明は、メッキ方法およびメッキ装置に関するものである。
【0002】
【従来の技術】
従来、例えばコネクタ端子等の電気部品や、自動車用の小物部品をメッキする場合には、これらの部品を篭に入れ、メッキ液中に浸けてメッキするとか、フック等に吊るしてメッキを行っていた。
【0003】
【特許文献1】
特開2002−220690号公報
【0004】
【発明が解決しようとする課題】
小物部品をメッキする場合には、メッキ処理中にこれらの部品が互いに当接したりして、変形が多発してしまうという問題点があった。
また、特に小さい部品においては、板材等を先にメッキしてから、プレスで所定形状に打ち抜いており、このようなメッキ処理後にプレスで打ち抜く成型では、大部分を廃棄してしまうこととなり、無駄が多く、また、剪断面はメッキ処理されていないこととなり、メッキが不十分であるという問題点があった。
【0005】
【課題を解決するための手段】
本発明は、上記従来の問題点に鑑み案出したものであって、電気部品や自動車部品等の小物部品を、変形することなく、効率的にメッキすることのできるメッキ方法およびメッキ装置を提供せんことを目的とし、その第1の要旨は、間隔を置いて多数の収納凹部が形成されて成るキャリアテープの各収納凹部内に被メッキ物を入れ、該キャリアテープを送りながらメッキ装置内を通過させて、前記被メッキ物の表面に金属メッキ層を形成させることを特徴とするメッキ方法である。
【0006】
また、第2の要旨は、前記メッキ装置の上流側および下流側に洗浄装置をそれぞれ配設し、各洗浄装置内を通過させて、前記被メッキ物を洗浄することを特徴とするメッキ方法である。
【0007】
また、第3の要旨は、被メッキ物を入れることのできる多数の収納凹部が形成されて成るキャリアテープを送る送り機構と、該キャリアテープが内部のメッキ液内を通過できるように構成したセルを備え、該セルには、前記被メッキ物に通電するための陰極部材が設けられていることを特徴とするメッキ装置である。
【0008】
また、第4の要旨は、前記キャリアテープの各収納凹部には、メッキ液が出入りでき、しかも前記陰極部材が侵入できる開口が形成されていることを特徴とするメッキ装置である。
【0009】
【発明の実施の形態】
以下、本発明の実施例を図面に基づいて説明する。
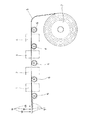
図1は、メッキ装置の概略配置構成図を示すものであり、水酸化ナトリウム水溶液等のアルカリ液を入れた洗浄装置1と、メッキ液を入れたメッキ装置2と、水等を入れた洗浄装置3と、乾燥装置4が、上流側から下流側に向かってそれぞれ配設されており、それぞれの装置1,2,3,4内にキャリアテープ5を通過させることができるように、キャリアテープ5の送り機構を構成する送りスプロケット6,6,6が配置されており、この各送りスプロケット6,6,6が回転することにより、キャリアテープ5が上流側から下流側に向かって順次送り出され、キャリアテープ5は、メッキ,乾燥処理された後に、巻き取りリール7に巻き取られるように構成されている。
【0010】
このキャリアテープ5には、所定間隔で多数の収納凹部51,51,51が形成されており、各収納凹部51内には、小物の電気部品や自動車部品等の被メッキ物Wが、それぞれ洗浄装置1の上流側で入れ込まれるものである。
このように、各収納凹部51,51,51内にそれぞれ被メッキ物W,W,Wを入れて、キャリアテープ5を送りスプロケット6の回転により送り出し、その過程で、洗浄装置1内を通過させることにより、収納凹部51内に収納されている被メッキ物Wを、水酸化ナトリウム水溶液等により脱脂洗浄することができ、次いでメッキ装置2内に送り込んで、メッキ装置2内で被メッキ物Wの表面に金属メッキ層を形成させることができ、その後に、洗浄装置3内を通過させてメッキ液を洗浄し、その後に、乾燥装置4内を通過させて、被メッキ物Wを良好に乾燥させ、連続的に被メッキ物Wをメッキ処理してゆくことができ、最終的には、メッキ処理した被メッキ物Wをそれぞれ収納凹部51内に収納したまま、巻き取りリール7にキャリアテープ5を巻き取ることができ、この巻き取りリール7に巻き取られたキャリアテープ5は、そのまま工場に運ばれて、電気製品、または自動車製品を製造するラインに配置された充填装置に装着されて、巻き取りリール7から順次キャリアテープ5を送り出して、メッキ処理されている被メッキ物Wを、次々と取り出して、電気製品等に組み付けてゆくことができるものである。
【0011】
従って、キャリアテープ5に入れたまま被メッキ物Wをメッキ処理することができ、メッキ処理中に被メッキ物Wに変形や傷が生ずることがなく、極めて効率良く小物部品をメッキすることができるものとなる。
しかも、その後には、メッキ処理した被メッキ物Wをキャリアテープ5内に入れたまま、連続して充填装置へ流すことができるものとなる。
【0012】
なお、図2には、キャリアテープ5の一例を示す表側の要部斜視図を示しており、また図3では、キャリアテープ5を裏返しにした斜視図を示している。
このキャリアテープ5は、共押し出し成型による2層または多層構造を成す耐熱性,耐薬品性に優れた樹脂で構成されており、各収納凹部51は、被メッキ物Wの形状に対応した凹み状に形成され、収納凹部51内に被メッキ物Wを入れた時に、この被メッキ物Wが脱落しないように、収納凹部51の上面に、脱落防止片52,52が中央部を下傾させて、対向状に一対設けられている。
この脱落防止片52,52の位置では、収納凹部51の底面および側面は切り欠かれて、貫通した切欠開口53が形成されており、各収納凹部51の切欠開口53は、キャリアテープ5の長手方向に連続している。
【0013】
また、各収納凹部51の少なくとも底面および側面には、スリット状のスリット孔54,54が貫通形成されており、洗浄液やメッキ液の液切れが良くなるように形成されている。
また、洗浄液,メッキ液は、切欠開口53およびスリット孔54を通って、良好に収納凹部51内に流れ込むことができ、洗浄液,メッキ液等の収納凹部51内への出入りが容易となるように形成されている。
【0014】
各収納凹部51内に被メッキ物Wを入れ込む時には、上方より被メッキ物Wを収納凹部51内に押し込むと、脱落防止片52は弾性により一旦下側へ押圧されて、再び被メッキ物Wの上面側に復帰し、良好に被メッキ物Wの上面を押さえ付けて、被メッキ物Wの収納凹部51からの脱落を防ぐことができるものである。
なお、キャリアテープ5の幅方向の両端側には、長手方向に間隔をおいて、送り孔55,55が貫通形成されており、この送り孔55,55内に前記送りスプロケット6が噛合されて、送りスプロケット6の回転により、順次キャリアテープ5が上流側から下流側へ向かって送り出されるものである。
【0015】
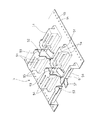
図4には、メッキ装置2の概略構成図を示しており、メッキ装置2は、メッキ液を入れたセル8を備え、このセル8内には、陰極部材9が設けられている。
この陰極部材9は、キャリアテープ5の流れ方向に沿って、セル8内に上流側から下流側に向かって設けられており、外部の電源装置の陰極に接続されている。
また、セル8内の側方には、電源装置の陽極に接続された、例えば銅板10が配置されている。
【0016】
即ち、銅板10が配置されている場合は、被メッキ物Wを銅メッキするためのものであり、セル8内には、硫酸銅水溶液からなるメッキ液11が入れられている。
このメッキ液11内を前記キャリアテープ5が順次送られる際に、キャリアテープ5の切欠開口53内に、陰極部材9が嵌まり込んで、陰極部材9上にキャリアテープ5が載った状態で、陰極部材9に沿ってキャリアテープ5が上流側から下流側へ向かって送り出されるものである。
【0017】
なお、図5は、メッキ液内での状態を拡大して示す概略構成図であり、キャリアテープ5の各収納凹部51内に収納されている被メッキ物Wは、その上面が脱落防止片52,52に押し付けられており、陰極部材9が切欠開口53内に入り込んで、この陰極部材9が各収納凹部51内に収納されている被メッキ物Wの底面に当接した状態となり、この時に、陰極部材9を通りマイナス電流が被メッキ物Wに供給されて、被メッキ物Wは陰極に帯電される。
【0018】
従って、陽極側の銅板10が溶け出して、順次各被メッキ物Wの表面に銅メッキ層が形成されてゆくのである。
例えば、セル8内でキャリアテープ5をゆっくりと送り、例えばメッキ液11内に10分程度浸けておけば、良好にセル8内で各被メッキ物Wに銅メッキを施すことができるものとなる。
なお、メッキ装置2内でニッケルメッキを行う際には、メッキ液11は硫酸ニッケル水溶液であり、銅板の代わりにニッケル板が用いられるものである。その他、銀メッキ,金メッキ,亜鉛メッキ,クロムメッキ等も同様な方法で行うことができるものである。
【0019】
なお、図6は変更例を示すものであり、セル8内のメッキ液中に、キャリアテープ5を裏返した状態(図3の状態)で送る構成のものであり、図7は、要部を拡大した概略図を示している。
この場合は、各被メッキ物Wの下面は、それぞれ一対の脱落防止片52,52に支持され、被メッキ物Wの脱落が防がれた状態となり、被メッキ物Wの上面側に切欠開口53が配置されるため、この切欠開口53内に入り込むことのできる多数のブラシ9a,9a,9aを垂設させた陰極部材9を、セル8の上部に設けておけば、この陰極部材9から各ブラシ9aを通し、マイナス電流が各被メッキ物Wに伝えられることとなり、各被メッキ物Wは陰極となり、良好に表面にメッキが成されるものである。
【0020】
このような構成では、陰極部材9はメッキ液11の外側に配設することができるものである。
本例においても、セル8内のメッキ液11中を順次上流側から下流側へキャリアテープ5が送られる過程において、各収納凹部51内に収納されている各被メッキ物Wの表面に良好にメッキ層を形成させて、メッキ処理することができるものである。
【0021】
【発明の効果】
本発明のメッキ方法は、間隔を置いて多数の収納凹部が形成されて成るキャリアテープの各収納凹部内に被メッキ物を入れ、キャリアテープを送りながらメッキ装置内を通過させて、被メッキ物の表面に金属メッキ層を形成させることとしたため、小物の電気部品や自動車部品等を傷付けたり変形させたりすることなく、効率良くキャリアテープに入れたままメッキ処理することができ、メッキ処理をキャリアテープを送りながら連続的に効率良く行うことができ、しかも、その後にキャリアテープをそのまま工場内等の充填装置で使用でき、効率良くメッキ処理した被メッキ物を取り出して作業を連続で行えるものとなる。
【0022】
また、メッキ装置の上流側および下流側に洗浄装置をそれぞれ配設し、各洗浄装置内を通過させて、被メッキ物を洗浄することとしたため、メッキ処理の前工程の洗浄、及び後工程の洗浄も、キャリアテープに被メッキ物を入れたまま連続して行えるものとなる。
【0023】
また、本発明のメッキ装置は、被メッキ物を入れることのできる多数の収納凹部が形成されて成るキャリアテープを送る送り機構と、キャリアテープが内部のメッキ液内を通過できるように構成したセルを備え、セルには、被メッキ物に通電するための陰極部材が設けられていることにより、収納凹部内に被メッキ物を入れて、キャリアテープをセル内のメッキ液中を通過させる時に、陰極部材を介し被メッキ物が陰極に帯電されるため、良好にセル内で被メッキ物の表面に金属メッキ層を形成させることができるものとなる。
【0024】
また、キャリアテープの各収納凹部には、メッキ液が出入りでき、しかも陰極部材が侵入できる開口が形成されていることにより、収納凹部内に収納されている被メッキ物に陰極部材が接触して、良好に被メッキ物が陰極に帯電され、しかも、開口を通しメッキ液が良好に出入りできるため、収納凹部内の被メッキ物を良好にメッキ処理できるものとなる。
【図面の簡単な説明】
【図1】キャリアテープを送りながら連続的にメッキ処理するメッキ方法の概略配置構成図である。
【図2】キャリアテープを表側から見た要部斜視構成図である。
【図3】キャリアテープを裏返して見た要部斜視構成図である。
【図4】キャリアテープをセル内に設けた陰極部材上に載せて送る状態を示す斜視構成図である。
【図5】図4の状態の概略拡大構成図である。
【図6】セルの上方に陰極部材を設けてキャリアテープを裏表逆転させて送る構成のセル内部の一部破断斜視構成図である。
【図7】図6の要部を拡大して示す概略説明図である。
【符号の説明】
1 洗浄装置
2 メッキ装置
3 洗浄装置
4 乾燥装置
5 キャリアテープ
6 送りスプロケット(送り機構)
7 巻き取りリール
8 セル
9 陰極部材
9a ブラシ
10 銅板
11 メッキ液
51 収納凹部
52 脱落防止片
53 切欠開口
54 スリット孔
55 送り孔
W 被メッキ物
Claims (4)
- 間隔を置いて多数の収納凹部が形成されて成るキャリアテープの各収納凹部内に被メッキ物を入れ、該キャリアテープを送りながらメッキ装置内を通過させて、前記被メッキ物の表面に金属メッキ層を形成させることを特徴とするメッキ方法。
- 前記メッキ装置の上流側および下流側に洗浄装置をそれぞれ配設し、各洗浄装置内を通過させて、前記被メッキ物を洗浄することを特徴とする請求項1に記載のメッキ方法。
- 被メッキ物を入れることのできる多数の収納凹部が形成されて成るキャリアテープを送る送り機構と、該キャリアテープが内部のメッキ液内を通過できるように構成したセルを備え、該セルには、前記被メッキ物に通電するための陰極部材が設けられていることを特徴とするメッキ装置。
- 前記キャリアテープの各収納凹部には、メッキ液が出入りでき、しかも前記陰極部材が侵入できる開口が形成されていることを特徴とする請求項3に記載のメッキ装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003192500A JP2005023398A (ja) | 2003-07-04 | 2003-07-04 | メッキ方法およびメッキ装置 |
| US10/717,584 US20050006243A1 (en) | 2003-07-04 | 2003-11-21 | Plating method and plating apparatus |
| EP03257520A EP1496142A3 (en) | 2003-07-04 | 2003-11-28 | Electroplating method and electroplating apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003192500A JP2005023398A (ja) | 2003-07-04 | 2003-07-04 | メッキ方法およびメッキ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005023398A true JP2005023398A (ja) | 2005-01-27 |
| JP2005023398A5 JP2005023398A5 (ja) | 2006-10-26 |
Family
ID=33447965
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003192500A Pending JP2005023398A (ja) | 2003-07-04 | 2003-07-04 | メッキ方法およびメッキ装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20050006243A1 (ja) |
| EP (1) | EP1496142A3 (ja) |
| JP (1) | JP2005023398A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009504906A (ja) * | 2005-08-09 | 2009-02-05 | ゲブリューダー シュミット ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー | 複数の基板を収容する又は保持する装置及び電気メッキ装置 |
| JP2011208203A (ja) * | 2010-03-29 | 2011-10-20 | Tdk Corp | めっき装置、めっき方法およびチップ型電子部品の製造方法 |
| JP2013160380A (ja) * | 2012-02-01 | 2013-08-19 | Nix Inc | 被めっき材の保護具 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113818057B (zh) * | 2021-09-25 | 2023-03-10 | 山东睿思精密工业有限公司 | 一种散件cpu散热片连续电镀方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3898145A (en) * | 1971-02-17 | 1975-08-05 | Scm Corp | Process for applying contrasting coatings to a workpiece |
| US4321124A (en) * | 1981-02-02 | 1982-03-23 | Select Technology Corporation | Loose parts plating apparatus |
| US4904363A (en) * | 1989-04-25 | 1990-02-27 | Burndy Corporation | Selective plating systems |
| US5133847A (en) * | 1991-02-28 | 1992-07-28 | Amp Incorporated | Component carrier, method of manufacture and use therefor |
| ATE233708T1 (de) * | 2000-11-13 | 2003-03-15 | Wilhelm Steckelbach | Modulare vorrichtung zum oberflächenbehandeln von behandlungsgut in form von einzelheiten |
-
2003
- 2003-07-04 JP JP2003192500A patent/JP2005023398A/ja active Pending
- 2003-11-21 US US10/717,584 patent/US20050006243A1/en not_active Abandoned
- 2003-11-28 EP EP03257520A patent/EP1496142A3/en not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009504906A (ja) * | 2005-08-09 | 2009-02-05 | ゲブリューダー シュミット ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー | 複数の基板を収容する又は保持する装置及び電気メッキ装置 |
| JP4908509B2 (ja) * | 2005-08-09 | 2012-04-04 | ゲブリューダー シュミット ゲゼルシャフト ミット ベシュレンクテル ハフツング | 複数の基板を収容する又は保持する装置及び電気メッキ装置 |
| JP2011208203A (ja) * | 2010-03-29 | 2011-10-20 | Tdk Corp | めっき装置、めっき方法およびチップ型電子部品の製造方法 |
| JP2013160380A (ja) * | 2012-02-01 | 2013-08-19 | Nix Inc | 被めっき材の保護具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050006243A1 (en) | 2005-01-13 |
| EP1496142A3 (en) | 2006-04-05 |
| EP1496142A2 (en) | 2005-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4534843A (en) | Apparatus for electroplating and chemically treating contact elements of encapsulated electronic components and their like | |
| DE10342512B3 (de) | Vorrichtung und Verfahren zum elektrolytischen Behandeln von elektrisch gegeneinander isolierten, elektrisch leitfähigen Strukturen auf Oberflächen von bandförmigem Behandlungsgut | |
| US9725817B2 (en) | System and method for electropolishing or electroplating conveyor belts | |
| JP2005023398A (ja) | メッキ方法およびメッキ装置 | |
| US6176985B1 (en) | Laminated electroplating rack and connection system for optimized plating | |
| JPS6020476B2 (ja) | 導電性ストリツプ部材上に所定形状の貴金属被覆層を連続的に形成する方法及び装置 | |
| JP2005023398A5 (ja) | ||
| JP7221003B2 (ja) | 部分めっき方法 | |
| US4904363A (en) | Selective plating systems | |
| WO2023157329A1 (ja) | 部分めっき用マスク部材及び部分めっき方法 | |
| JP6533652B2 (ja) | 端子部材のめっき方法およびめっき装置 | |
| KR102333203B1 (ko) | 금속 박판 제조장치 | |
| US3791938A (en) | Method and apparatus for fabricating selectively plated electrical contacts | |
| JP2008080270A (ja) | 洗浄液切り乾燥装置、めっき被膜付きフィルムの製造装置及び洗浄液切り乾燥方法 | |
| US3780247A (en) | Contact element having noble wear area | |
| JP3103753B2 (ja) | 帯状部材のめっき装置 | |
| US3988518A (en) | Batch plating of a long lead frame strip | |
| US20230010186A1 (en) | Method for plating of tubular workpiece | |
| JP2004052032A (ja) | 鍍金装置 | |
| US3294663A (en) | Electroplating apparatus | |
| JP7165006B2 (ja) | めっき装置およびそれを用いためっき方法 | |
| JP3909041B2 (ja) | 電気めっき用溶性電極の鉄系スラッジ除去方法および除去装置 | |
| JP3125874B2 (ja) | 半導体装置の表面処理方法及び表面処理装置 | |
| KR102346181B1 (ko) | 이차전지용 전극단자의 제조 방법 및 부분 도금 시스템 | |
| JP6662231B2 (ja) | 給電治具、ワーク保持治具、化学処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060811 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060811 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081202 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090331 |